1
Изобретение относится к конструкции оправок, применяемых для изготовления изделий из композиционных материалов методом намотки.
Известны оправки, изготовляемые из легкоразрушаемых материалов, например, гипса, легкораствори Яых солей, легкоплавких сплавов 1.
Известные оправки являются оправками разового пользования. Кроме того, они не могут передавать большие крутящие моменты, возникающие в процессе намотки.
Иззестны оправки для изготовления намотанных изделий, которые состоят из разборной цилиндрической обечайки и разборных днищ центрального вала и крепежных элементов 2.
В известной оправке несущие элементы при намотке нагружены сжимающими усилиями. Возникающие в них величины напряжений сжатия значительно меньше допустимых, что обуславливает больший, чем возможно при использовании того же материала, вес оправки. Уменьшение веса оправки за счет уменьшения площади поперечного сечения несущих элементов и, как следствие, увеличение величины напряжений сжатия в них до уровня допустимых, вызывает потерю устойчивости несущих элементов. Это резко снижает прочность и жесткость оправки.
Целью настоящего изобретения является уменьшение веса оправки при сохранении ее прочности и жесткости.
Данное изобретение отличается тем, что крепежные элементы выполнены в виде расположенных по касательной к центральному валу растяжек с натяжным устройством, а также тем, что растяжки выполнены из металлического троса.
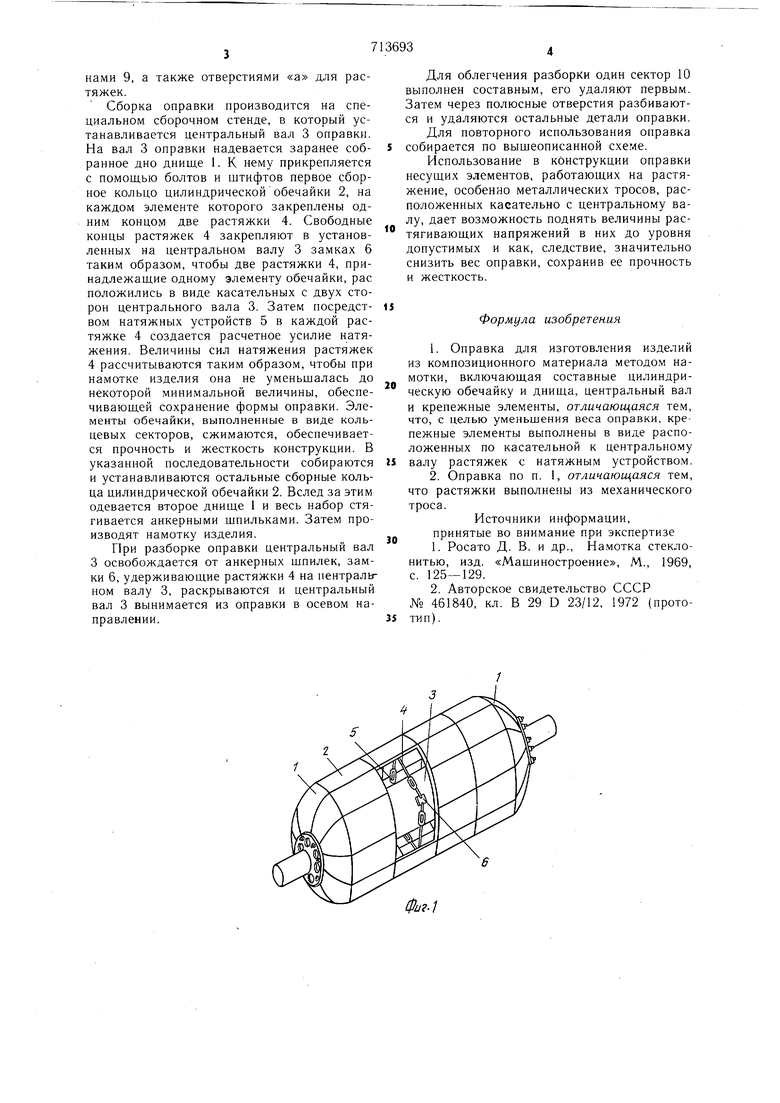
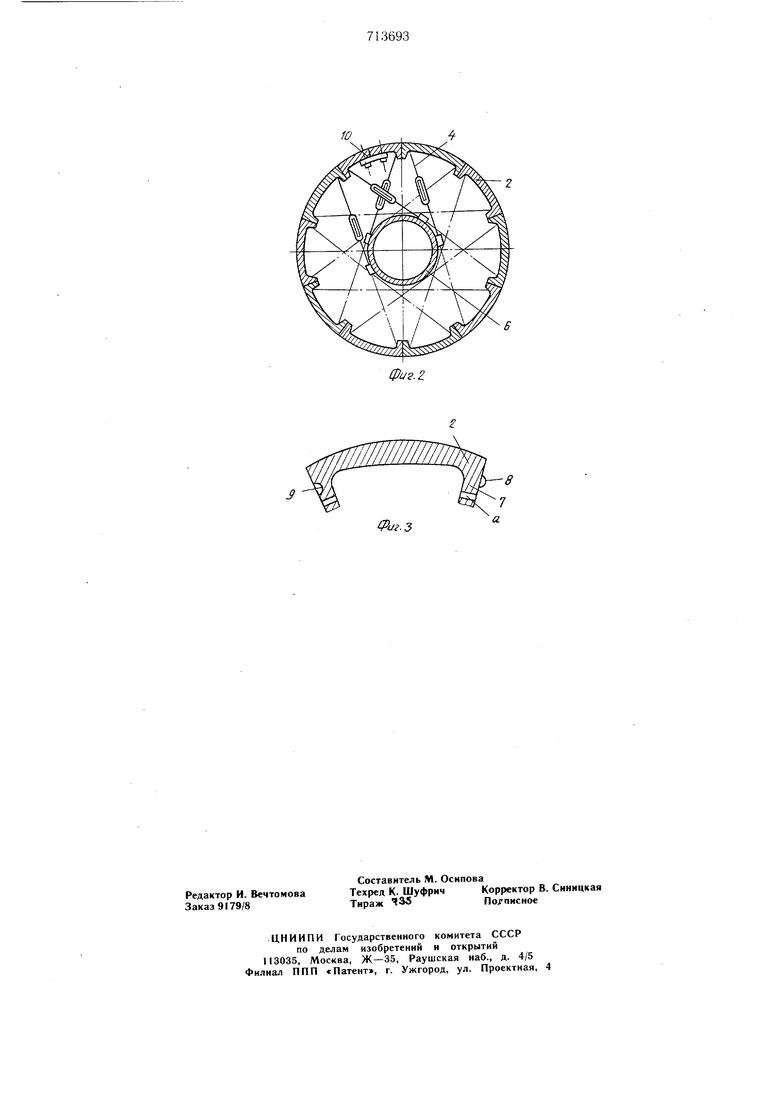
На фиг. 1 показан общий вид оправки; на фиг. 2 - поперечное сечение оправки; на фиг. 3 показан элемент составной обечайки оправки.
Предложенная оправка состоит из составных днищ 1 и цилиндрической обечайки 2, прикрепленных к центральному валу 3 растяжками 4 с натяжными устройствами 5 при помоши замков 6.
Составные части корпуса оправки на закраинах 7 снабжены выступами 8 и впадинами 9, а также отверстиями «а для растяжек. Сборка оправки производится на специальном сборочном стенде, в который устанавливается центральный вал 3 оправки. На вал 3 оправки надевается заранее собранное дно днище 1. К нему прикрепляется с помощью болтов и штифтов первое сборное кольцо цилиндрической обечайки 2, на каждом элементе которого закреплены одним концом две растяжки 4. Свободные концы растяжек 4 закрепляют в установленных на центральном валу 3 замках 6 таким образом, чтобы две растяжки 4, принадлежащие одному элементу обечайки, рас положились в виде касательных с двух сторон центрального вала 3. Затем посредством натяжных устройств 5 в каждой растяжке 4 создается расчетное усилие натяжения. Величины сил натяжения растяжек 4 рассчитываются таким образом, чтобы при намотке изделия она не уменьшалась до некоторой минимальной величины, обеспечивающей сохранение формы оправки. Элементы обечайки, выполненные в виде кольцевых секторов, сжимаются, обеспечивается прочность и жесткость конструкции. В указанной последовательности собираются и устанавливаются остальные сборные кольца цилиндрической обечайки 2. Вслед за этим одевается второе днище 1 и весь набор стягивается анкерными шпильками. Затем производят намотку изделия. При разборке оправки центральный вал 3 освобождается от анкерных шпилек, замки 6, удерживающие растяжки 4 на пентрал1г ном валу 3, раскрываются и центральный вал 3 вынимается из оправки в осевом направлении. Для облегчения разборки один сектор 10 выполнен составным, его удаляют первым. Затем через полюсные отверстия разбиваются и удаляются остальные детали оправки. Для повторного использования оправка собирается по вышеописанной схеме. Использование в конструкции оправки несущих элементов, работающих на растяжение, особенно металлических тросов, расположенных касательно с центральному валу, дает возможность поднять величины растягивающих напряжений в них до уровня допустимых и как, следствие, значительно снизить вес оправки, сохранив ее прочность и жесткость. Формула изобретения 1.Оправка для изготовления изделий из композиционного материала методом намотки, включающая составные цилиндрическую обечайку и днища, центральный вал и крепежные элементы, отличающаяся тем, что, с целью уменьшения веса оправки, крепежные элементы выполнены в виде расположенных по касательной к центрально.му валу растяжек с натяжным устройством. 2.Оправка по п. 1, отличающаяся тем, что растяжки выполнены из механического троса. Источники информации, принятые во внимание при экспертизе 1.Росато Д. В. и др.. Намотка стеклонитью, изд. «Машиностроение, М., 1969, с. 125-129. 2.Авторское свидетельство СССР № 461840, кл. В 29 D 23/12, 1972 (прототип).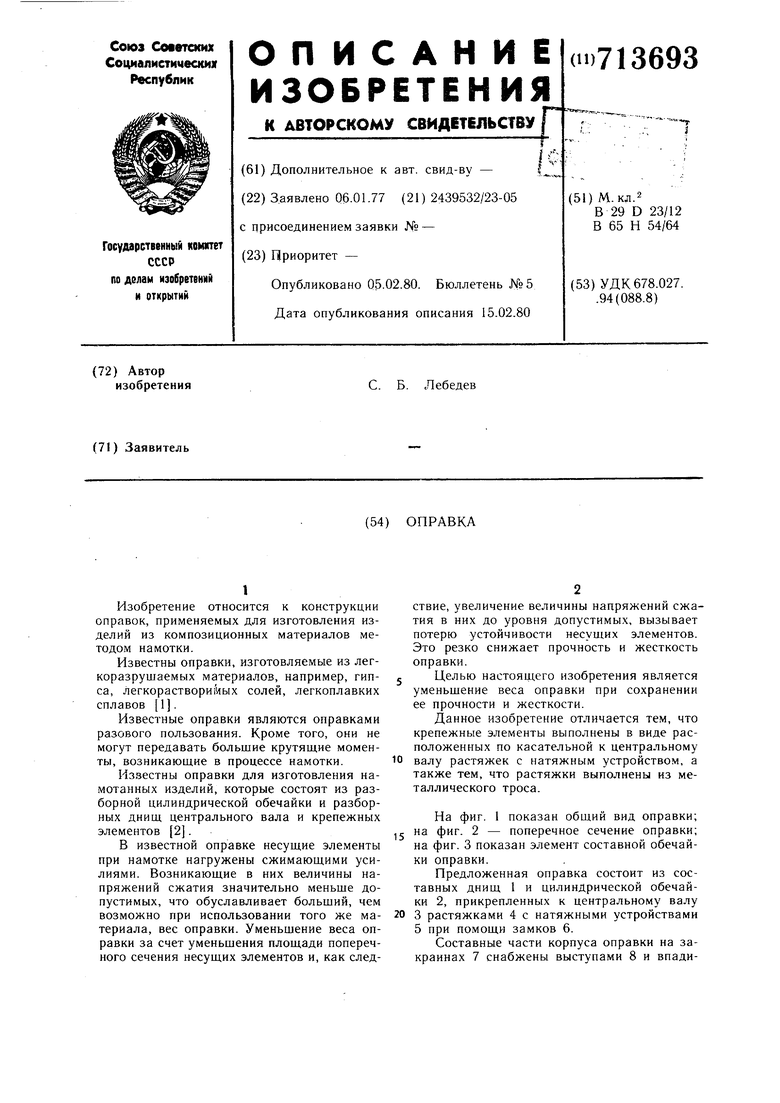
| название | год | авторы | номер документа |
|---|---|---|---|
| РАЗБОРНАЯ ОПРАВКА | 2012 |
|
RU2504471C1 |
| Разборная оправка для изготовления крупногабаритных оболочек из композиционных материалов с профилированной внутренней полостью | 2016 |
|
RU2629081C1 |
| Опора линии электропередачи | 1988 |
|
SU1596050A1 |
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2005 |
|
RU2319612C2 |
| Бескаркасное сборно-разборное укрытие | 2017 |
|
RU2659099C1 |
| Оправка для изготовления изделий из стеклопластика | 1973 |
|
SU461840A1 |
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2001 |
|
RU2201868C1 |
| РАЗБОРНАЯ ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2002 |
|
RU2213661C1 |
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1995 |
|
RU2107623C1 |
| Разборная оправка для изготовления крупногабаритных оболочек из композиционных материалов | 2016 |
|
RU2629082C1 |
6
Фаг.1
Фаг. 5
