1
Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для объемной штамповки.
Известен штамп для объемной штамповки, содержаший верхнюю и половины с профилированными рабочими поверхностями, образуюшими гравюру, облойную канавку, а также основной и дополнительный магазины 1.
Недостаток известного штампа состоит в том, что в получаемых штамповках возможно образование дефектов типа расслоений, т. е. штампуемые детали не отвечают требованию в отношение их качества.
Целью изобретения является улучшение качества штампуемых деталей.
Поставленная цель достигается тем, что объем дополнительного магазина составляет 0,5-1,5 от объема основного магазина.
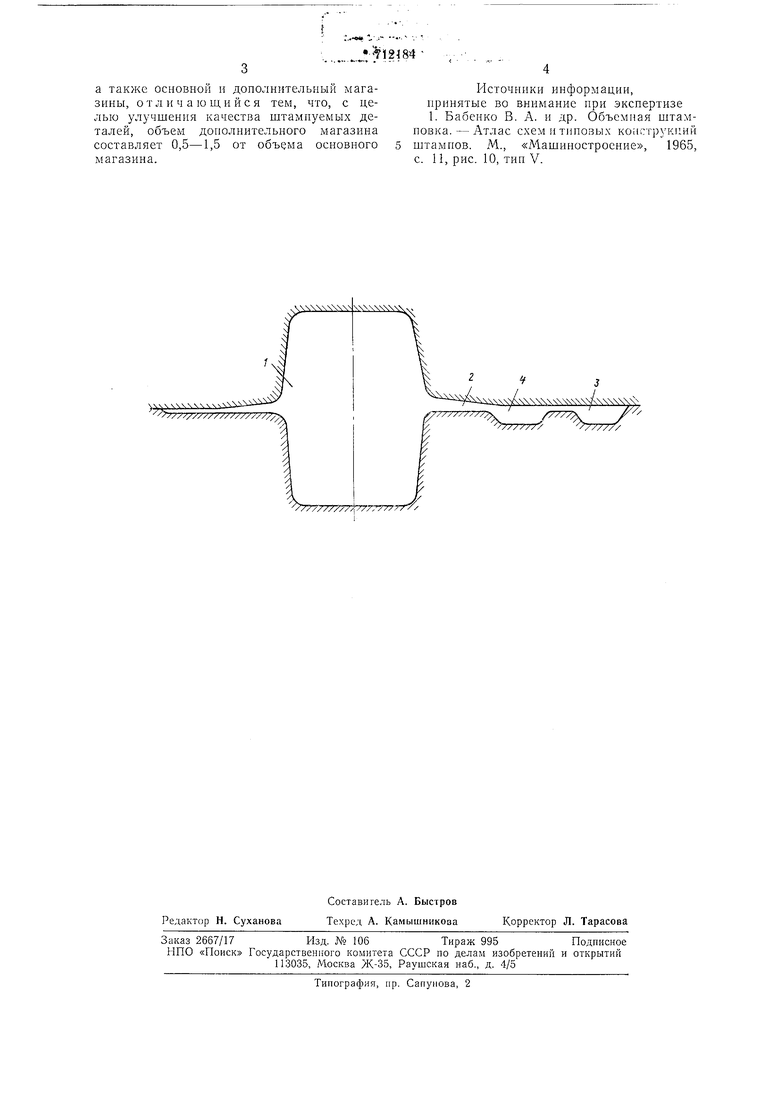
На чертеже схематично представлен предложенный штамп в разрезе.
Штамп имеет полость 1, являюш,уюся гравюрой, в которой оформляется тело штамповки, мостик клиновидной облойной канавки 2, основной 3 и дополнительный 4 магазины.
После размешения заготовок 1 в нижней половине штампа приводится в движение верхняя его половина и осуш,ествляется деформирование заготовок. Избыток металла заготовки вначале начинает заполнять дополнительный магазин 4. При этом в теле штамповки начинают возникать расслоения. Металл заготовок продолл ает
двил-сение в основной магазин 3. При заполнении основного магазина вытекаюш.им металлом зона наибольшей неравномерности деформации перемеш,ается из тела штамповки в дополнительный магазин, в котором и концентрируется дефектное расслоение. При объеме дополнительного магазина менее 0,5 объема основного магазина возникает необходимость перераспределения металла в основной магазин, что изза незначительной высоты облойной канавки и скачкообразного уве„тичения сопротивления истечению металла приведет к недоштамповке. Увеличение объема дополнительного магазина более 1,5 объема основного магазина приведет к тому, что доиолнительный магазин не будет заполнен металлом, в виду чего расслоения в штамповке устранены не будут.
Предлол енный штамп обеспечивает улучшение качества штампуемых деталей.
Формула изобретения
Штамп для объемной штамповки, содерл аший верхнюю и нижнюю половины с профилированными рабочими поверхностями, образуюшими гравюру, облойную канавку.
а также основной и дополнительный магазины, отличающийся тем, что, с целью улучшения качества штампуемых деталей, объем дополнительного магазина составляет 0,5-1,5 от объема основного магазина.
Р1сточники информации, принятые во внимание при экспертизе 1. Бабенко В. А. и др. Объемная штамповка. -Атлас схем птиповых коаструкций штампов. М., «Машиностроение, 1965, с. 11, рис. 10, тин V.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2747437C1 |
| ШТАМП ДЛЯ МНОГОШТУЧНОЙ ШТАМПОВКИ | 1991 |
|
RU2011467C1 |
| Штамп для горячей объемной штамповки поковок | 1989 |
|
SU1828779A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2753482C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |
| Штамп для объемной штамповки поковок с переменным сечением | 1991 |
|
SU1766567A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| Открытый штамп для объемной штамповки | 1989 |
|
SU1620197A1 |
| Штамп для объемной штамповки | 1980 |
|
SU889259A1 |
| Штамп для горячей объемной штамповки | 1985 |
|
SU1393520A1 |
J
