(54) УСТРОЙСТВО ДЛЯ ЗАЖИМА ПРУТКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зажима и подачи пруткового материала | 1986 |
|
SU1371777A1 |
| Устройство для зажима заготовок | 1977 |
|
SU653084A1 |
| Устройство для зажима заготовок | 1980 |
|
SU942894A1 |
| Механизм подачи и зажима прутка | 1985 |
|
SU1282963A1 |
| МЕХАНИЗМ ПОДАЧИ И ЗАЖИМА ПРУТКА | 2012 |
|
RU2483842C1 |
| Устройство для подачи и зажатия пруткового материала в металлорежущих станках | 1968 |
|
SU257992A1 |
| Механизм зажима прутка | 1982 |
|
SU1129030A1 |
| МЕХАНИЗМ ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ | 1973 |
|
SU394167A1 |
| Механизм зажима и подачи прутков | 1979 |
|
SU844127A1 |
| Способ отрезания прутка многорезцовой головкой и устройство для его осуществления | 1991 |
|
SU1834749A3 |

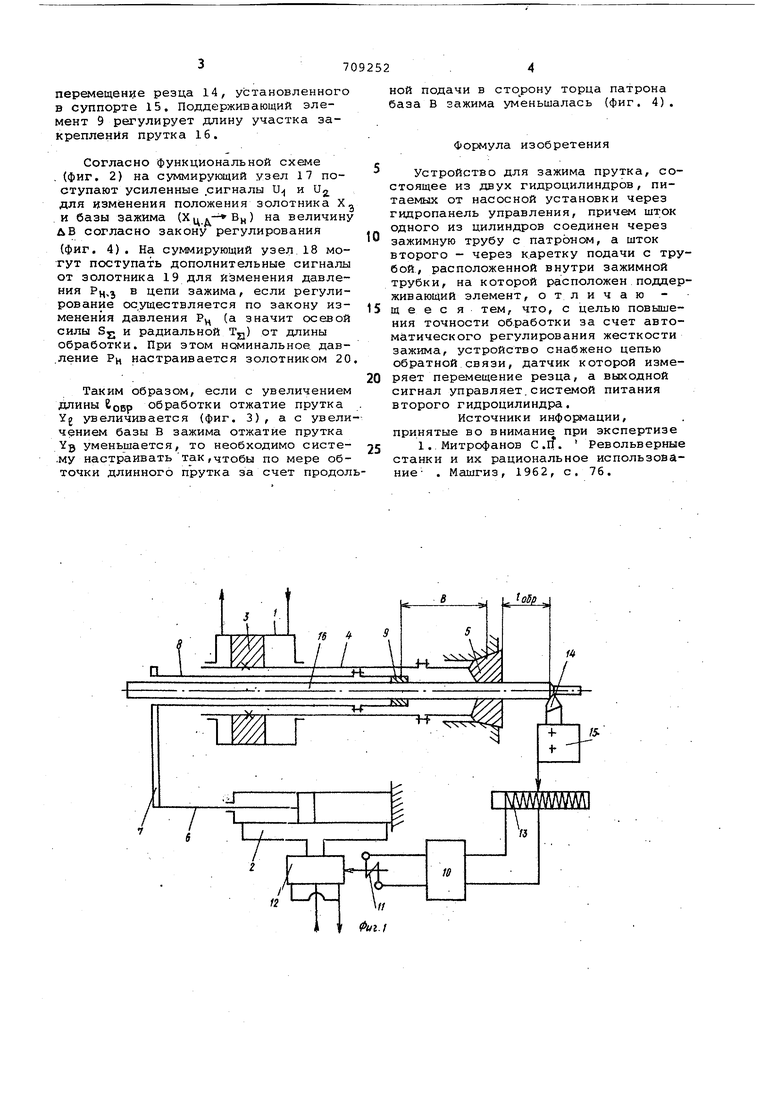
Изобретение относится к области станкостроения и может быть использовано в конструкциях механизмов зажима токарньох автоматов, полуавтоматов и револьверных станков, имеющих гидравлический, пневматический и гид ро (пневмо) механический привсд. Известны устройства для зажима прутка, состоящие из двух гидроцилиндров, питаемых от насосной установки через гидропавель управления, причем шток одного из цилиндров соединен через зажимную трубу с патроном, а шток второго - через каретку подачи с трубой, расположенной внутри зажимной трубы, на которой расположен поддерживакиций элемент I. Недостатком таких устройств явля, ется отсутствие автоматического регулирования положения подающей цанги как дополнительной опоры, изменяющей жесткость зажима, что важно при обработке длинных деталей с продольной подачей. Целью изобретения является повышение точности обработки за-счет автоматического регулирования жесткости зажима. Цель достигается тем, что предлагаемое устройство снабжено цепью обратной связи, датчик которой измеряет перемещение резца, а выходной сигнал управляет системой питания второго гидроцилиндра. На фиг. 1 изображено предлагаалое устройство для зажима прутка; на фиг. 2 - то же, функциона.льная схема; на фиг. 3 - графики зависимости отжатия У от длины боср обработки и базы В зажима; на фиг. 4 - линейный закон регулирования базы В зажима при изменении длины CQBP обработки. Устройство зажима прутка (фиг. 1) состоит из двух гидроцилиндров 1 и 2, питаемых от насосной установки через гидропанель управления. Цилиндр 1 зажимной, и порщень 3 его при помощи трубы 4 связан с цанговьм зажимным патроном 5, а шток 6 цилиндра 2 соединен через каретку 7 подачи с трубой 8, расположенной внутри зажимной трубы 4 с. подцерживакяцим элементом 9 (дополнительной опорой) в виде втулки или подающей цанги. Устройство питания цилиндра 2 через цепь обратной связи, состоящей из усилителя 10, электромагнита 11 и золотника 12, соединено с устройстнсм в виде потенциометрического датчика 13, измеряющим продольное перемещение резца 14, установленного в суппорте 15. Поддерживающий элемент 9 регулирует длину участка закрепления прутка 16. Согласно функциональной схеме . (фиг. 2) на суммирующий узел 17 поступают усиленные .сигналы U и U для изменения положения золотника Хд и базы зажима () на величину дВ согласно закону регулирования (фиг. 4). На суммирующий узел 18 могут поступать дополнительные сигналы от золотника 19 для изменения давления Рц,5 в цепи зажима, если регулирование осуществляется по закону изменения давления Рц (а значит осевой силы Sj. и радиальной Т) от длины обработки. При этом номинальное, дав.ление настраивается золотником 20 Таким образом, если с увеличением длины овр обработки отжатие прутка Yg увеличивается (фиг. 3), а с увели чением базы в зажима отжатие прутка Yg уменьшается, то необходимо систе.му настраиватьтак,чтобы по мере обточки длинного прутка за счет продол ной подачи в сторону торца патрона база В зажима уменьшалась (фиг. 4). Формула изобретения Устройство для зажима прутка, состоящее из двух гидроцилиндров, питаемых от насосной установки через гидропанель управления, причем шт;ок одного из цилиндров соединен через зажимную трубу с патронсаи, а шток второго - через каретку подачи с трубой, расположенной внутри зажимной трубки, на которой расположен поддерживающий элемент, отличаю щ в е с я тем, что, с целью повышения точности обработки за счет автоматического регулирования жесткости зажима, устройство снабжено цепью обратной связи, датчик которой измеряет перемещение резца, а выходной сигнал управляет.системой питания второго гидроцилиндра. Источники информации, принятые во внимание при экспертизе 1. Митрофанов С.if. Револьверные станки и их рациональное использование . Машгиз, 1962, с, 76.
А/г. г
A/i.J
Л в
Л/г
