(54) УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ПОДДОНОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузчик поддонов термических печей | 1979 |
|
SU866393A1 |
| Загрузчик поддонов промышленных печей | 1980 |
|
SU934181A1 |
| УСТАНОВКА ДЛЯ ЗАГРУЗКИ ШИХТОВЫХ МАТЕРИАЛОВ В ИНДУКЦИОННУЮ ПЕЧЬ ДЛЯ ПЛАВКИ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ | 2013 |
|
RU2526360C1 |
| УСТАНОВКА ДЛЯ ЗАГРУЗКИ ШИХТОВЫХ МАТЕРИАЛОВ В ИНДУКЦИОННУЮ ПЕЧЬ ДЛЯ ПЛАВКИ ЧЁРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ | 2017 |
|
RU2642214C1 |
| Устройство для разогрева заполнителей бетонной смеси | 1981 |
|
SU1028648A1 |
| УСТРОЙСТВО ДОЗИРОВАНИЯ СЫПУЧИХ МАТЕРИАЛОВ ИЗВЕСТКОВО-ОБЖИГОВОЙ ПЕЧИ | 1992 |
|
RU2037785C1 |
| Устройство для загрузки плавильных печей | 1975 |
|
SU667786A1 |
| Устройство для загрузки камернойпЕчи | 1979 |
|
SU846970A1 |
| КОНВЕЙЕРНАЯ СИСТЕМА УНИВЕРСАЛЬНАЯ БЛОЧНО-ИНТЕГРАЛЬНО-СЕКЦИОННАЯ ЗООПЕРЕРАБАТЫВАЮЩАЯ | 2002 |
|
RU2239982C2 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
1
Изобретение относится к теплотехни- ке, Б частности к устройствам для пор- ционной загрузки поддонов с коробками, нагреваемыми мелкими и срецнимя деталями, и может быть использовано в металлургической, станкостронтельной, автомобильной промьЕиленности.
. Известно устройство для загрузки поддонов, содержащее бункер с вибролотком, установленным на раме l .
Наиболее близким к изобретению является устройство для загрузки поддонов, содержащее бункер и вибролоток, смонтированные на раме .
Недостатками известных конструкций являются ручная загрузка поддонов и ограниченная область применения, так как они годны лишь для конвейерньсс агрегатов ввиду непрерывной подачи загружаемого материала..
Цель изобретения - обеспечение автоматизированного обслуживания печей.
Это достигается тем, то устройство снабжено расположенными под вибролот-
KOfvi напрашшющим к установленным на каждой из них коробом со съемным днищем, причем короб и днище имеют индивидуальные приводы. При этом устройство снабжено рычах ным весовым устройством, установленным на раме и кинематически связанным с да .пцем.
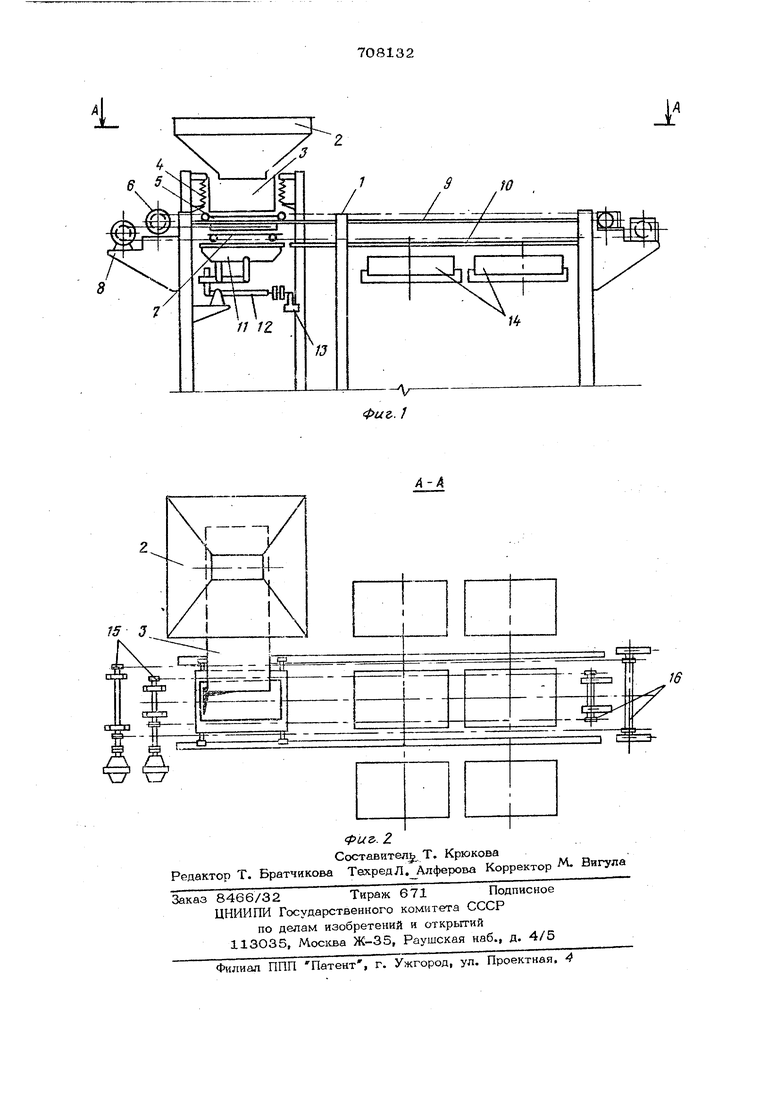
На фиг. 1 показано устройство для загрузки поддонов промышленных печей (двухрядного толкательного агрегата); на фиг. 2 - то же, разрез А-А фиг. 1.
. Устройство для загрузки по,адонов состоит из опорной рамы 1, на которой смонтированы бункер 2 и вибрационный лоток 3, подвешенный на пружинах 4, и
5 передвижного короба 5, приводимого в движение от автономного привода 6. Передвижное днище 7 короба 5 снабжено СВОИЛ1 автономным приводом 8. Иод вибролотком 3 расположены напровляющяе
Q 9 для перемещения короба 5 и направляющие 10 для днища 7. Днище 7 кинематически связано с рьпажным весовым устройством 11, установлонным на раме
и контактирующим через рычаг 12 с онцевым выключателем 13, управляюим вибролотком.
Направляющие 9 короба 5 проходят ад поддонами 14, установленными на олкателе перед аходом в агрегат.
Приводы 6 и 8 связаны с коробом 5 и днищем 7 посредством замкнутых цепей, огибающи-х попарно звездочки 15 на валах приводов и звездочки 16 натяжных валов.
Устройство работает следующим образом.
Детали навалом загружают в бункер 2 (например, с помощью электропогрузчика). При неработающем вибраторе лоток 3 запирает выход из бункера 2 и детали из него высыпаются. Количество деталей в бункере 2 (уровень загрузки) не влияет на работу устройства.
В исходном положении передвижной короб 5, перекрытый днищем 7, находится под лотком 3. После включения вибратора детали ссыпаются по лотку 3 в короб 5, запачняя последний. По достижении определенного веса незначительное проседание платформы весового уст-i ройства 11 дает 1ОО-кратное перемещение рычага 12, который при этом контактирует с концевым выключателем 13, управляющим работой лотка 3. За тем синхронно включаются оба привода 6 и 8 короб 5 вместе с днищем 7 перемещается на позицию над поддоном одного из рядов. Короб 5 и днище 7 останавливаются над поддоном 14, после чего отключаются приводы 6 и 8, затем выключением привода 8 днища 7 возвращается в исходное положение по направляющим 10, выдвигаясь из-под короба 5, При этом детали ссыпаются из короба 5 в поддон 14, равномерно заполняя его по всей площади. Затем короб 5 возвращается в исходное положение, вновь заполняется деталями и перемещается на позицию над поддоном следующего ряда, затем происходит разгрузка деталей из короба в поддон. В описанном выще порядке продолжается загрузка поддонов всех р5щов. После загрузки поддона последнего ряда цикл прекращается, поддоны проталкиваются в печь, затем вновь осуществляется цикл
загрузки поддонов.
Использование загрузчика поддонов предлагаемой конструкции только за счет одной заработной платы даст экономию порядка 9 тыс. р блей в год на одном двухрядном юпкательном агрегате термообработки производительностью 2 т/час, что толоко для КамАЗа составит порядка 180 тыс. руб.-в год. Это достигается возмокиостью механизации загрузочных работ, что обеспечивает автоматизированное обслуживание толкательньк печей.
Кроме того, механизация процесса згрузки заготовок в печь позволит строго соблюдать технологический режим термообработки, что значительно повысит качество обрв.батываеъ.ыи заготовок приведет к уменьшению брака.
Загрузчик предложенной конструкции может быт использован как в однорядных, так и в многорядных толкательных агрегатах.
Формула изобретения
щ е е с я тем, что, с целью обеспечения автоматизированного обслуживания печей, оно снабжено расположенньгми под Бибролотком напраытяющимя и установленным на каждой из нкх коробом со съемным днищем, причем короб и днище имеют индивидуальные приводы.
Источники информации, принятые во внимание при экспертизе
1,Алферов К. Во, Зевков Р. Л. Бункерные установки,. М., Машгиз, 1955, с. 2О7 - 2О8, ф. 132.
Фиг. 1 Г%
