Изобретение относится к области литейного производства, в частности к дозированной загрузке шихтовых материалов в индукционные плавильные печи для плавки черных и цветных металлов.
Известен аналог - система загрузки печи для обработки алюминия (патент США №5032173, МКИ 5F 27 В 1/20, С22В 7/00), содержащая, как и в заявленной установке для загрузки шихты в индукционную печь (далее установка для загрузки шихты), платформу и загрузочный узел. В заявленном устройстве платформа в виде виброзагрузочной машины перемещается по рельсам, а роль выталкивателя играет вибромеханизм, который приводит к скольжению шихты по лотку и заполнению ею печи.
Недостатки заключаются в том, что:
- в системе загрузки печи для обработки алюминия нет устройства для взвешивания шихты;
- в системе загрузки печи для обработки алюминия нет склиза на конце загрузочного лотка;
- система громоздкая, сложная в обслуживании и управлении, поэтому имеет низкую надежность.
Из-за перечисленных выше недостатков невозможно получить технический результат.
Известен аналог - установка для загрузки шихты (В.И. Врублевский и др. Дозирование литейных материалов. Киев: Наукова думка, 1973, с. 37-38), содержащая, как и заявленном устройстве, бункер и устройство для загрузки шихты в печь, выполненный в виде ленточного конвейера, состоящего из прорезиненной ленты, огибающей приводной и натяжной барабаны, а также привода.
Недостатки заключаются в том, что:
- в установке для загрузки шихты нет устройства для взвешивания шихты;
- низкая эксплуатационная надежность питателя;
- установка загрузки печи не позволяет хотя бы частично удалять пыль, грязь из шихты во время ее загрузки;
- в установке загрузки шихты нет загрузочного лотка и склиза на конце загрузочного лотка.
Ввиду указанных выше недостатков установка для загрузки шихты не может обеспечить решение технической задачи.
Ближайшим аналогом (прототипом) является установка для загрузки шихты в индукционную печь для плавки черных и цветных металлов (SU 1013722, F27B 14/00, 23.04.1983), содержащая, как и в заявленной установке для загрузке шихты загрузочный бункер, передвигаемую по рельсовому пути виброзагрузочную машину с устройством для загрузки шихты, загрузочным лотком, вибрационным механизмом.
Недостатки заключаются в том, что:
- в установке для загрузки шихтовых материалов в индукционную печь для плавки черных и цветных металлов нет устройства для взвешивания шихты;
- в установке для загрузки шихтовых материалов в индукционную печь для плавки черных и цветных металлов нет устройства для удаления загрязнений из шихты в процессе ее загрузки в печь.
- в установке для загрузки шихтовых материалов в индукционную печь для плавки черных и цветных металлов нет устройства загрузки шихты в виброзагрузочную машину;
- в установке для загрузки шихтовых материалов в индукционную печь для плавки черных и цветных металлов нет склиза на конце загрузочного лотка.
Из-за перечисленных выше недостатков невозможно получить технический результат.
Задачей изобретения является создание надежной, с высокой степенью механизации конструкции установки для загрузки шихтовых материалов в индукционную печь для плавки черных и цветных металлов, имеющую передвижную виброзагрузочную машину с установленной на ней загрузочным бункером и загрузочным лотком, с приваренным на его конце склизом, привод перемещения виброзагрузочной машины по рельсам, вибрационный механизм, который позволяет за счет вибрации скользить шихте по загрузочному лотку и заполнять печь, а также оснащение установки устройством удаления пыли из шихты во время загрузки. Также в конструкции установки для загрузки шихты в индукционную печь для плавки черных и цветных металлов должно быть предусмотрено устройство загрузки шихты в виброзагрузочную машину, оснащенное весами.
Технический результат - разработанная установка для загрузки шихтовых материалов в индукционную печь для плавки черных и цветных металлов является надежной, с высокой степенью механизации конструкцией, имеющей передвижную виброзагрузочную машину с установленным на ней загрузочным бункером, находящимся над загрузочным лотком, с приваренным на его конце склизом, привод перемещения виброзагрузочной машины по рельсам, вибрационный механизм, устройство удаления пыли из шихты во время загрузки, а также устройство для загрузки шихты в виброзагрузочную машину, оснащенное весами.
Указанный технический результат достигается за счет того, что в установку для загрузки шихтовых материалов в индукционную печь для плавки черных и цветных металлов, содержащую загрузочный бункер, передвигаемую по рельсовому пути виброзагрузочную машину с устройством для загрузки шихты, загрузочным лотком, вибрационным механизмом, согласно изобретению введено устройство для удаления загрязнений из шихты в процессе ее загрузки в печь, состоящее из решетки с отверстиями, накопительного бункера и короба с ручкой для удаления загрязнений, направляющих и двух фиксаторов, крепящих короб к направляющим, при этом на сварной раме виброзагрузочной машины закреплены опоры для крепления загрузочного лотка с расположенным над ним загрузочным бункером, причем загрузочный лоток имеет заднюю и две боковые стенки и сварен из листовой стали.
Устройство для удаления загрязнений из шихты в процессе ее загрузки в печь размещено в средней части загрузочного лотка и не позволяет загрязнять выплавляемый металл пылью, окалиной, грязью, ржавчиной, при этом уменьшается угар металла и количество образовавшегося при плавке шлака.
Кроме того, загрузочный бункер сварен из листовой стали толщиной 5 мм, на передней части загрузочного бункера установлена вращающаяся в двух подшипниках ось с приваренной к ней заслонкой для ограничения объема загружаемой в загрузочный бункер шихты и слоя шихты, скользящего по загрузочному лотку.
Более того, в конце загрузочного лотка приварен склиз, который обеспечивает равномерное заполнение подины или поверхности ванны расплавленного металла шихтой, в результате чего обеспечивается более быстрое расплавление шихты, устраняются «зависания» и «мосты» шихты, а также плавильщик меньшее количество раз перемешивает жидкий металл и устраняет «зависания», «мосты» шихты в процессе плавки.
Следует отметить, что вибрационный механизм машины состоит из четырех дебалансных центробежных вибраторов, которые закреплены на четырех пластинах-кронштейнах, приваренных к боковым стенкам загрузочного лотка, при этом каждый дебалансный центробежный вибратор представляет собой электродвигатель с установленными на концах вала ротора дебалансами, которые, вращаясь с валом ротора, создают центробежную силу, вынуждающую вибрировать загрузочный лоток и при этом перемещать загруженную шихту по загрузочному лотку в печь.
Существенно отметить, что в состав установки для загрузки шихты в индукционную печь вводится привод перемещения передвижной виброзагрузочной машины по рельсам, состоящий из реверсивного электродвигателя, муфты, редуктора, клиноременной передачи, двух валов, на концах которых закреплены четыре колеса, при этом реверсивный электродвигатель и редуктор крепятся к стальной плите, которая приварена сверху рамы, подвод электроэнергии к приводу передвижной виброзагрузочной машины осуществляется с помощью гибкого кабеля, который при движении передвижной виброзагрузочной машины влево сматывается с барабана, который закреплен на задней опоре, а и при движении вправо наматывается на него, причем гибкий кабель при движении передвижной виброзагрузочной машины укладывается через промежуточный барабан в траншею.
Вместе с тем, в состав установки для загрузки шихтовых материалов в индукционную печь для плавки черных и цветных металлов вводится устройство для загрузки шихты в виброзагрузочную машину, которое состоит четырех бункеров, опирающихся на четыре опоры, при этом к двум опорам приварена обслуживающая площадка с лестницей, кроме того, бункеры оснащены пневмовибраторами и челюстными затворами с пневмоприводом, взвешивание шихты производится на электронных платформенных весах, подача шихты в бункеры со склада шихты осуществляется ленточными транспортерами желобчатой формы, а выгрузка в бункер передвижной виброзагрузочной машины производится по стальному склизу, расположенному под каждым бункером.
Электронные платформенные весы выполнены с возможностью взвешивания шихтовых материалов весом до 5 т и позволяют оперативно контролировать по цифровому табло вес компонентов загружаемой шихты (например, стальной лом, чугунный лом и т.д.), а установленные пневмовибраторы препятствуют зависанию шихты. Предложенная конструкция установки для загрузки шихты отличается надежностью и высокой степенью механизации.
На чертежах изображена установка для загрузки шихты в индукционную печь, а также ее отдельные устройства.
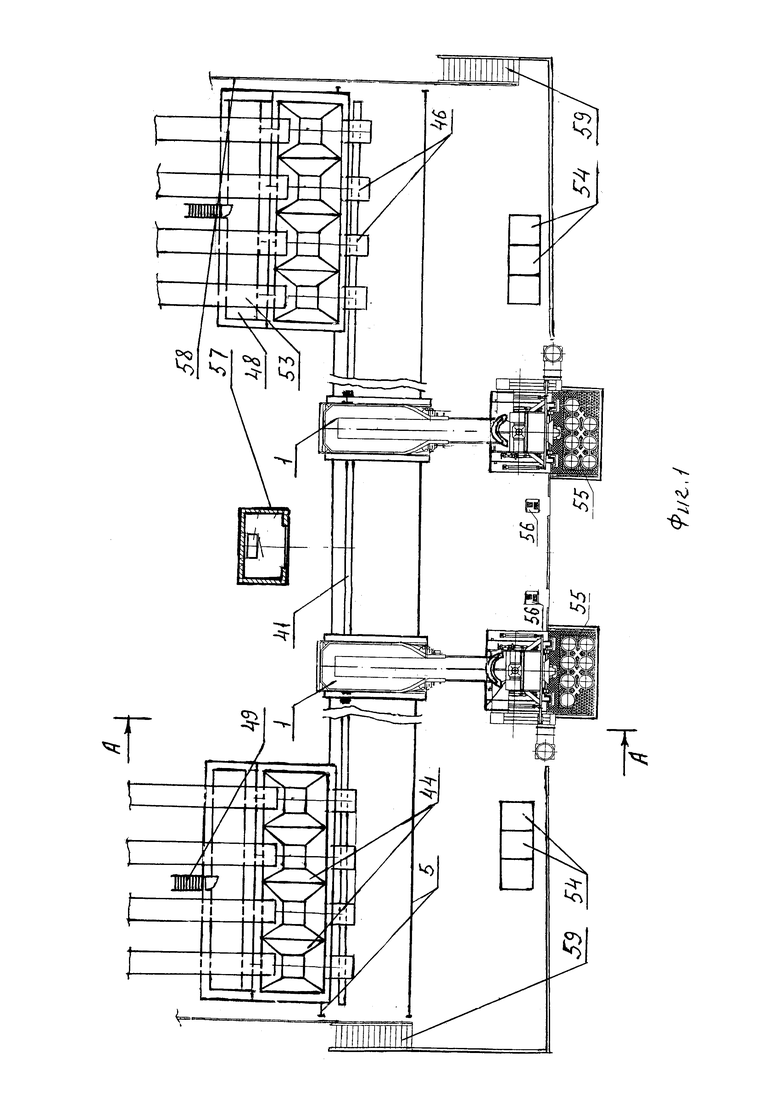
На фиг. 1 - вид в плане установки для загрузки шихты в индукционную печь.
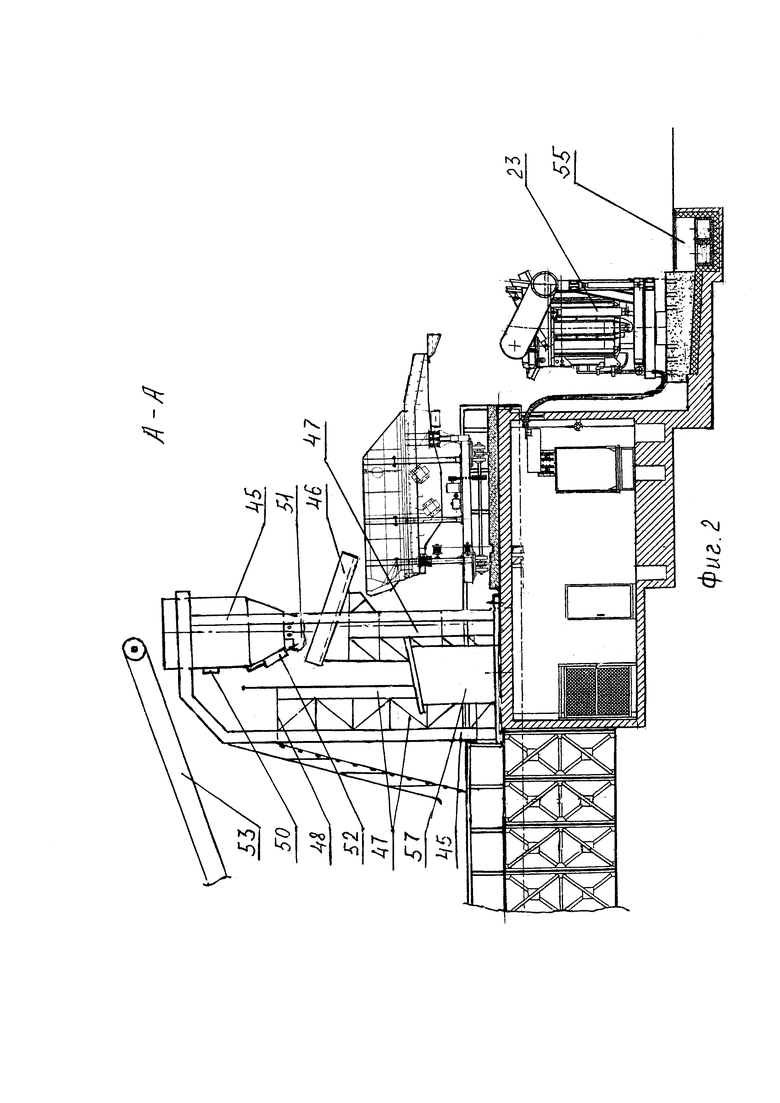
На фиг. 2 - разрез А-А установки для загрузки шихты.
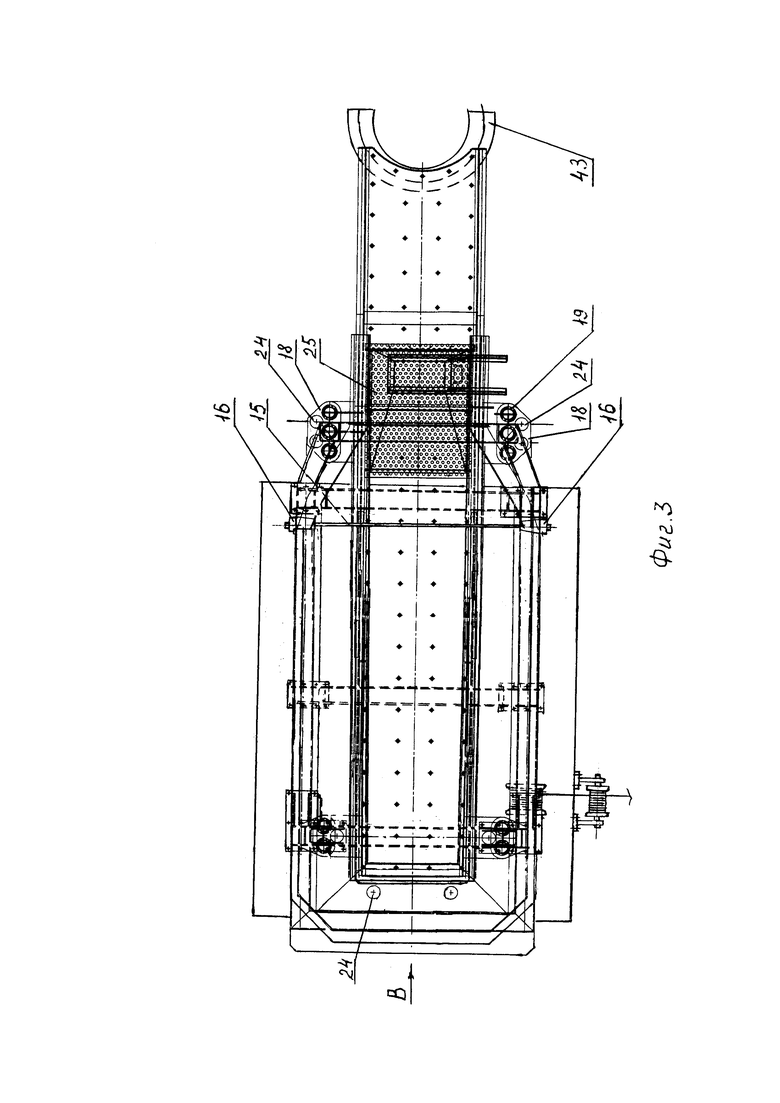
На фиг. 3 - вид в плане виброзагрузочной машины.
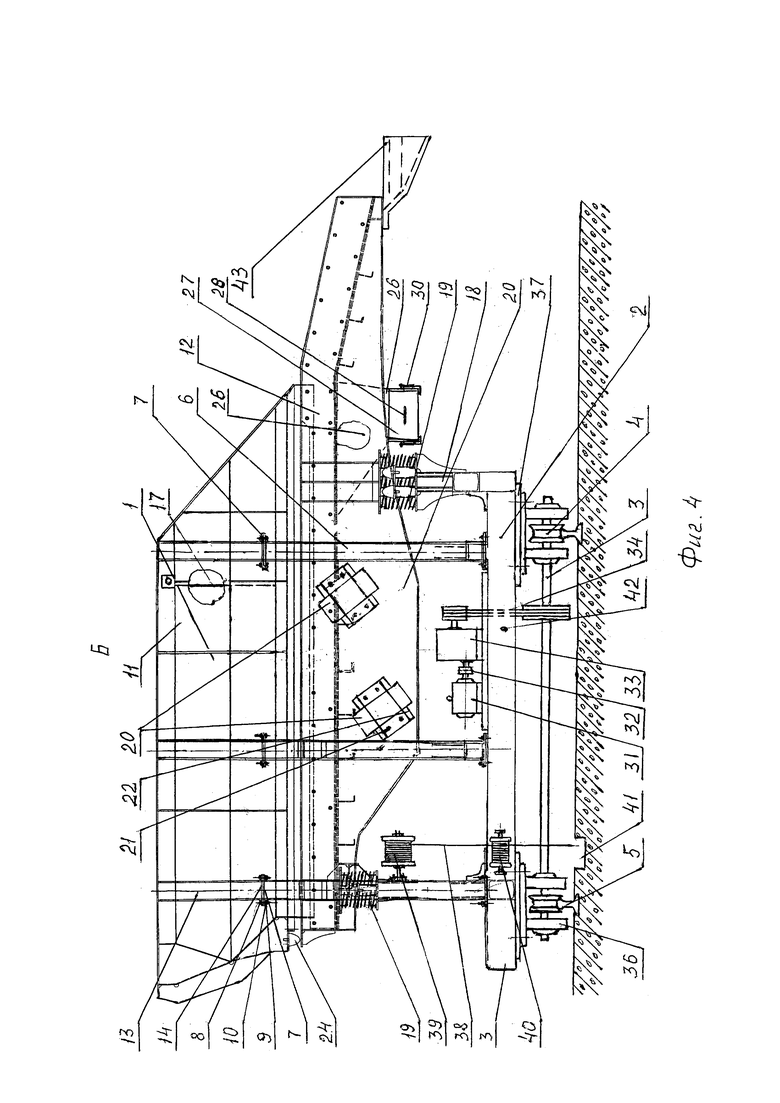
На фиг. 4 - вид Б виброзагрузочной машины.
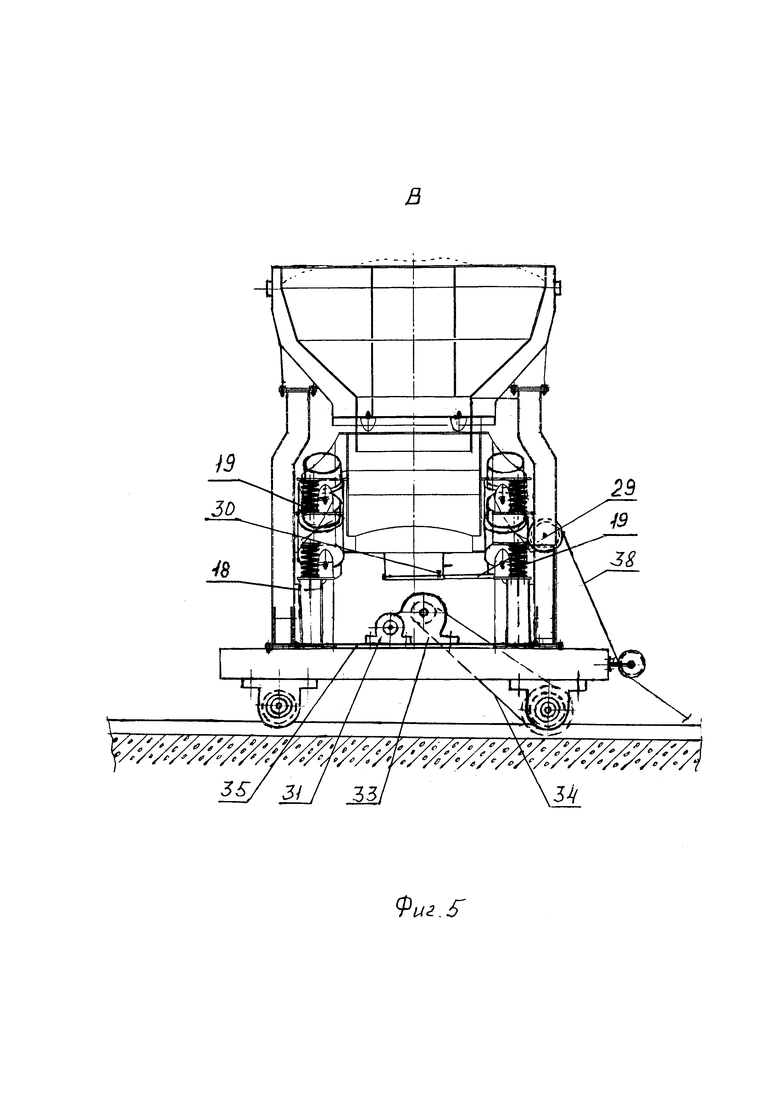
На фиг. 5 - вид В виброзагрузочной машины.
Современные промышленные предприятия приобретают для плавки черных и цветных металлов и их сплавов индукционные плавильные комплексы в составе двух индукционных печей. Предлагаемая конструкция установки для загрузки шихты в индукционную печь для плавки черных и цветных металлов (далее установка для загрузки шихты) состоит из двух передвижных виброзагрузочных машин и устройства для загрузки шихты в виброзагрузочную машину. Передвижная виброзагрузочная машина 1 имеет сварную раму 2, выполненную в виде передвижной платформы, которая имеет две оси 3, на концах которых имеются четыре колеса 4, перемещающуюся по рельсовому пути 5. На сварной раме 2 закреплены шесть опор 6, имеющие на верху приваренные фланцы 7 с отверстиями, на которых крепится 24-мя болтами 8, 24-мя гайками 9 и 24-мя пружинными шайбами 10. Загрузочный бункер 11 находится над загрузочным лотком 12 (фиг. 1, 4). Загрузочный бункер 11 сварен из листовой стали толщиной 5 мм и имеет в боковых стенках шесть приваренных кронштейнов 13 с фланцами 14, в каждом из которых имеется четыре отверстия для крепления загрузочного бункера 11 на опорах 6. На передней части загрузочного бункера 11 установлена ось 15, вращающаяся в двух подшипниках 16, причем к оси приварена заслонка 17, которая ограничивает объем загружаемой в загрузочный бункер 11 шихты, а также слой шихты, скользящей по загрузочному лотку 12 (фиг. 3, 4). Размеры загрузочного бункера 11: длина - 4700 мм; ширина - 1700 мм; высота - 950 мм.
Шесть опор 6 стальные имеют коробчатую форму и внешние размеры в сечении 100×120 мм.
Следует отметить, что введенный в состав установки для загрузки шихты загрузочный лоток 12, имеющий заднюю и две боковые стенки, сварен из листовой стали толщиной 5 мм, установлен на четырех опорах 18 с 10-ю пружинами 19 на сварной раме 2 передвижной виброзагрузочной машины 1(фиг. 3, 4, 5). С обеих сторон загрузочного лотка на его боковых стенках закреплен вибрационный механизм, состоящий из четырех дебалансных центробежных вибратора 20, которые крепятся 16-ю болтами поз. 21, 16-ю гайками и 16-ю пружинными шайбами (не показаны) на четырех пластинах-кронштейнах 22, приваренных к стенкам загрузочного лотка 12. Дебалансный центробежный вибратор 20 представляет собой электродвигатель с установленными на концах вала ротора дебалансами, которые, вращаясь с валом ротора, создают центробежную силу, вынуждающую вибрировать загрузочный лоток 12 и при этом перемещать загруженную шихту по загрузочному лотку 12 в индукционную печь 23 (фиг. 1, 4). В качестве дебалансного центробежного вибратора используется вибратор типа ИВ-22-100, имеющий следующие характеристики:
- частота колебаний, Гц (кол./мин) - 6000,
- мощность, кВт - 2,05,
- номинальное напряжение, В - 380,
- максимальная вынуждающая сила, кН - 22.
На четырех опорах 18 загрузочного лотка 12 закреплены шесть резиновых упоров-амортизаторов 24, а также два резиновых упора-амортизатора 24 закреплены в задней части загрузочного бункера 11 (фиг. 3, 4).
Кроме того, в установку для загрузки шихты вводится устройство для частичного удаления пыли из шихты в процессе загрузки шихты, смонтированное на загрузочном лотке 12 и состоящее из решетки 25 с отверстиями, бункера 26, короба 27 с ручкой 28, двух направляющих 29 и двух фиксаторов 30, крепящих короб 27 к направляющим 29 (фиг. 3, 4, 5). Устройство для частичного удаления пыли из шихты в процессе загрузки размещено ближе к концу загрузочного лотка 12 и не позволяет загрязнять выплавляемый металл пылью, окалиной, грязью, ржавчиной, так как шихта скользит по загрузочному лотку 12, а пыль, окалина, ржавчина, грязь проваливается через отверстия решетки 25 и накапливается в бункере 26 и коробе 27. При этом уменьшается угар металла и количество образовавшегося при плавке шлака.
Существенно отметить, что в состав установки для загрузки шихты в индукционную печь вводится привод перемещения передвижной виброзагрузочной машины по рельсам 5, состоящий из реверсивного электродвигателя 31, муфты 32, редуктора 33, клиноременной передачи 34, двух валов 3, на концах которых закреплены четыре колеса 4 (фиг. 4, 5). Реверсивный электродвигатель 31 и редуктор 33 крепятся к стальной плите 35, которая приварена сверху рамы 2. Колеса 4 диаметром 350 мм опираются на рельсы 5. В кронштейнах 36 находятся два подшипника качения, поэтому виброзагрузочная машина 1 катится по рельсам 5 легко. Кронштейны 36 крепятся болтами с пружинными шайбами (не показано) к стальным пластинам 37, которые приварены к раме 2. В приводе передвижной виброзагрузочной машины используется реверсивный двигатель 31 мощностью 1,6 кВт тип МТ-4, а также двухступенчатый цилиндрический редуктор 33 с передаточным числом 40. Подвод электроэнергии к приводу виброзагрузочной машины осуществляется с помощью гибкого кабеля 38, который при движении передвижной виброзагрузочной машины 1 влево сматывается с барабана 39, который закреплен на задней опоре 6 и при движении вправо наматывается на него. Гибкий кабель 38 при движении передвижной виброзагрузочной машины укладывается через промежуточный барабан 40 в траншею 41. Привод перемещения передвижной виброзагрузочной машины делает установку для загрузки шихты в печь универсальной. Одна передвижная виброзагрузочная машина 1, двигаясь вдоль ряда индукционных печей, может загружать их шихтой. С боков рамы 2 передвижной виброзагрузочной машины установлены концевые выключатели 42 (фиг. 4).
Более того, в конце загрузочного лотка 12 приварен склиз 43, который обеспечивает равномерное заполнение подины или поверхности ванны расплавленного металла шихтой, в результате чего обеспечивается более быстрое расплавление шихты, устраняются «зависания» и «мосты» шихты, а также плавильщик меньшее количество раз перемешивает жидкий металл и устраняет «зависания», «мосты» шихты в процессе плавки.
Вместе с тем, в состав установки для загрузки шихты вводится устройство для загрузки шихты в передвижную виброзагрузочную машину 1, состоящее из четырех бункеров 44, опирающихся на четыре опоры 45 и имеющих в нижней части склизы 46. К двум опорам 45 приварена металлоконструкция 47, в верхней части которой расположена обслуживающая площадка 48. На обслуживающую площадку 48 шихтовщик поднимается по лестнице 49 (фиг. 1, 2). На бункерах 44 установлены пневмовибраторы 50, которые препятствуют зависанию шихты в процессе загрузки шихты в передвижную виброзагрузочную машину 1. Бункеры 44 снабжены челюстными затворами 51 с пневмоприводом 52. Шихта при загрузке передвижной виброзагрузочной машины 1 падает из бункеров 44 на склизы 46, далее в бункер 11 передвижной виброзагрузочной машины 1. Следует отметить, что каждый склиз 46 имеет заднюю, две боковые стенки и приварен сверху металлоконструкции 47 и опирается на нее. В состав установки для загрузки шихты вводятся ленточные конвейеры 53 желобчатой формы, по которым подается шихта со склада шихты. Ленточные конвейеры 53 желобчатой формы показаны условно. Подаваемая шихта перед подачей в бункера 44 взвешивается на платформенных электронных весах, имеющих следующую характеристику:
Платформенные электронные весы не показаны.
Электронные весы имеют пульт дистанционного управления, в них имеется устройство, сигнализирующее о перегрузке.
Экспериментальная установка для загрузки шихты проверена в работе на действующем индукционном плавильном комплексе в ООО «Пензкомпрессормаш» г. Пенза и показала высокую надежность и минимальные потери дозируемых материалов. Габаритные размеры виброзагрузочной машины: длина - 6800 мм; ширина - 2300 мм; высота 2700 мм.
Работа установки для загрузки шихты происходит следующим образом. Шихтовщик в соответствии с расчетом шихты взвешивает компоненты шихты на шихтовом дворе на электронных платформенных весах, подает их по ленточным конвейерам 53 желобчатой формы в бункеры 44, чтобы предотвратить зависание шихты в бункерах 44, второй шихтовщик поднимается по лестнице 49 на обслуживающую площадку 48, включает пневмовибраторы 50. Далее шихтой наполняются бункеры 44. Последовательно под склиз 46 каждого бункера 44 плавильщиком подается, допустим, влево передвижная виброзагрузочная машина 1, шихтовщик открывает челюстной затвор 5 соответствующего бункера 44, при этом шихта подается на склиз 46 и ссыпается в загрузочный бункер 11 передвижной виброзагрузочной машины 1. Наполнив шихтой загрузочный бункер 11 передвижной виброзагрузочной машины 1, плавильщик включает привод перемещения передвижной виброзагрузочной машины 1 по рельсам 5, транспортирует ее вправо до упора, при этом срабатывает концевой выключатель 42 и передвижная виброзагрузочная машина 1 встает напротив индукционной печи 23. Плавильщик поднимает крышку индукционной печи 23, включает вентиляцию, включает вибрационный механизм передвижной виброзагрузочной машины 1, при этом шихта за счет вибрации скользит по загрузочному лотку 12 и заполняет тигель индукционной печи 23. Включается индукционная печь 23, плавится металл. В процессе плавки лигатуры берутся из стальных емкостей 54 и загружаются вручную в индукционную печь 23. При большой емкости индукционной печи 23 загружают по мере расплавления несколько порций шихты. После расплавления металла в приямок 55 устанавливается ковш, с пульта 56 включается механизм наклона печи, индукционная печь наклоняется и металл из тигля сливается в ковш, а затем возвращается в вертикальное положение. Далее процесс повторяется. Комната 57 мастера плавильного участка находится на обслуживающей площадке печей. Обслуживающая площадка индукционного плавильного комплекса печей имеет ограждение 58 и две лестницы 59.
Предложенная конструкция установки для загрузки шихты является надежной, отличается высокой степенью механизации, позволяет частично удалять пыль из шихты в процессе ее загрузки, при этом уменьшается количество образующегося при плавке шлака и увеличивается выход годного литья.
Изобретение относится к установке для загрузки шихты в индукционную печь. Установка содержит загрузочный бункер, передвигаемую по рельсовому пути передвижную виброзагрузочную машину с устройством для загрузки шихты, загрузочным лотком, вибрационным механизмом, согласно изобретению она снабжена устройством для удаления загрязнений из шихты в процессе ее загрузки в печь, состоящим из решетки с отверстиями, накопительного бункера и короба с ручкой для удаления загрязнений, направляющих и двух фиксаторов, крепящих короб к направляющим, при этом на сварной раме передвижной виброзагрузочной машины закреплены опоры для крепления загрузочного лотка с расположенным над ним загрузочным бункером, причем загрузочный лоток имеет заднюю и две боковые стенки и сварен из листовой стали, вибрационный механизм машины состоит из четырех дебалансных центробежных вибраторов, которые закреплены на четырех пластинах-кронштейнах, приваренных к боковым стенкам загрузочного лотка, а в конце загрузочного лотка приварен склиз, в средней части рамы на приваренной к ней стальной плите размещен привод перемещения передвижной виброзагрузочной машины по рельсам вдоль ряда печей, при этом устройство для загрузки шихты в передвижную виброзагрузочную машину состоит из четырех бункеров, опирающихся на четыре опоры, при этом к двум опорам приварена обслуживающая площадка с лестницей, кроме того, бункеры оснащены пневмовибраторами и челюстными затворами с пневмоприводом, взвешивание шихты производится на электронных платформенных весах, подача шихты в бункеры со склада шихты осуществляется ленточными транспортерами желобчатой формы, а выгрузка в бункер передвижной виброзагрузочной машины производится по стальному склизу, расположенному под каждым бункером. Обеспечивается высокая надежность и высокая степень механизации загрузки шихтовых материалов в индукционную печь. 3 з.п. ф-лы, 5 ил.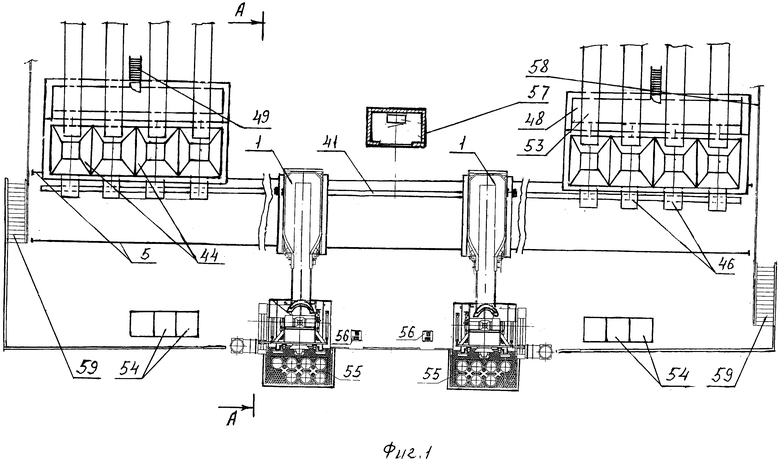
1. Установка для загрузки шихтовых материалов в индукционную печь для плавки черных и цветных металлов, содержащая загрузочный бункер, передвигаемую по рельсовому пути передвижную виброзагрузочную машину с устройством для загрузки шихты, загрузочным лотком и вибрационным механизмом, отличающаяся тем, что она снабжена устройством для удаления загрязнений из шихты в процессе ее загрузки в печь, состоящим из решетки с отверстиями, накопительного бункера, короба с ручкой для удаления загрязнений, направляющих и двух фиксаторов, крепящих короб к направляющим, при этом на сварной раме передвижной виброзагрузочной машины закреплены опоры для крепления загрузочного лотка с расположенным над ним загрузочным бункером, загрузочный лоток имеет заднюю и две боковые стенки и сварен из листовой стали, вибрационный механизм состоит из четырех дебалансных центробежных вибраторов, которые закреплены на четырех пластинах-кронштейнах, приваренных к боковым стенкам загрузочного лотка, в конце загрузочного лотка приварен склиз, а в средней части рамы на приваренной к ней стальной плите размещен привод перемещения передвижной виброзагрузочной машины по рельсам вдоль ряда печей, при этом устройство для загрузки шихты содержит четыре бункера, опирающиеся на четыре опоры, к двум опорам из которых приварена обслуживающая площадка с лестницей, оснащенные пневмовибраторами и челюстными затворами с пневмоприводом, и электронные платформенные весы для взвешивания шихты, причем подача шихты в бункеры со склада шихты осуществляется посредством ленточных транспортеров желобчатой формы, а для выгрузки в бункер передвижной виброзагрузочной машины предусмотрены стальные склизы, расположенные под каждым бункером.
2. Установка по п. 1, отличающаяся тем, что загрузочный бункер сварен из листовой стали толщиной 5 мм, на передней части загрузочного бункера установлена вращающаяся в двух подшипниках ось с приваренной к ней заслонкой для ограничения объема загружаемой в загрузочный бункер шихты и слоя шихты, скользящего по загрузочному лотку.
3. Установка по п. 1, отличающаяся тем, что дебалансный центробежный вибратор представляет собой электродвигатель с установленными на концах вала ротора дебалансами, которые, вращаясь с валом ротора, создают центробежную силу, вынуждающую вибрировать загрузочный лоток для перемещения загруженной шихты по лотку в печь.
4. Установка по п.1, отличающаяся тем, что привод перемещения передвижной виброзагрузочной машины по рельсовому пути состоит из реверсивного электродвигателя, муфты, редуктора, клиноременной передачи, двух валов, на концах которых закреплены четыре колеса, гибкого кабеля для подвода электроэнергии к упомянутому приводу, сматываемого при движении передвижной виброзагрузочной машины влево с барабана, закрепленного на задней опоре, и наматывании на упомянутый барабан при движении вправо передвижной виброзагрузочной машины, с возможностью укладывания гибкого кабеля через промежуточный барабан в траншею при движении передвижной виброзагрузочной машины.
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 0 |
|
SU187816A1 |
| Установка подачи материала | 1978 |
|
SU742310A1 |
| RU 2008121432 A, 10.12.2009 | |||
| Устройство для гашения пульсаций давления рабочей среды в трубопроводе | 1958 |
|
SU120715A1 |
| CN 203231636 U, 09.10.2013. | |||

