Предлагаемое изобретение относится к технологии получения изделий из монокристаллов, в частности, к способам получения плоских сцинтилляционных изделий, которые могут быть использованы в области радиационной дефектоскопии, диагностике и технике регистрации излучений.
Известен ряд способов получения сцинтилляционных изделий, используемых в детекторах излучения. К таким способам относятся способы высокотемпературного формования.
Одним из них является способ получения сцинтилляционных изделий путем прессования. Способ заключается в уплотнении смеси макрокристаллов под давлением, достаточным для образования автогенно-связанной поликристаллической массы. Прессование производят при давлении 8000-28000 гкс/см2. Этот способ обеспечивает получение изделий различной геометрической формы, но ограниченных размеров (⊘ 2,5 мм, толщиной 5 мм).
Способом, лишенным указанного недостатка, является способ получения сцинтилляционных изделий экструзией. В качестве исходного сырья используют моно- или поликристаллические куски щелочногаллоидных соединений. Экструдируют их под давлением до 3060 кгс/см2 в зависимости от используемого материала. Температура экструзии на 110оС ниже точки плавления исходного материала и составляет 500-550оС. Экструзия при более низких температурах ухудшает качество сцинтилляторов. Этот способ обеспечивает получение сцинтилляционных изделий разнообразных геометрических форм и размеров. Например, из "Polyscin" изготавливают стержни диаметром 51 мм и длиной 940 мм, пластины шириной 500 мм и длиной более 1 м и т.д.
Указанные способы высокотемпературного формования обеспечивают получение только поликристаллических изделий.
Недостатками их являются:
1. Ухудшение оптической прозрачности. Изделия, изготовленные путем высокотемпературного формования поликристаллических материалов подвержены оптическому "старению", т. е. их оптическая прозрачность в процессе формования ухудшается. В процессе оптического "старения" прессовки мутнеют вследствие образования в них большого количества рассеивающих центров в виде микропор с линейными размерами 10-5-10-6 см. Такие поры возникают либо вследствие диффузной коалисценции субмикропор (или трещин) или коагуляции вакансий, возникающих при залечивании микроискажений решетки.
Важнейшей технической и качественной характеристикой сцинтилляционных изделий является их высокая оптическая прозрачность.
2. Необратимое искажение кристаллической решетки, т. к. в процессе экструдирования относительная деформация может составить сотни процентов. Например, в случае получения поликристаллического компакта в виде пластины сечением 4х100 мм из кристалла диаметром 100 мм относительная деформация составляет 2000%
3. Наряду с этим следует отметить сложность осуществления этих способов, обусловленную применением уникального технологического оборудования и оснастки, работающих в условиях высокого давления при высоких температурах и с агрессивной средой (щелочно-галлоидные соединения).
4. Высокая стоимость изделий. Например, изделия из "Polyscin" имеют цену в 2-2,5 раза выше, чем аналогичные изделия из монокристаллов.
Ближайшим к заявляемому является способ, лишенный указанных недостатков, обеспечивающий получение монокристаллических изделий. Этот способ основан на механическом разрезании заготовок из монокристаллов на отдельные пластины. Этим способом получают монокристаллические пластины, используемые, например, в радиационной интроскопии. Отделение пластины в виде диска производят в направлении, перпендикулярном оси монокристаллической заготовки. В случае изготовления прямоугольной пластины, отделение производят параллельно оси заготовки. При этом пластину получают большего размера, чем в первом случае. Для увеличения площади пластины разрезание проводят под углом к оси заготовки. Распиловку водорастворимых кристаллов осуществляют на нитяной пиле.
При этом способе выхода изделий из заготовки составляет 20-30%
Качество по структурному совершенству монокристаллических сцинтилляционных пластин значительно выше, чем поликристаллических.
Основным недостатком известного способа является то, что указанным способом из цилиндрической заготовки невозможно получить пластину площадью существенно большей, чем любое сечение заготовки. Кроме того, оставшаяся после изготовления плоских изделий часть монокристаллической заготовки зачастую непригодна к дальнейшему рациональному использованию.
В ряде технических решений, например, для радиационной диагностики и интроскопии применяются сцинтилляционные детекторы большой площади на основе монокристаллических пластин. Причем, поликристаллические компакты для этих целей не применяются из-за низкой разрешающей способности.
Для получения монокристаллических пластин существенно большего размера, пластины, полученные как описано выше, из монокристалла, используют как заготовки и склеивают их между собой оптическими клеевыми композициями.
Получают пластины-сборки необходимой длины и ширины. Однако полученные мозаичные пластины больших размеров имеют существенный недостаток, заключающийся в том, что они неоднородны, при применении их в качестве детекторов излучения, потери светового потока сцинтилляций на границе раздела кристалл клеевая композиция кристалл для одного акта прохождения световым потоком клеевой границы могут достигать нескольких процентов. Для мозаичной пластины потери света увеличиваются в несколько раз по сравнению с цельной пластиной, что существенно ухудшает сцинтилляционные характеристики детектора. В случае использования клеевой сборки как мозаичного экрана для рентгенотелевизионной интроскопии на клеевых границах возникает нечеткость изображения, что ухудшает его разрешающую способность. Замена сборки цельной однородной монокристаллической пластиной позволит устранить описанные выше недостатки.
Целью предлагаемого изобретения является получение однородных монокристаллических пластин площадью существенно большей любого сечения исходного монокристалла.
Поставленная цель достигается тем, что разрезание осуществляют аксиально боковой поверхности цилиндрической заготовки в один слой или в несколько слоев по спирали с толщиной h, после чего полученный слой или слои подвергают нагреву со скоростью 10-20оС/ч до 350-450оС, выдерживают 3-5 ч при этой температуре и разворачивают в плоскую пластину с последующим охлаждением до комнатной температуры со скоростью 20-30оС/ч, причем толщина слоя h, радиус изгиба r и степень деформации соответствуют условию
Ψ ≅  100%
100%
Получают однородную монокристаллическую пластину большого размера. Структурное совершенство ее соответствует структуре исходной заготовки. Температура 350-450оС, скорость нагрева 10-20оС/ч и скорость охлаждения 20-40оС/ч не приводят к искажению кристаллической решетки, сохраняется высокая оптическая прозрачность изделия.
При этом способ прост в осуществлении. Не требует для своей реализации уникального технологического оборудования и оснастки. Пригоден для иодидов щелочных металлов (CsI и NaI).
Выход изделий из заготовки до 70% и более.
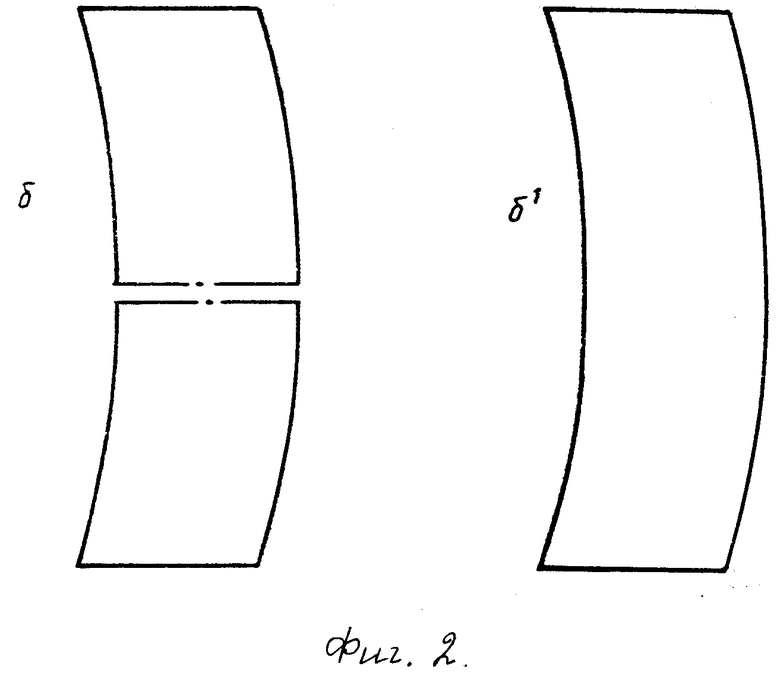
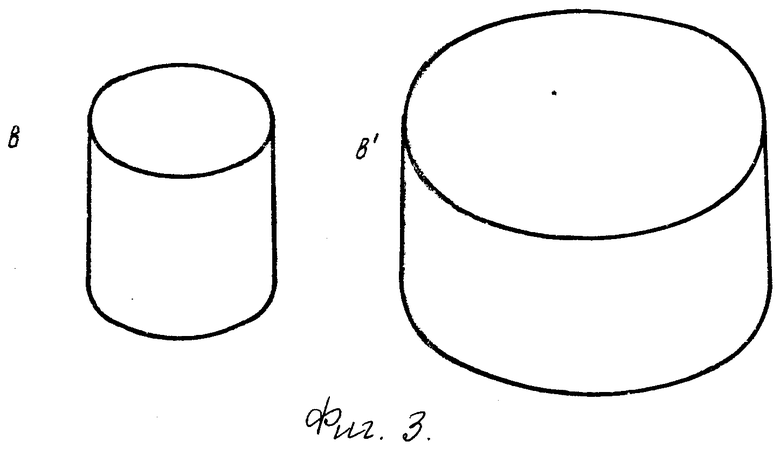
На чертеже приведена схема, поясняющая предлагаемый способ: фиг.1 порезка цилиндрической заготовки в несколько слоев и в один слой; фиг.2 развернутая монокристаллическая пластина, полученная предлагаемым способом; фиг.3 оставшаяся цилиндрическая заготовка.
Предлагаемый способ осуществляют следующим образом.
Необходимо, например, получить монокристаллическую пластину размерами 100х3х4500 мм из CsI. Берут цилиндрическую заготовку монокристалла CsI размерами ⊘ 200х100 мм. Затем на нитяной пиле нитью смачиваемой водой известным приемом производят распиловку заготовки по шаблону (Фиг.1). После распиловки имеем рулон монокристаллического материала и в остатке заготовку монокристалла размерами 100х100 мм.
Рулон устанавливают на вращающуюся цилиндрическую оправку в щелевой печи. Печь со скоростью 20оС/ч нагревают до 350оС, выдерживают при этой температуре в течение 3-5 ч. За наружный конец рулон разворачивают до получения плоской пластины (Фиг.2) при одновременном охлаждении до комнатной температуры со скоростью 30оС/ч. Получают пластину размерами 100х3х4500 мм. Превращение монокристаллической заготовки в пластину происходит простым изгибом при незначительном изменении поперечного сечения пластины. Зависимость между толщиной изгибаемой пластины h, радиусом изгиба r и поперечным сужением Ψ равна
Ψ  .
.
В нашем примере получения плоской пластины для первого витка Ψ=1,48% а для последнего (десятого) Ψ2,82% Таким образом, деформация пластины составляет 1,48-2,82% что на несколько порядков меньше, чем при получении изделий экструдированием (2000% ). Изгиб осуществляется в области пластичности кристалла (350-450оС). Такая деформация монокристалла практически не сказывается на его кристаллографическом совершенстве. В случае необходимости получения пластин меньшего размера возможен вариант порезки согласно фиг.11. В остатке получают также цилиндрическую заготовку (фиг.3).
Оставшаяся часть монокристалла ⊘100х100 мм может быть использована для изготовления детектора. Таким образом, процент использования монокристаллической заготовки по сравнению с прототипом существенно повышается до 70% и более.
Предлагаемый способ позволяет на базе существующей промышленной технологии производства сцинтилляционных монокристаллов получить уникальные по своим размерам детекторы с высокой разрешающей способностью. Применение этих детекторов для целей радиационной интроскопии (контроль качества материалов, заготовок, литья, сварки, пайки, сборки и других технологических процессов) и радиационной диагностики в медицине даст большой технологический эффект.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПОЛИКРИСТАЛЛИЧЕСКИХ ПЛАСТИН ИЗ ОПТИЧЕСКИХ И СЦИНТИЛЛЯЦИОННЫХ МАТЕРИАЛОВ | 1994 |
|
RU2083733C1 |
| ПОЛИРОВАЛЬНЫЙ СОСТАВ | 1990 |
|
SU1746698A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЦИНТИЛЛЯЦИОННЫХ ДЕТЕКТОРОВ НА ОСНОВЕ МОНОКРИСТАЛЛОВ ПАРАТЕРФЕНИЛА | 1990 |
|
SU1715068A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОЗРАЧНОЙ СЦИНТИЛЛЯЦИОННОЙ ZnO КЕРАМИКИ И СЦИНТИЛЛЯТОР | 2010 |
|
RU2416110C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ОПТИЧЕСКИХ И СЦИНТИЛЛЯЦИОННЫХ МАТЕРИАЛОВ | 1998 |
|
RU2151828C1 |
| СПОСОБ ОБРАБОТКИ АКТИВИРОВАННЫХ ЕВРОПИЕМ МОНОКРИСТАЛЛОВ ИОДИДА ЛИТИЯ | 1988 |
|
SU1609315A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЦИНТИЛЛЯЦИОННОГО КРИСТАЛЛА И ИЗДЕЛИЙ ИЗ НЕГО | 2022 |
|
RU2783941C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКОННЫХ СЦИНТИЛЛЯТОРОВ | 2008 |
|
RU2361239C1 |
| МОНОКРИСТАЛЛИЧЕСКИЙ МАТЕРИАЛ ДЛЯ СПЕКТРОМЕТРИЧЕСКИХ СЦИНТИЛЛЯТОРОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1985 |
|
RU1362088C |
| СПОСОБ ПОЛУЧЕНИЯ ДВУСЛОЙНОГО ВОЛОКОННОГО СЦИНТИЛЛЯТОРА | 2008 |
|
RU2411280C2 |

СПОСОБ ПОЛУЧЕНИЯ ПЛОСКИХ СЦИНТИЛЛЯЦИОННЫХ ИЗДЕЛИЙ из монокристаллов иодидов щелочных металлов путем разрезания заготовки, отличающийся тем, что, с целью обеспечения однородности изделий с площадью существенно большей любого сечения исходной заготовки, разрезание осуществляют аксиально боковой поверхности цилиндрической заготовки в один слой или в несколько слоев по спирали с толщиной h, после чего полученный слой или слои подвергают нагреву со скоростью 10 20oС/ч до 350 450oС, выдерживают 3 5 ч при температуре и разворачивают в плоскую пластину с последующим охлаждением до комнатной температуры со скоростью 20 30oС/ч, причем толщина слоя h, радиус изгиба rи степени деформации соответствует условию
| 0 |
|
SU340441A1 | |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
