13
временным перемещением в исходное положение и подаваемой СОЖ по системе каналов, которая повышает стойкость инструмента и отводит стружку «з зоны резания, На станине 1 автомата размещены две оппозитно расположенные друг к другу многошпиндельные головки 7, 8 с метчиками 13, 14, закрепленными в шпинделях 11, 12, Против каждой шпиндельной головки закреплены траверсы 17, 18 с шестигранными гнездами 19, 20 для размещения заготовок гаек 21. Перед траверсами 17, 18 в направляющих установлены подпружиненные планки 30 ,31, В планках
Изобретение относится к станкостроению, в частности к гайконарезным станкам-автоматам и может быть использовано в различных областях народного хозяйства, связанных с производством гаек, в том числе на - кидных с точной резьбой, нарезаемых в упор.
Цель изобретения повышение производительности и качества нарезаемой резьбы за счет повышенной скорости реверса шпинделей с одновременным перемещением в исходное положение и подачи смазочно-охлаждающей жидкости (СОЖ) по системе каналов, которая увеличивает стойкость инструмента и отводит стружку из зоны резания.
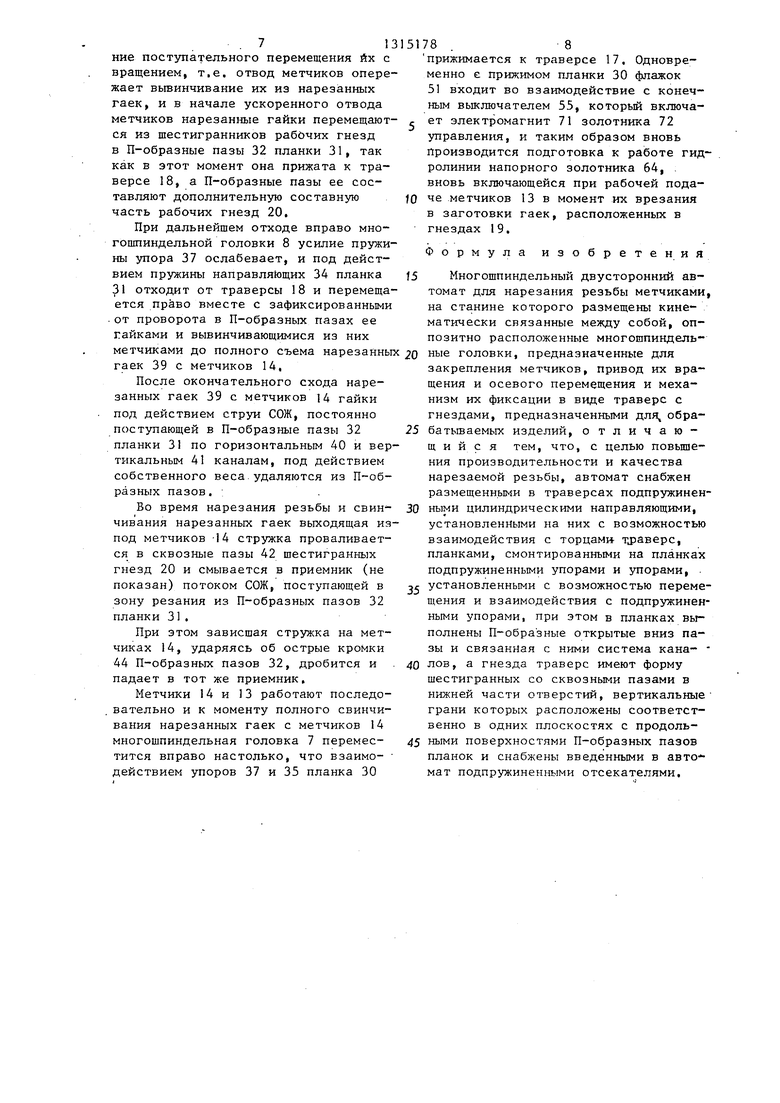
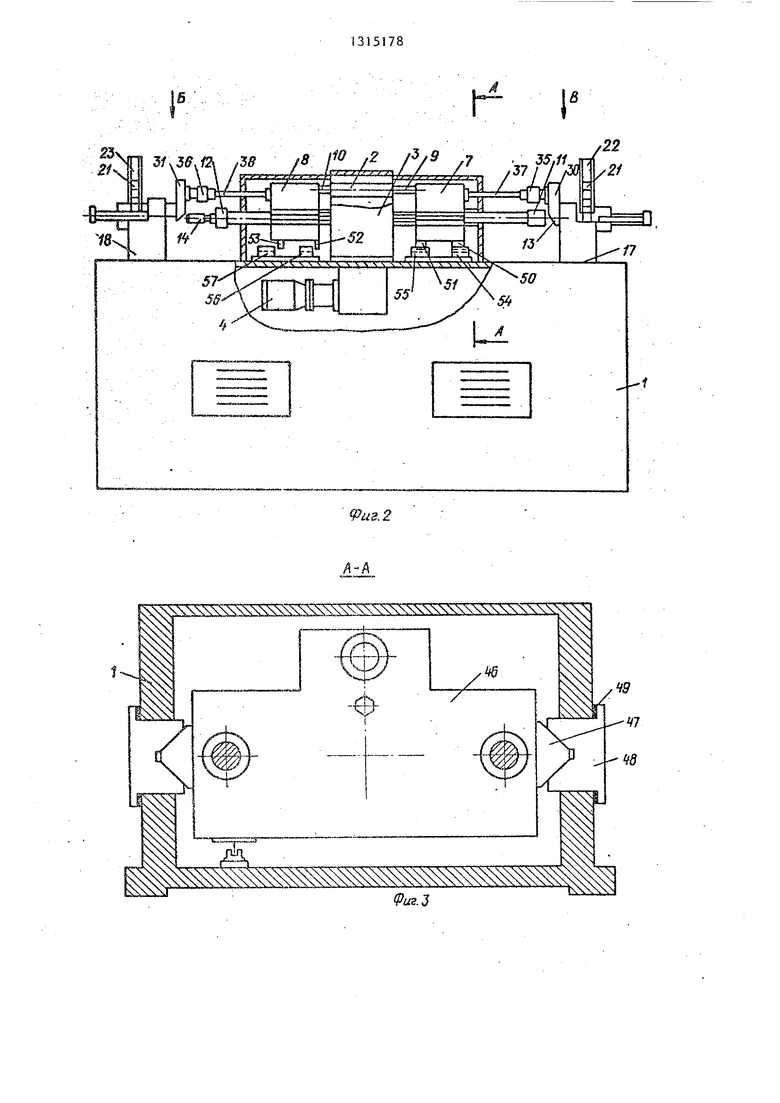
На фиг.1 изображен гайконарезной автомат, гидрокинематическая схема; на фиг.2 - то же, общий вид; на фиг,3 - разрез А-А на фиг,2; на - вид Б на фиг,2; на фиг.5 - вид В на фиг.2; на фиг.б - разрез Г-Г на фиг.4; на фиг.7 - разрез Д-Д на фиг.55 на фиг.8 - вид Е на фиг.6.
Гайконарезной автомат содержит станину 1, на которой неподвижно закреплены гидроцилиндр 2 привода подач двустороннего действия и коробка. 3 скоростей с гидромотором 4, Коробка 3 скоростей снабжена на выходе, валом-шестерней 5 со сквозным шли- цевым отверстием 6.
По торцам вала-шестерни 5 установлены две оппозитно расположенные многошпиндельные головки 7 и 8, за178
выполнены П-образные открытые вниз пазы и связанные с ними системы каналов для подвода СОЖ. При зтом вертикальные грани гнезд 19 и 20 в траверсах расположены в одних плоскостям с продольными поверхностями П-образ- ных пазов, которые образуют дополнительные составные части гнезд 19, 20 при взаимодействии планок 30, 31 . с траверсами. Планки 30, 31 снабжены подпружиненными упорами 35, 36, которые установлены с возможностью взаимодействия с регулируемыми упорами 37, 38, размещенными на многошпиндельных головках 7, 8, 8 ил.
крепленные на штоках 9 и 10 гидроцилиндра 2, обеспечивающего их поступательное перемещение. На многошпиндельных головках 7 и 8 установлены
противоположно направленные шпиндели 11 и 12 с метчиками 13 и 14. Для передачи вращательного движения шпинделя 11 и 12 и соответственно метчиками 13 и 14 одновременно с их поступательным перемещением многошпиндельные головки 7 и 8 снабжены шлицевыми валами 15 и 16, взаимодействующими со сквозным шлицевым отверстием 6 вала-шестерни 5 со стороны, соответствующей их расположению.
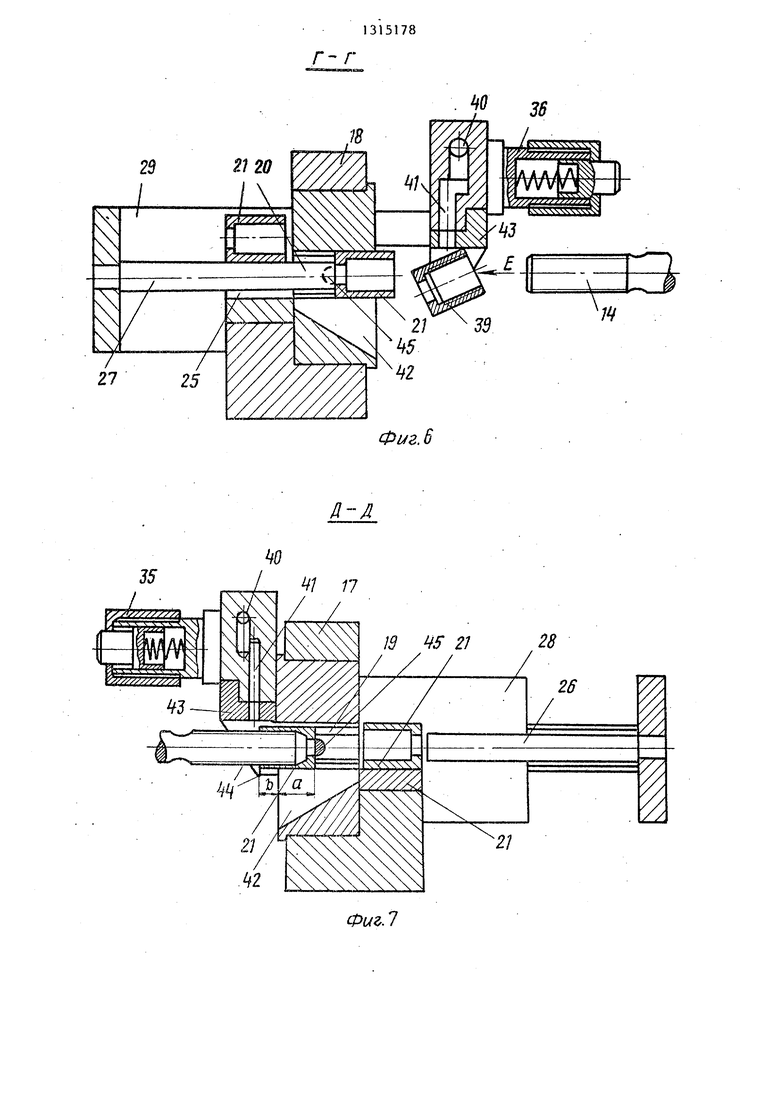
Против каждой многошпиндельной головки 7 и 8 на станине 1 закреплены неподвижно траверсы 17 и 18, в которых выполнены шестигранные гнезда 19 и 20, расположенные таким образом, что дне грани их занимают вертикальное положение.
За траверсами 17-и 18 с шестигранными рабочими гнездами 19 и 20 установлены механизмы автоматической за-, грузки в рабочие гнезда 19 и 20 заготовок гаек 21, содержащие магазины 22 и 23, призматические загрузочные лотки 24 и 25 и толкатели 26 и 27,
перемещаемые гидроцилиндрами 28 и 29, гидросистема которых сблокирована с гидросистемой гидромотора 4.
Перед траверсами 17 и 18 с гнездами 19 и 20 установлены планки 30 и
31 с П-образными пазами 32, перемещающиеся в подпружиненных направляю
. 313
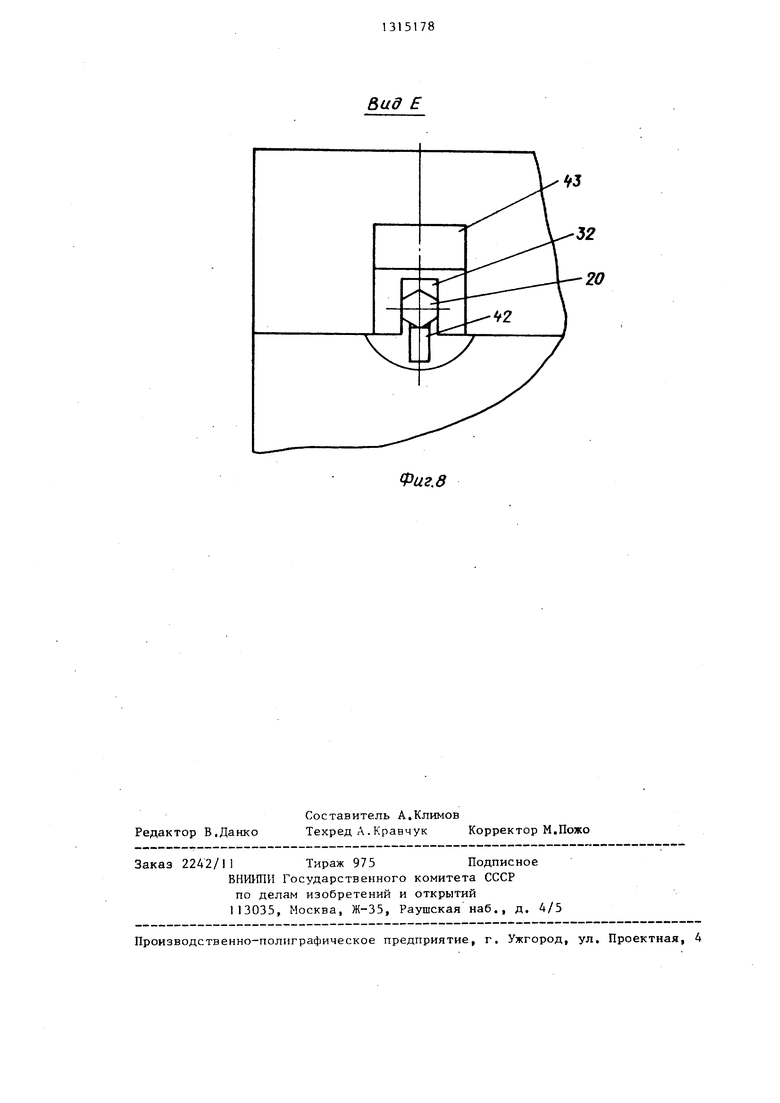
щих 33 и 34 с возможностью прижима к торцам гнезд 19 и 20. На планках 30 и 31 установлены подпружиненные упоры 35 и 36, а многошпиндельные головки 7 и 8 снабжены взаимодейст- вующими с ними регулируемыми по длине упорами 37 и 38. Взаимодействие упоров 35 и 37, 36 и 38 соответственно обеспечивает прижим П-образных пазов 32 планок 30 и 31 к торцам гнезд 19 и 20 траверс и отвод от них При этом в момент прижима П-образные пазы 32 образуют дополнительные составные части рабочих гнезд 19 и 20, служащие при отходе от торцев послед них съемниками нарезных гаек.39 с 1етчиков 13 и 14,
В верхней части планок 30 и 31 выполнены горизонтальные каналы 40 с вертикальными отводами 41 в П-образ- ные пазы 32, обеспечивающие возможность постоянной подачи СОЖ в зону резания и в зону съема нарезанных гаек с метчиков, а на нижних гранях шестигранных гнезд 19 и 20 выполнены сквозные пазы 42, обеспечивающие возможность постоянного направленного отвода СОЖ и стружки из зоны резания Кроме того, П- образные пазы 32 укреплены пластинами 43 с острыми кромка- ми 44 со стороны ввода метчиков для дробления стружки,
В шестигранных гнездах 19 и 20 на боковых вертикально расположенных гранях установлены два выступающие внутрь гнезд подпружиненных отсекате ля 45, удерживающих заготовку гайки 21 от осевого перемещения при врезании метчиков. Опорные плоскости от- секателей расположены на расстоянии а (фиг.5 и 7) от торца шестигранного рабочего гнезда со стороны ввода метчиков, которое меньше длины заготовки гайки. Это расстояние зависит от места расположения центра тяжести за готовки и выбирается таким образом, чтобы заготовка имела возможно большую выступающую из шестигранного рабочего гнезда часть в и в то же время надежное фиксирование в нем без выпадания.
На торцах корпусов 46 многошпиндельных головок 7 и 8 выполнены треугольные симметричные охватываемые направляющие 47, с помощью которых они установлены в закрепленных на станине 1 охватывающих направляющих 48 с регулируемым зазором при помощи прокладок 49, что обеспечивает
784
возможность оперативной регулировки соосности шпинделей II и 12 и рабочих гнезд 19 и 20, нарушаемой во время зксплуатации, без замены основных деталей.
На корпусах 46 многошпиндельных головок 7 и 8 установлены флажки 50- 53, взаимодействующие с конечными выключателями, соответственно, 54- 57, закрепленными на станине 1,
Перед началом работы производят настройку регулирующей аппаратуры гидросистемы приводов вращения метчиков и их подач.
При зтом предохранительный клапан 58 гидросистемы привода вращения метчиков настраивается на давление, обеспечивающее получение необходимого крутящего момента на метчиках при нарезании резьбы, дроссель 59 - на нужную частоту вращения метчиков, а реле 60 и 61 давления - на максимально допустимые давления в гидросистеме ,
В гидросистеме привода подач предохранительный клапан 62 настраивается на давление, обеспечивающее необ- ходимое усилие на штоках 9 и 10 гидроцилиндра 2 при холостом ускоренном подводе метчиков к рабочим гнездам, а дросселем 63 настраивается на скорость холостого ускоренногр подвода метчиков 13 и 14 к гнездам 19 и 20,
Скорость ускоренного подвода метчиков подбирается таким образом, чтобы нарезанные гайки с противоположно расположенных метчиков успели полностью свинтиться.
Напорный золотник 64 настраивает- ся на давление, обеспечивающее врезание метчиков на первый виток,
Пружины упоров 35 и 36 настраиваются соответственно на усилие, превышающее суммарное усилие пружин направляющих 33 н 34, но меньше усилия врезания метчиков на первый виток. Величина хода пружин упоров 35 и 36 настраивается на длину наре заемой резьбы. Регулируемые по длине упоры 37 и 38 настраиваются таким образом, чтобы до начала врезания метчиков 13 и 14 планки 30 и 31 с П-образными пазами 32 были прижаты к торцам гнезд 19 и 20, а выступающие из рабочих гнезд части заготовок гаек 21 вощли в П-образные пазы 32,
Струя СОЖ, выходящая из вертикальных отводов 41 планок 30 и 31, настраивается на давление, обеспечиваю513151786
щее надежное удаление нарезанных га-ше давления настройки напорного зоек 39 иэ П-образных пазов 32. ,лотника 64, то часть масла сливается
Автомат работает следующим обра-из гидросистемы, питаемой насосом
зом.70, поддерживая таким образом осевое
В исходном положении многошпин- усилие на метчиках при рабочей подадельные головки 7 и 8 находятся вче, равное усилию врезания их на перкрайнем правом положении.вый виток.
Подается команда на включение элек- При рабочей подаче регулируемый тромаГнита 65 золотника 66 и электро-упор 38, взаимодействуя с подпружи- . магнита 67 золотника 68. При этом 10ненным упором 36, сжимает его пружи- рабочая жидкость от насоса 69 посту-ну, обеспечивая тем самым заданную пает в гидромотор 4, и вращение сдлину нарезаемой резьбы, вала гидромотора 4 передается в короб- После врезания метчиков 14 на перку 3 скоростей. Затем с выходного ьш виток дальнейший процесс нареза- вала-шестерни 5 коробки 3 скоростей 15ния резьбы осуществляется самозатя- через скозное шлицевое отверстие 6гиванием заготовок гаек на метчики, вращение передается на шлицевые валы усилие, развиваемое на 15 и 16 мгоношпиндельных головок 7штоке 10 гидроцлиндра 2, больше про- и 8 и соответственно на метчики 13тиводействующего усилия, возникающе- и 14. за счет сил трения между заготовОдновременно с этим рабочая жид-ками гаек и рабочими гнездами, то в
кость от насоса 69 поступает в гидро-процессе нарезания резьбы путем самоцилнндры 28 и 29 толкателей 26 и 27,затягивания заготовок гаек на метчикоторые перемещают толкатели вправо. шток 10 вместе с метчиками 14
От насоса 70 рабочая жидкость по- -25и самозатягивающимися на них заготовступает в правую полость гидроцилинд-ками гаек продолжает свое поступательра 2 и шток 10, перемещаясь влево движение вперед, обеспечивая тем
осуществляя ускоренный подвод много-самым постоянный прижим нарезаемых
шпиндельной головки 8 с метчиками 14заготовок гаек в рабочих гнездах 20
к рабочим гнездам 20,30к о тсекателям 45 до конца рабочего
При этом метчики 13, перемещающие-цикла.
ся влево, выходят также ускоренно из После завершения цикла нарезания
рабочих гнезд 19, а толкатели 26 до-резьбы флажок 53 взаимодействует с
сылают предварительно ориентирован-конечным выкгаочателем 57, который
ные заготовки гаек 21 по загрузочным 35 очередь отключает электромагпризматическим лоткам 24 в гнезда 19™™ 67, 71 и 65 соответствующих
за отсекатели 45.золотников 68, 72 и 66 управления.
При своем движении-влево многошпин-включая одновременно электромагниты
дельная головка 8, взаимодействующая73 и 71, соответственно, золотников
с упором 38, с подпружиненным упором и 68.
36, прижимает планку 31 к траверсе Происходит реверсирование враще- 18. При этом П-образные пазы 32 в мо- гидромотора 4, гидроцилиндров мент прижима планки 31 примыкают к 28 и.29 загрузки заготовок и гидроторцам рабочих гнезд., образуя их до-цилиндра 2 подач.
полнительную составную часть, являясь 45 Так как при.реверсе электромагнит
продолжением рабочих гнезд.71 золотника 72 управления отключается, то все масло, поступающее через
Одновременно с прижимом пл анки 31дроссель 63, направляется в первую
флажок 52 входит во взаимодействиечасть гидроцилиндра 2, происходит
с конечным выключателем 56, который 50ускоренный отвод метчиков 14 из гнезд
В свою очередь.включает электромагнит20 вправо.
71 золотника 72 управления, и, таким При этом многошпиндельная головка
образом, производится подготовка к7 ускоренно перемещается вправо, а
работе гидролинии напорного золотни-метчики 13 ускоренно подаются к гнезка 64, включающейся при рабочей пода- fs,aM 19, в которых за отсекателями 45
че метчиков 14 в момент их врезанияy ice выставлены в рабочую позицию очев заготовку.редные заготовки гаек.
Если при врезании метчиков 14 дав- При ускоренном холостом отводе
ление в гидросистеме поднимается вы-метчиков 14 происходит рассогласова.713
ние поступательного перемещения их с вращением, т.е. отвод метчиков опережает вьгеинчивание их из нарезанных гаек, и в начале ускоренного отвода метчиков нарезанные гайки перемещаются из шестигранников рабЬчих гнезд в П-образные пазы 32 планки 31, так как в этот момент она прижата к траверсе 18, а П-образные пазы ее составляют дополнительную составную часть рабочих гнезд 20,
При дальнейшем отходе вправо многошпиндельной головки 8 усилие пружины упора 37 ослабевает, и под действием пружины направляющих 34 планка 31 отходит от траверсы 18 и перемещается право вместе с зафиксированными .от проворота в П-образных пазах ее гайками и вывинчивающимися из них метчиками до полного съема нарезанны гаек 39 с метчиков 14,
После окончательного схода нарезанных гаек 39 с метчиков 14 гайки под действием струи СОЖ, постоянно поступающей в П-образные пазы 32 планки 31 по горизонтальным 40 и вертикальным 41 каналам, под действием собственного веса удаляются из П-образных пазов.
Во время нарезания резьбы и свин- чив ания нарезанных гаек выходящая из под метчиков -14 стружка проваливается в сквозные пазы 42 шестигранных гнезд 20 и смывается в приемник (не показан) потоком СОЖ, поступающей в зону резания из П-образных пазов 32 планки 31,
При этом зависшая стружка на метчиках 14, ударяясь об острые кромки 44 П-образных пазов 32, дробится и падает в тот же приемник.
Метчики 14 и 13 работают последовательно и к моменту полного свинчивания нарезанных гаек с метчиков 14 многошпиндельная головка 7 переместится вправо настолько, что взаимо- действием упоров 37 и 35 планка 30
8 .8
прижимается к траверсе 17, Одновременно с прижимом планки 30 флажок 51 входит во взаимодействие с конечным выключателем 55, которьй включает электромагнит 71 золотника 72 управления, и таким образом вновь производится подготовка к работе гидролинии напорного золотника 64, вновь включающейся при рабочей подаче метчиков 13 в момент их врезания в заготовки гаек, расположенных в гнездах 19,
ормула изобретения
Многошпиндельный двусторонний автомат для нарезания резьбы метчиками, на станине которого размещены кинематически связанные между собой, оп- позитно расположенные многошпиндельные головки, предназначенные для
закрепления метчиков, привод их вращения и осевого перемещения и механизм их фиксации в виде траверс с гнездами, предназначенными для, обрабатьшаемых изделий, отличающийся тем, что, с целью повышения производительности и качества нарезаемой резьбы, автомат снабжен размещенными в траверсах подпружиненными цилиндрическими направляющими, установленными на них с возможностью взаимодействия с торцам траверс, планками, смонтированными на планках подпружиненными упорами и упорами, . установленными с возможностью перемещения и взаимодействия с подпружиненными упорами, при этом в планках выполнены П-образные открытые вниз пазы и связанная с ними система кана-
лов, а гнезда траверс имеют форму шестигранных со сквозными пазами в нижней части отверстий, вертикальные грани которых расположены соответственно в одних плоскостях с продольными поверхностями П-образных пазов планок и снабжены введенными в авто мат подпружиненными отсекателями.
21
г I
./../ / ч,.
,.L Af-f-j-jffy-f-T f / , / „ /« / / / ggggy ZZZr™ V.yV. f r/ , / / II
в
/22
X-

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для формирования резьб в гайках | 1987 |
|
SU1590230A1 |
| МНОГОШПИНДЕЛЬНЫЙ ГАЙКОНАРЕЗНОЙ АВТОМАТ | 1970 |
|
SU271995A1 |
| Гайконарезной автомат | 1982 |
|
SU1060363A1 |
| ГАЙКОНАРЕЗНОЙ АВТОМАТ | 2002 |
|
RU2229963C1 |
| Гайконарезной автомат | 1977 |
|
SU704741A1 |
| Гайконарезной автомат | 1980 |
|
SU965653A1 |
| Автомат для сверления,зенкования фасок и нарезания резьбы | 1984 |
|
SU1166966A1 |
| Гайконарезной автомат | 1983 |
|
SU1114506A1 |
| МНОГОШПИНДЕЛЬНЫЙ ГАЙКОНАРЕЗНОЙ АВТОМАТ | 1938 |
|
SU55534A1 |
| Гайконарезной автомат | 1987 |
|
SU1540969A1 |
Изобретение относится к станкостроению, в частности к гайконарезным станкам-автоматам, и может быть использовано в различных областях производства, связанных с изготовлением гаек, в том числе накидных с точной резьбой, нарезаемых в упор. Цель изобретения - повышение производительности и качества нарезаемой резьбы - достигается за счет повышения скорости реверса шпинделей с одноJO ,.33 ,, « i 2if i (Л r z ЯяЛ. ел 00 Фи9.1
9U3.2
иг.5
Bad 5
23
-3Г
г
1
эТг
аг.
Г- Г
29
Д-Л
Фиг. В
Фиг,. 1
Вид
Редактор В.Данко
Составитель А.Климов
Техред Л.Кравчук Корректор М.Пожо
Заказ 2242/11 Тираж 975Подписное
ВНИШИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
. - - - - - -- ----- -
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.8
| Резьбонарезная головка | 1981 |
|
SU1024191A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Многошпиндельный двухсторонний автомат для нарезания резьб метчиками | 1983 |
|
SU1119797A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
