(54) СМАЗОЧНОДЗХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| Смазочно-охлаждающая жидкость для холодной прокатки металлов | 1979 |
|
SU777052A1 |
| Способ смазки полосы при прокатке | 1977 |
|
SU633630A1 |
| Способ нанесения экранирующего покрытия на поверхность холоднокатаных полос | 1990 |
|
SU1766549A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС НА ЧЕТЫРЕХКЛЕТЕВОМ НЕПРЕРЫВНОМ СТАНЕ 2500 | 2011 |
|
RU2465080C1 |
| СПОСОБ ОТЖИГА РУЛОНОВ АВТОЛИСТОВОЙ СТАЛИ В КОЛПАКОВЫХ ПЕЧАХ | 2010 |
|
RU2430976C1 |
| СПОСОБ ПАКЕТНОЙ ПРОКАТКИ ТОНКИХ ЛИСТОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2001 |
|
RU2201821C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОННОГО ПОЛОСОВОГО ПРОКАТА | 2003 |
|
RU2236917C1 |
| СПОСОБ ПРОИЗВОДСТВА КИНЕСКОПНОЙ ПОЛОСЫ | 2002 |
|
RU2223335C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ПРОЧНЫХ И ВЫСОКОПРОЧНЫХ СПЛАВОВ | 2000 |
|
RU2179899C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС | 2005 |
|
RU2296018C1 |
Изобретение относится к области 1ерной металлургии, в частности к смазочно-охлаждающнм жидкостям (СОЖ применяемым при горячей прокатке и термообработке листовой стали. Одной из основных причин, приводя гщих к отбраковке металла при пакетной горячей прокатке и отжиге его в пачках, является сваривание листов в процессе прокатки или отжига. Для предотвращения сваривания контактирующих поверхностей металла при отжиге и горячей прокатке листы предгварительно покрывают защитными пленками. Однако перед покрытием защитными плешсами поверхность холоднокатаных листов из кремнистой стали необходимо дополнительно очистить от загрязнений, а также отжечь лри температуре более 1О , что неприемлимо при производстве малоуглеродистых конструкщгон ныхсталей, не содержащих кремний. Известна пленка, используемая в качёстве разделительного средства при отжиге листов или полос из кремнистой стали Н получения при взаимодействии окиси бора с окисью кремния и окисью железа, содержащимися на поверхности металла l. При температуре отжига 12 ОС С образуется стекловидное покрытие эмаль на основе кремневой кислоты, которое предохраняет от спекания листь в стопе или Ш1ТКИ в рулоне. Известна смазка 2 для горячей обработки металлов давлением на основе воды, содержащая графит и полиакриламид, триполифосфат натрия и синтетическое моющее средство, при следую- шем содержании компонентов, вес.%: Графит2О-4О Полиакриламид0,3-3,О Триполифосфат натрия5-15
Си нтетическое
моющее средство О,05-0,5О ВодаДо 10О
Однако наличие графита приводит к загрязнению и ухудшению качества поверхности, а также затру дняет травление металла кислотой после прокатки. Кроме того, графит слабо предохраняет прокатываемые листы от сварива ния Щ)уг с другом.
. Наиболее близкой по составу к предлагаемой является СЮЖ для горячей обработки металлов, представляющая собой 0,ОО1-29{ -ный водный раствор полнакриламида fs.
Однако известная СОЖ недостаточно предотвращает слипание и сваривание листов обрабатываемого металла.
Целью изобретения является щ.ер.от ащевие слипания и сваривания листов при пакетной горячей прокатке и улучше ние качества поверхности прокатываемого металла.
Поставленная цель достигается тем, что СОЖ для горячей прокатки на осно водного раствора полиакриламида дополкительно содержит силикат натрия при следующем содержании компонентов, вес.%;
Полиакриламид0,О1-О,1О
Силикат натрияОД-О,3
ВодаДо 1ОО.
В предлагаемой СОЖ силикат натрия вьшолняет роль ингибитора сваривания. При температуре и более (процесс горячей прокатки и отжига) силикат натрия реагирует с окислами железа, алюминия или марганца, находящимися на поверхности стали, с образованием стекловидного покрытия, которое и предозфаняет листы от сваривания.
Полиакриламид (мол.вес 5.10) вводя для лучшего смачивания поверхности металла и усиления адгезии к поверхности металла силиката натрия, так как Полиакриламид образует твердую пленку при удалении воды.
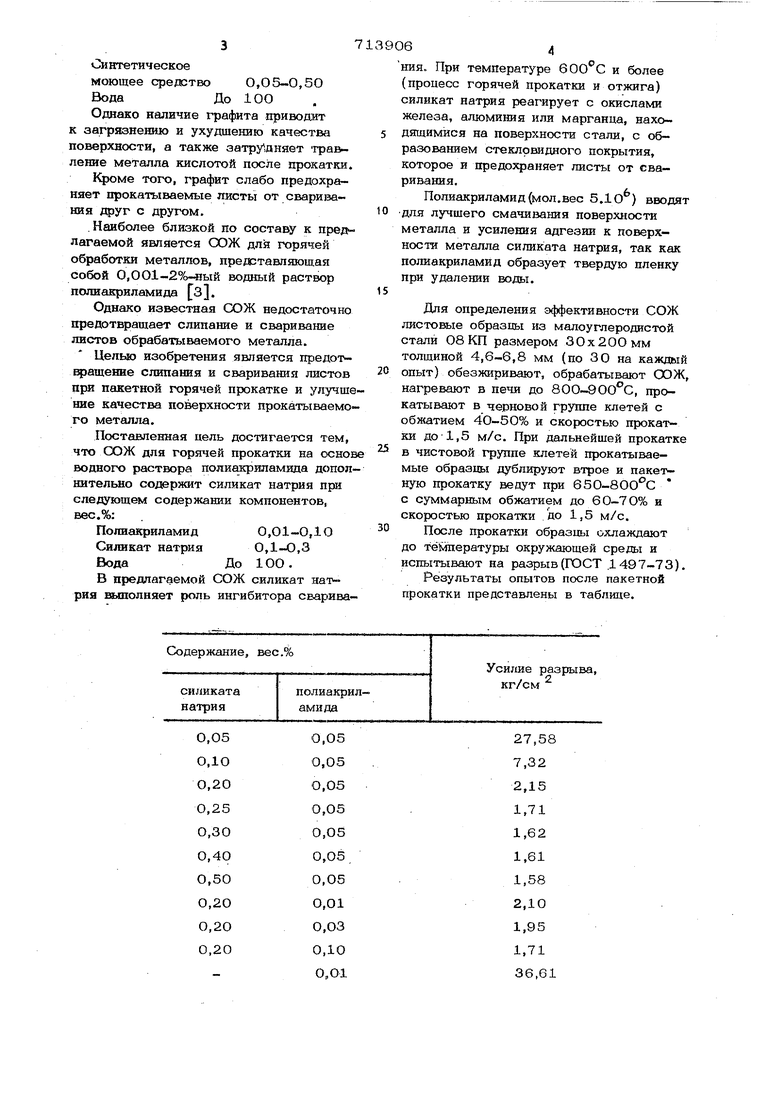
Для определения эффективности СОЖ листовые образцы из малоуглеродистой стали 08 КП размером ЗОх20Омм толщиной 4,6-6,8 мм (по 30 на каждый опыт) обезжиривают, обрабатывают ООЖ, нагревают в печи до 800-9ОО°С, прокатывают в черновой группе клетей с обжатием 4О-50% и скоростью прокатки до 1,5 м/с. При дальнейшей прокатке в чистовой группе клетей прокатываемые образцы дублируют втрое и пакетную прокатку ведут при 650-800 0 с суммарным обжатием до 60-7О% и скоростью прокатки до 1,5 м/с.
После прокатки образцы охлаждают до температуры окружающей среды и испытывают на разрыв (ГОСТ .1497-73).
Результаты опытов после пакетной прокатки представлены в таблице.
Как видно, введение 0,1-0,3 вес.% силиката натрия способствует предот- врашению сваривания листов при пакетной прокатке.
Установлено, что минимальная концентрация силиката натрия 0,1 вес.%; введение более О,3 вес.% силиката натрия не ведет к повышению защитных свойств, а введение менее 0,1 вес.% не дает; желаемого эффекта. Оптимальной концентрацией можно считать 0,2 вес.%.
Полиакриламида вводят не менее 0,01, но не более 0,10 вес.%; так ка дальнейшее увеличение его содержания может привести к загрязнению поверхнти металла продуктами разложения и ухудшению ее качества.
Оптимальной концентрацией полиакриламида можно считать О,О5 вес%.
Таким образом, использование предлагаемой СОЖ для горячей прокатки позволит предотвратить слипание и сваривание листов при пакетной горячей прокатке и улучшить качество поверхности прокатываемого металла.
Продолжение таблицы
Формула изобретен -и я
Смазочно-охлаждающая жидкость для горячей обработки металлов на осСнове водного раствора полиакриламица, отличающаяся тем, что, с целью предотвращения слипания и сваривания листов обрабатываемого металла и улучшения качества его поверхности, жидкость дополнительно содержит силикат натрия при следующем содержании компонентов, вес.%:
ПолиакриламндО,О1-0,1О
Силикат натрия0,1-О,3
ВодаДо 1ОО.
ИСТОЧН1ЖИ информации, принятые во внимание при экспертизе
кл. 23 с, 1/О1, опублик, 1966 (прототип).
