Изобретение относится к оборудованию и оснастке для изготовления труб из полимерных композиционных материалов методом намотки.
Из патентной литературы известна «Оправка для изготовления цилиндрических изделий методом намотки», патент РФ №1054082, В29С 53/82, состоящая из центрального вала, обечайки в виде свернутого в спираль упругого листа, внутренний конец которого прикреплен по касательной к центральному валу, а края зафиксированы торцовыми элементами.
Недостаток такой конструкции оправки заключается в том, что она плохо извлекается из готового изделия и не может быть использована при изготовлении другого, а также не пригодна для изготовления изогнутых труб.
Этот недостаток частично устранен в «Оправке для изготовления изделий из композиционных материалов» по патенту РФ №2201868, В29С 53/82, которая содержит трубообразный несущий элемент, две цапфы, выступающие за торцы несущего элемента и формователи кольцевых канавок в виде разрезанных на сектора профильных колец, а несущий элемент состоит из двух соединенных друг с другом кососрезанными торцами патрубков с коническими формообразующими поверхностями.
Предложенная конструкция позволяет выполнить намотку изогнутых труб, но технология намотки очень сложна, т.к. требует дополнительное оборудование, а также затруднено извлечение оправки после намотки.
Наиболее близкой к предлагаемому изобретению по технической сущности и достигаемому результату является «Разборная оправка для изготовления деталей цилиндрической формы» по патенту РФ №2213661, В29С 53/82, которая содержит отдельные сегменты, выполненные в виде закрепленных секторов с ребрами жесткости, установленные попарно с зазором относительно друг друга и закрепленные на валу при помощи опорных элементов, выполненных в виде пластин, установленных с возможностью регулирования в радиальном направлении.
Предложенная форма разборной оправки позволяет производить намотку прямых труб без изменения их внешней конфигурации.
Задачей, на решение которой направлено настоящее изобретение, является расширение технологических возможностей, путем создания разборной оправки, отдельные сектора которой могут служить сборными модулями при изготовлении изделий разной формы изогнутости.
Поставленная задача решается тем, что в оправке для изготовления изделий из композиционного материала, содержащей трубчатый несущий элемент, выполненный в виде сегментов, соединенных попарно с зазором и установленных при помощи опорных элементов, закрепленных с возможностью регулировки относительно центральной оси трубчатого несущего элемента, в торцах которого установлены крышки, опорные элементы делят трубчатый несущий элемент на сектора, один из которых имеет закругленную форму, а составляющие его сегменты оснащены кронштейнами под соединительные элементы.
Кроме того, в оправке для изготовления изделий из композиционного материала опорные элементы состоят из четырех пластин, на одном конце которых выполнен скос, а на другом - кольцевые трапецеидальные выступы, обращенные в разные стороны и входящие в контакт с кольцевыми проточками, образованными в торцах соединяемых секторов, и двух дисков закрепленных на пластинах, один из которых имеет четыре паза, а другой - коническую поверхность, соответствующую скосу пластины, крышки также оснащены кольцевым трапецеидальным выступом, соответствующим кольцевым проточкам на торцах секторов.
Конструкция оправки для изготовления изделий из композиционного материала, содержащая трубчатый несущий элемент, выполненных из секторов, состоящих из отдельных соединенных попарно с зазором сегментов, оснащенных кронштейнами под соединительные элементы, установка сегментов на регулируемые опорные пластины и то, что один из образованных секторов имеет изогнутую форму, позволяет достаточно просто соединять сектора и получать различные по конфигурации детали цилиндрической изогнутой формы (емкости, трубы) путем намотки, а главное, оправка после проведения операции намотки имеет возможность складываться внутрь с последующим извлечением.
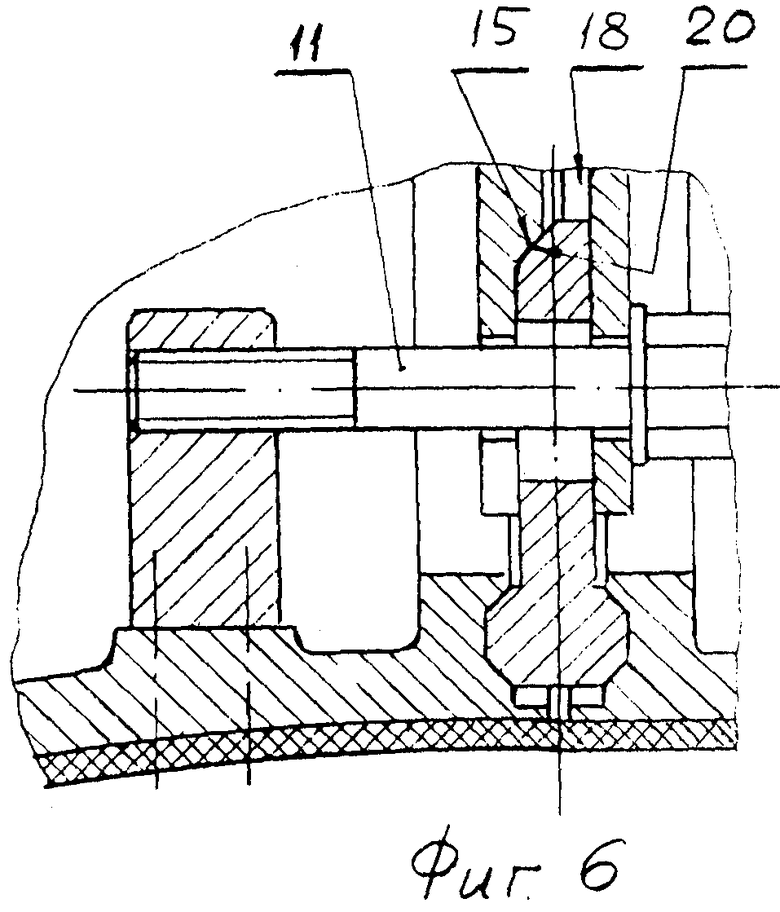
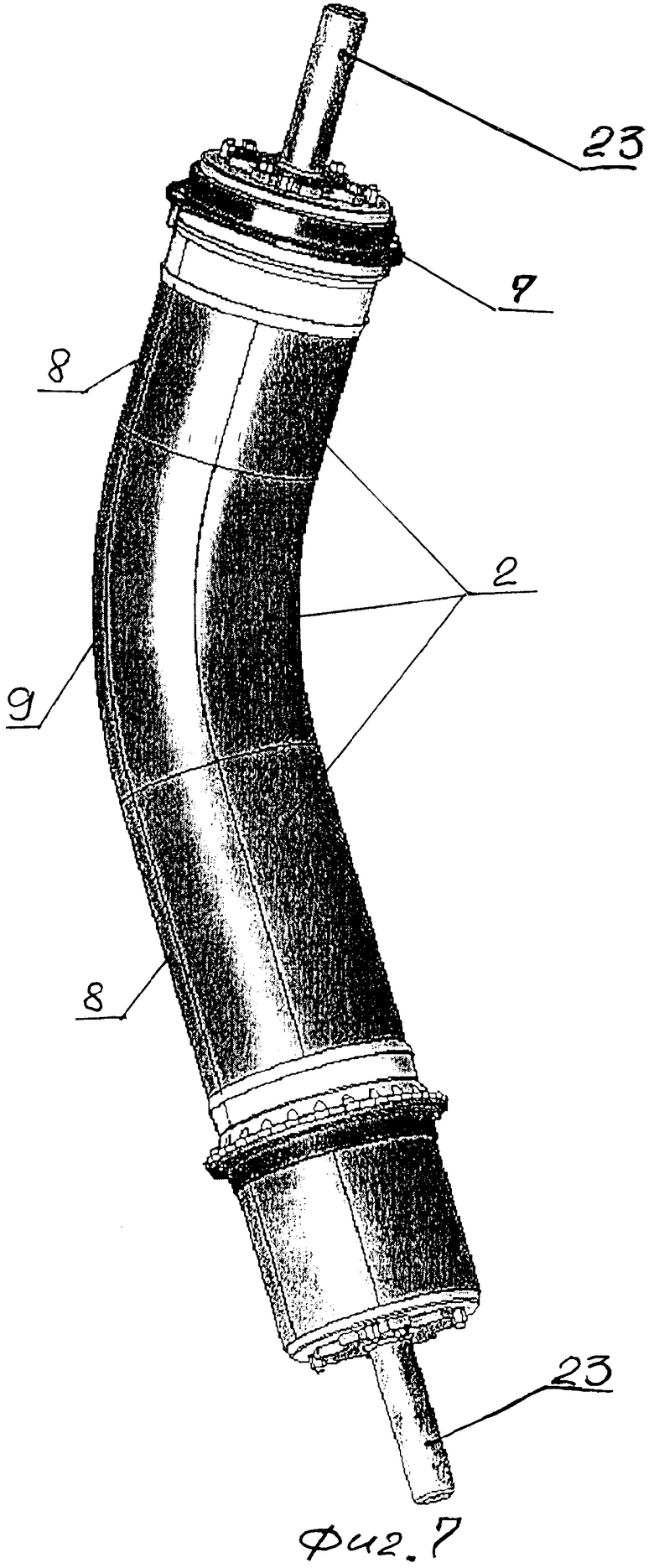
На фиг.1 представлен общий вид оправки для изготовления изделий из композиционного материала, на фиг.2 - разрез А-А на фиг.1, на фиг.3 - разрез Б-Б на фиг.1, на фиг.4 - узел А, на фиг.5 - разрез В-В на фиг.2, на фиг.6 - узел Б, на фиг.7 - общий вид оправки с цапфами для установки ее в станок.
Оправка для изготовления изделий из композиционного материала содержит трубчатый несущий элемент 1, выполненный в виде сегментов 2, соединенных попарно с зазором «&» и установленных при помощи опорных элементов 3, закрепленных с возможностью регулировки относительно центральной оси 5 трубчатого несущего элемента 1, в торцах 6 которого установлены крышки 7.
Опорные элементы 3 делят трубчатый несущий элемент 1 на сектора 8 и 9.
Сектор 9 имеет закругленную форму, а составляющие его сегменты 2 оснащены кронштейнами 10 под соединительные элементы 11.
Опорные элементы 3 состоят из четырех пластин 12 и двух дисков 13, 14.
На одном конце пластин 12 выполнен скос 15, а на другом - трапецеидальные кольцевые выступы 16, обращенные в разные стороны.
Выступы 16 входят в контакт с кольцевыми проточками 17, образованными в торцах соединяемых секторов 8 и 9.
Диски 13 и 14 закреплены на пластинах 12. Диск 13 имеет четыре паза 18, а диск 14 - торец 19 с конической поверхностью 20, соответствующей скосу 15 пластины 12. Диски 13 и 14 соединяются между собой, например, болтами 21.
Внутренняя поверхность крышки 7 также оснащена кольцевым трапецеидальным кольцевым выступом 22, соответствующим кольцевым проточкам 17 на торцах секторов 8.
К крышкам 7 крепятся цапфы 23, служащие для установки оправки в места крепления на намоточном станке.
Сборка оправки осуществляется следующим образом.
Собирают опорные элементы 3. Для чего четыре пластины 12 устанавливают в пазы 18 диска 13 и соединяют диск 14 с диском 13 при помощи болтов 21 таким образом, чтобы скос 15 пластины 12 совпал с конической поверхностью 20, торец 19 в диске 14. При этом трапецеидальные кольцевые выступы 16 платины 12 должны совпасть с кольцевыми проточками 17.
Собранные опорные элементы 3 предварительно закрепляют в кронштейнах 10 изогнутого сегмента 2 сектора 9. Затем устанавливают и закрепляют следующие парные сегменты 2 этого же сектора, обеспечивая при этом требуемый зазор «&».
После этого с обеих сторон от изогнутого сектора 9 устанавливаются цилиндрические сектора 8 таким образом, чтобы их кольцевые проточки 17 совпали с трапецеидальными кольцевыми выступами 16 пластин 12.
Цилиндрические сектора 8 закрываются крышками 7, трапецеидальные кольцевые выступы 22 которых устанавливаются в кольцевые проточки 17 в торцах секторов.
Полученная конструкция оправки скрепляется при помощи соединительных элементов 11.
Разборка происходит в обратном порядке.
Описание работы оправки дается применительно к изготовлению из композиционного материала труб с внутренним диаметром D=300 мм, углами α=37°30 и α=50°. Сборка оправки при этом производится так, как описано выше. Затем за цапфы 23 она устанавливается в намоточный станок, где фиксируется. Производится намотка композиционного материала, который имеет значительный вес. Под действием этого веса при недостаточной жесткости конструкции может произойти прогиб, что приведет к ухудшению качества требуемой поверхности. Поэтому закрепление сегментов при помощи опорных элементов предложенной конструкции увеличивает жесткость всей оправки и позволяет исключить прогиб. Оправка с намотанным материалом помещается в печь, где при определенной температуре происходит полимеризация трубы. После выемки из печи снимаются цапфы 23, развинчиваются соединительные элементы 11 с одной стороны, снимаются крышки, ослабляется один из опорных элементов, при этом пластины 12, за счет взаимодействия скоса 15 и конической поверхности 20, имеют возможность перемещаться к центральной оси 5 трубчатого несущего элемента 1. То же производят и с другой стороны оправки.
Предлагаемая конструкция оправки для изготовления изделий из композиционного материала позволяет достаточно просто и безопасно складывать сектора, образующие трубчатый несущий элемент, внутрь с их последующим извлечением.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1999 |
|
RU2152874C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И ОПРАВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2190795C1 |
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2001 |
|
RU2177877C1 |
| РАЗБОРНАЯ ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2002 |
|
RU2213661C1 |
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2001 |
|
RU2201868C1 |
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2006 |
|
RU2329896C1 |
| УСТРОЙСТВО ДЛЯ ЗАЖИМА ДИАГРАММНЫХ ДИСКОВ | 1998 |
|
RU2217701C2 |
| СОСУД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1992 |
|
RU2026194C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| Устройство для обмотки продольной арматуры из полимерных материалов | 1980 |
|
SU895693A1 |
Изобретение относится к оборудованию и оснастке для изготовления труб из полимерных композиционных материалов. Оправка для изготовления изделий из композиционного материала содержит составленный из секторов трубчатый несущий элемент, выполненный в виде сегментов, соединенных попарно с зазором и установленных при помощи опорных элементов. Опорные элементы закреплены с возможностью регулировки относительно центральной оси трубчатого несущего элемента, в торцах которого установлены крышки. Один из секторов, составляющих трубчатый несущий элемент, имеет изогнутую форму для соединения других секторов с ним и получения изделий разной формы изогнутости. Составляющие сектор сегменты оснащены кронштейнами под соединительные элементы. Опорные элементы выполнены из пластин и дисков. На одном конце пластин выполнен скос, а на другом конце - трапецеидальные выступы, обращенные в разные стороны и входящие в контакт с кольцевыми проточками, образованными в торцах соединяемых секторов. Диски закреплены на пластинах, один из дисков имеет пазы, а на другом выполнена коническая поверхность, соответствующая скосу пластины. Изобретение позволяет изготовлять изделия разной формы изогнутости, позволяет просто и безопасно складывать сектора, образующие трубчатый несущий элемент, внутрь с их последующим извлечением. 7 ил.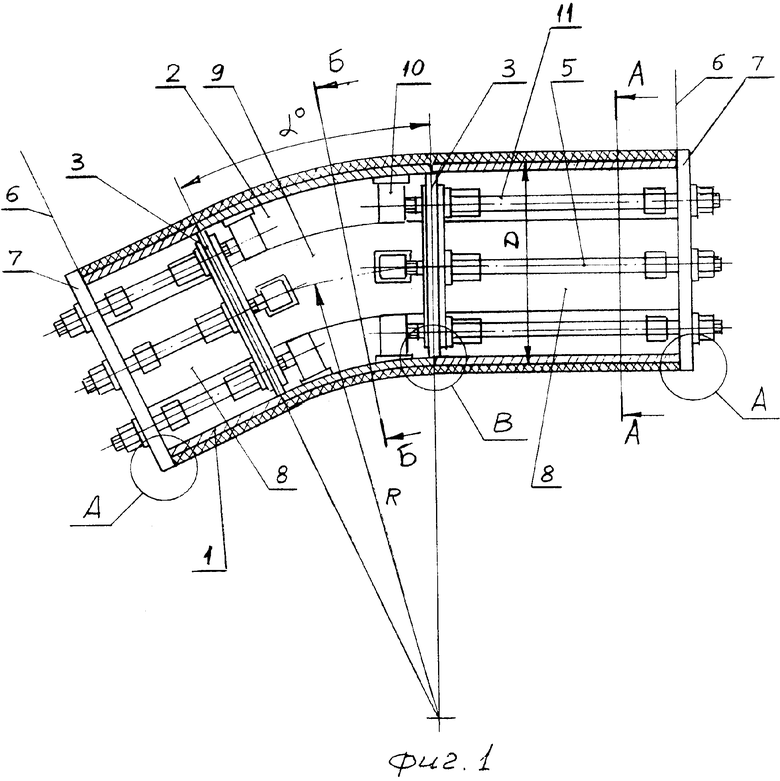
Оправка для изготовления изделий из композиционного материала, содержащая составленный из секторов трубчатый несущий элемент, выполненный в виде сегментов, соединенных попарно с зазором и установленных при помощи опорных элементов, закрепленных с возможностью регулировки относительно центральной оси трубчатого несущего элемента, в торцах которого установлены крышки, отличающаяся тем, что один из секторов, составляющих трубчатый несущий элемент, имеет изогнутую форму для соединения других секторов с ним и получения изделий разной формы изогнутости, составляющие его сегменты оснащены кронштейнами под соединительные элементы, опорные элементы выполнены из пластин и дисков, при этом на одном конце пластин выполнен скос, а на другом конце трапецеидальные выступы, обращенные в разные стороны и входящие в контакт с кольцевыми проточками, образованными в торцах соединяемых секторов, причем диски закреплены на пластинах, один из дисков имеет пазы, а на другом выполнена коническая поверхность, соответствующая скосу пластины.
| РАЗБОРНАЯ ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2002 |
|
RU2213661C1 |
| Оправка разборная | 1969 |
|
SU290667A1 |
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2001 |
|
RU2201868C1 |
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2001 |
|
RU2177877C1 |

