(54) АВТОМАТ Д.ЛЯ НАРЕЗАНИЯ РЕЗЬБЫ В КРУГЛЫХ ШЛИЦЕВЫХ ГАЙКАХ
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОШПИНДЕЛЬНЫЙ ГАЙКОНАРЕЗНОЙ АВТОМАТ | 1970 |
|
SU271995A1 |
| Многошпиндельный автомат для нарезания резьбы | 1974 |
|
SU536904A1 |
| ГАЙКОНАРЕЗНОЙ АВТОМАТ | 2002 |
|
RU2229963C1 |
| Гайконарезной автомат | 1980 |
|
SU965653A1 |
| Роторный автомат для нарезания резьбы в гайках | 1982 |
|
SU1076224A1 |
| Многошпиндельный двусторонний автомат для нарезания резьбы метчиками | 1985 |
|
SU1315178A1 |
| Гайконарезной автомат | 1985 |
|
SU1313602A1 |
| Автомат для формирования резьб в гайках | 1987 |
|
SU1590230A1 |
| Автомат для нарезания резьбы в гайках | 1982 |
|
SU1117161A1 |
| РОТОРНЫЙ СТАНОК-АВТОМАТ ДЛЯ НАРЕЗАНИЯ РЕЗ.ЬБЫ В ВЫСОКИХ И ОСОБО ВЫСОКИХ ГАЙКАХ | 1968 |
|
SU222139A1 |
Изобретение относится к области машиностроения и предназначено для нарезания резьбы в круглых гайках.
Известен автомат для нарезания резьбы в круглых плашках, в котором подача заготовок производится при помощи однопоточного лотка и механич ОКОЙ резки, совершающей сложное пространственное перемещение, а съем обработанного изделия выполняется специальным захватом 1.
Кинематическая связь механизмов автомата сложна и включает в себя целую систему электрических концевых и гидравлических путевых выключателей.
Цель изобретения - повышение производительности и эксплуатационной технологичности за счет упрощения системы загрузки.
Поставленная цель достигается: тем что питатель автомата снабжен полуцикловым механизмом, выполненным в виде взаимодействующих между собой поворотного коромысла, снабженного центральным угловым выступом, и толкателя, шарнирно закрепленного на штоке пневмоципиндра и подпружиненного в среднем положении.
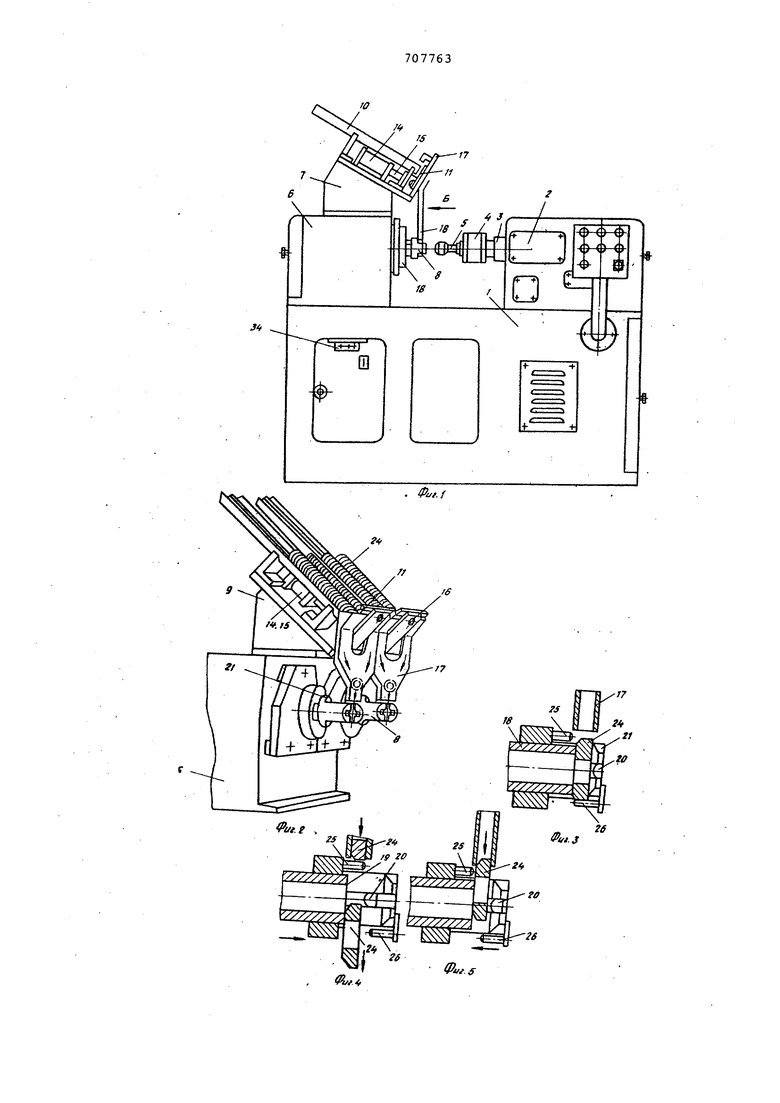
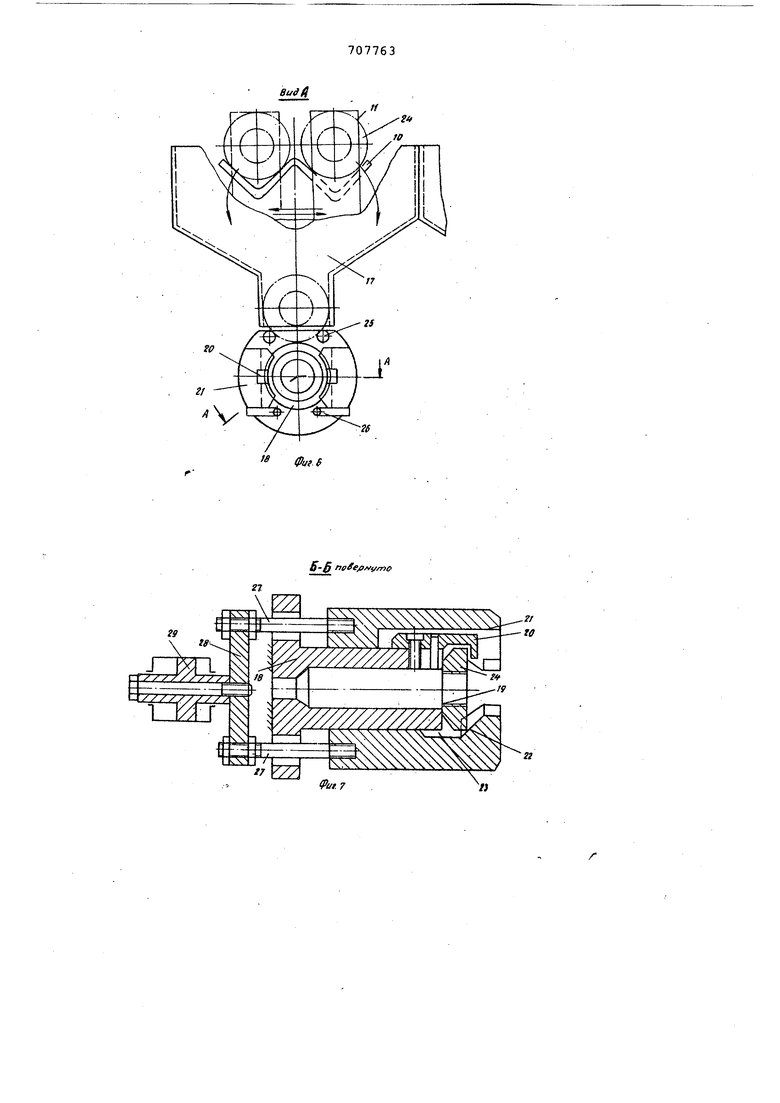
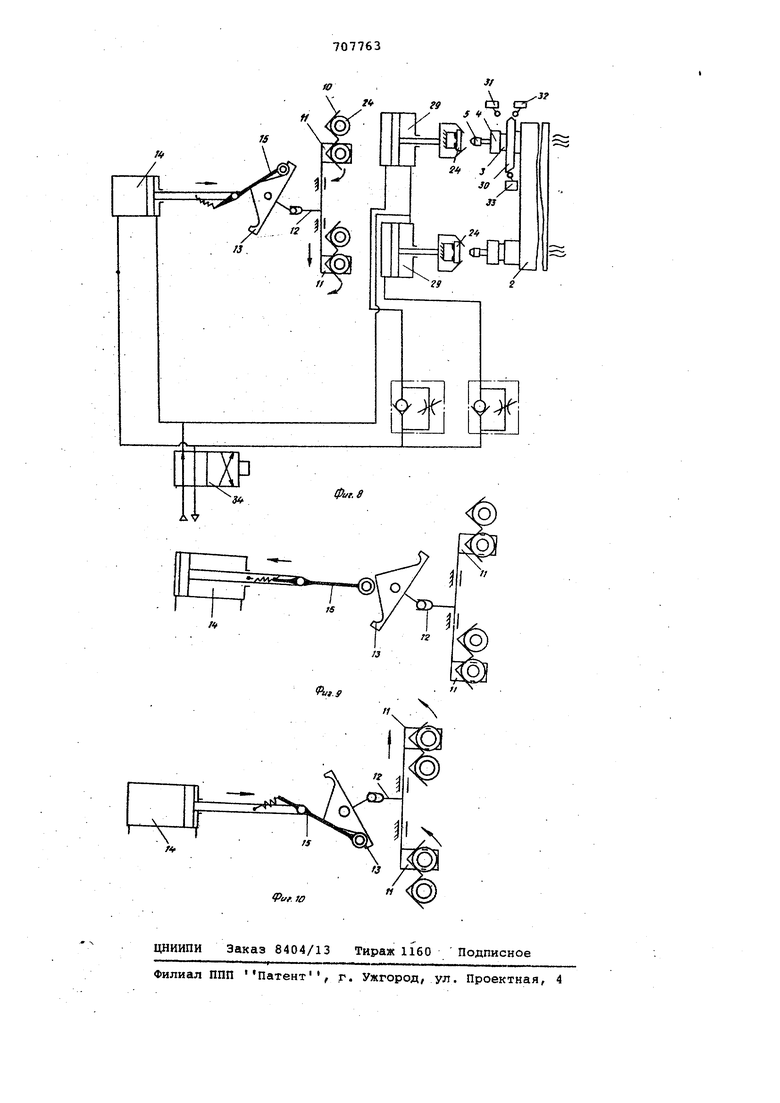
На фиг. 1 изображен общий вид прелагаемого автомата; на фиг. 2 - бабк изделия с питателем и патронами для зажима заготовок; на фиг. 3 - патрон для зажима заготовок в положении зажима и последгющей обработки гайки; на фиг. 4 - патрон для зажима заготовок в положении разжима и выгрузки обработанной гайки; на фиг. 5 - патрон для зажима заготовок в положении загрузки и последующего зажима очередной гайки; на фиг. 6 - вид А на фиг, 1; на фиг. 7 - разрез Б-Б на фиг. 6; на фиг. 8 - схема автомата при крайнем правом положении поршня 1пневмоцилиндра питателя р момент сбрасывания заготовок; на фиг. 9 - схема питателя при крайнем левом положении поршня; на фиг. 10 - схема питателя при крайнем правом положении поршня.
Автомат для нарезания резьбы в круглых шпицевых гайках содержит станину 1, на которой установлена шпиндельная бабка 2, с реверсирующими и перемещающимися в осевом направлении шпинделями 3, имеющими патроны 4 с закрепленными в них метчиками 5. На другой части станины 1 установлена бабка 6 с питателем 7 и пат ронами 8 для зажима заготовок Питатель 7 состоит из кронштейна 9, на котором наклонно установлены W-образного сечения двухпоточные меха- низмы - склизы 10 двусторонних сбрасывателей 11,связанных через вилку 12 с коромыслом 13, взаимодействующим с закрепленным шарнирно на штоке пневмоцилиндра 14 толкателем 15. На питателе 7 установлены опорные планки 16 и V-образной формы лотки 17, Патроны состоят из закрепленной неподвижно втулки 18 с базовым торцом 19, На неподвижной втулке 18 закреплены ограничители 20 и размещена по;цвижная втулка 21 с конусным зажимным буртом 22 и сквозным по перечным пазом 23, служащим для прохода обрабатываемых гаек 24, В пазу 23 установлены отсекающие штыри 25 И 26. Втулка 21 связана с помощью двух тяг 27 и траверсы 28 со штоком пневмоцилиндра 29. На пиноли одного из шпинделей 3 закреплен упор 30, воздействующий по следовательно на конечные выключатели 31 и 32 реверса шпинделей и на путевой выключатель 33, связанный с воздухораспределителем 34 привода за жима патрона 8 и питателя 7. Автомат работает следующим образом. Обрабатываемые гайки 24 укладывают в магазин 10, после чего вклю чают электродвигатель привода, и вра щающиеся шпиндели 3 с метчиками 5, закрепленными в патронах, перемещают ся в сторону патрона 8. При пере1 1ещении шпинделей в положение, соответствующее моменту окончания нарезания резьбы, упор 30 нажи мает на конечный выключатель 31, котЬрый реверсирует вращение шпинделей 3, причем происходят вывинчивание метчиков и отвод шпинделей. При этом -упор 30 нажимает на выключатель 33, . связанный электрически с воздухораспределителем 34. Воздухораспределитель 34 подает с.жатый воздух в полос пневмоцилиндра29, шток которого свя зан со втулкой 21 патрона 8, перемещаясь, разжимает обработанную гайку и она выпадает вниз (фиг. 3, 4, и 7) Одновременно воздухораспределитель 34 подает сжатый воздух в левую част пнермоцилиндра 1.4 питателя 7, шток, перемещаясь, через толкатель 15 пово рачивает коромысло 13 по часовой стрелке, которое через вилку 12 пере мещает сбрасыватели 11, выталкивающи заготовки из пары магазинов 10 в лот ки 17, где они останавливаются штыря ми 25. Затем упор 30 нажимает на выключатель 32, который подает сигнал на реверсирование и обратное перемещени шпинделей 3, а также на срабатывание воздухораспределителя 34 (фиг. 8). Штоки пнеймоцилиндра 29 реремеща втулки 21 влево, штыри 25 выходят из-под заготовки, и она падает на штыри 26, Втулка 21 перемещается влево до тех пор, пока конусный зажимной бурт 22 не прижмет заготовку к торцу 19 втулки 18, К этому моменту метчики 5 подводятся к зажатым заготовкам и начинается процесс нарезания резьбы. Одновременно через воздухораспределитель 34 воздух подается в правую полость цилиндра 14 питателя 7 (фиг. 9), при этом шток с толкателем 15 перемещается в крайнее левов положение, и толкатель 15 под действием пружины устанавливается вдоль оси штока цилиндра 14. По окончании нарезания резьбы упор 10 нажимает на конечный выключатель 32, шпиндель 3 реверсируется и перемещается вправо. При этом упор 30 нажимает на конечный выключатель 33, который подает сигнал на срабатывание воздухораспределителя 34, подающего воздух в левые полости пневмоцилиндров 14. Поршни пневмоцилиндров 29., двигаясь вправо, перемещают втулки 21, освобождая обработанную тайку 24, которая падает в тару. Одновременно воздух подается в левую полость пневмоцилиндра 14, шток которого вместе с. толкателем 15 перемещается вправо, поворачивая при этом коромысло 13 против часовой стрелки (фиг, 10). Двусторонние сбрасыватели 11 перемещаются и выталкивают заготовки из другой пары магазинов 10 в лоток 17, через которые заготовки попадают на штыри 25 втулки 21. Таким образом, за один цикл работы автомата в каждый из двух V-образных лотков попадает по одной заготовке. Формула изобретения Автомат для нарезания резьбы-в круглых шлицевых гайках , содержащий шпиндельную головку, патроны для зажима заготовок, питатель с двусторонним сбрасывателем и отсекатель, отличающийся тем, что, с целью повышения производительности и эксплуатационной технологичности, цитатель автрмата снабжен полуциклсзвым механизмом, выполненным в виде взаимодействующих между собой пово;-,.ротного коромысла, снабженного центральным угловым выступом, и толкате,ля, щарнирно закрепленного на штоке пневмоцилиндра и подпружиненного в среднем положении. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР. № 167128, кл. В 23 G 1/16, 1963,
,/
4 j./
в f /I
Mh ЧНМ)Ф
fa
п
I
J«
. 4Й//./
/7
Ф«г,
21
V
Фиг.е
f- nafe/t fft/mo
23
t
гг
ю
ft
10)
JS
ro)
31
IS
f r
/
