(54) УСТРОЙСТВО ДЛЯ СЧЕТА ЗАЛИТЫХ ОПОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для счета залитых опок | 1974 |
|
SU496966A1 |
| Устройство для управления формовочной машиной | 1987 |
|
SU1405945A1 |
| Устройство для учета и контроля сыпучего материала в расходном бункере | 1979 |
|
SU855698A1 |
| Автоматическая линия изготовления форм | 1977 |
|
SU670383A1 |
| Устройство для контроля и регистрации времени нарушения технологического процесса | 1990 |
|
SU1725244A1 |
| УСТРОЙСТВО ДЛЯ ПРИЕМА ИНФОРМАЦИИ | 1991 |
|
RU2018970C1 |
| Автоматический формовочный блок | 1982 |
|
SU1247152A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Устройство для счета штучных предметов,перемещаемых конвейером | 1984 |
|
SU1161974A1 |
| Устройство для измерения объема бревен | 1985 |
|
SU1380808A1 |
I
Изобретение относится к области вычислительных систем в автоматике -и может быть использовано в металлургическом производстве.
Известны устройства автоматического счета залитых опок, содержаа.ийе фотодатчик с усилителем, схему блокировки, блок формирователь, датчики состояния конвейера и потери признака счета, генератор импульсов и счетно-регистрирующий блок {1J,
Недостатком указанного устройства является невысокая точность счета, так каксчет остывших залить1х опок осуществляется путем счета количества импульсов, вырабатываемых генератором тактовых импульсов, равного количеству платформ в пределах заливочной площадки конвейера. Кроме того, указанное устройство позволяет вести счет только общего количества залитых опок.
По основному авт. св. № 496966 известно устройство для счета залитых опок,; содержащее фотодатчик, датчик наличия опоки, датчик состояния конвейера, реле времени, схемы И, одна из которых через формирователь подключена к счетному блоку, ре-.
гистр сдвига, один из входов которого соединен с фотодатчиком, подключенным ко входу первого инвертора и к одному из входов первой схемы И, другой вход которой соединен с одним из входов второй схемы И,
входы которой подключены к датчику наличия опоки, к датчику состояния конвейера, реле времени, ко входу второго инвертора Н к одному из в.ходов третьей схемы И, другне входы соединены с выходами инверторов, а Выход подключен к другому в.ходу регистра сдвига, выходом соединенного через вторую схему И с одним из входов четвертой схемы И, другой вход которой подключей к выходу первой схемы И, соединенной с реле времени 2|.
В условиях применения автоматических систем управления в литейном цехе необходима более- точная и достоверная ннформацня о количестве залитых опок по и нфрам. Цель изобретения - повышение точности устройства.
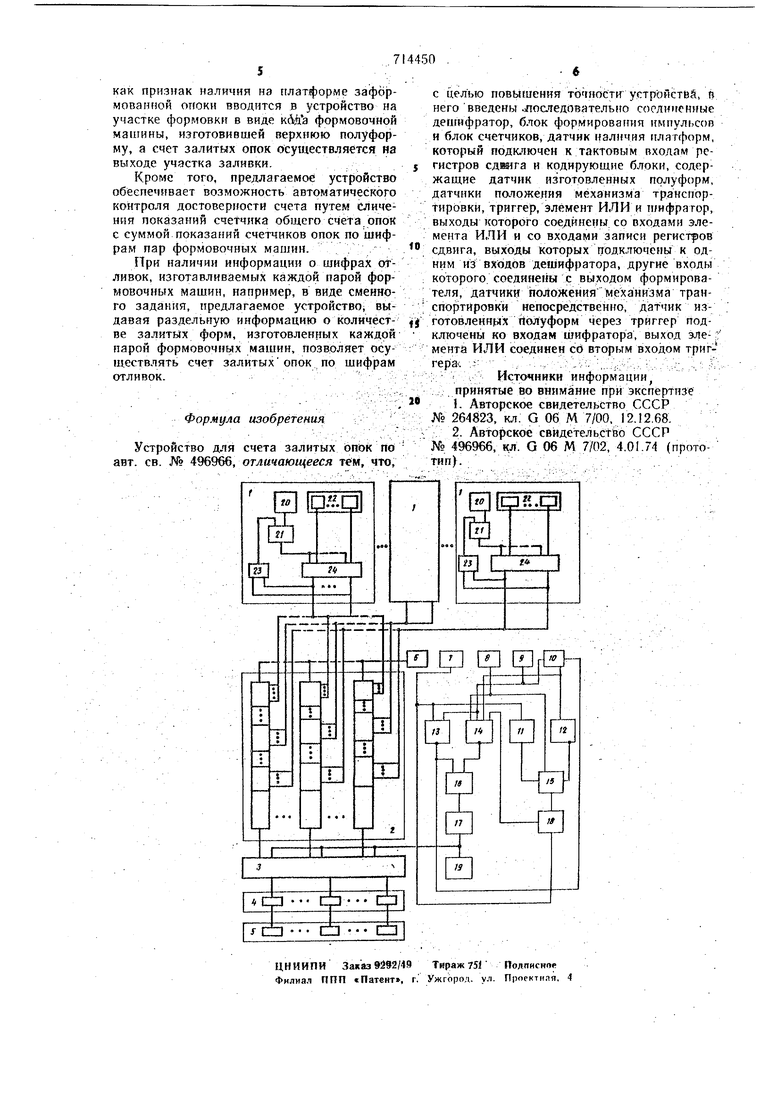
Это достигается тем, что в устройство по авт. св. № 496966 введены последователь- но соединенные дешифратор, блок формирования импульсов Н блок счетчиков, датчик 1-галич {я платформ, который подключен к тактовым входам регистров сДвига, и кодирующие блоки, содержащие датчик изготовленных полуформ, датчики положения механизма транспортировки, триггер, элемент ИЛИ и шифратор, выходы которого соединены со входами элемента ИЛИ и со входами записи регистров сдвига, вьгходы которых подключены к одним из входов дешифратора, другие входы которого соединены с выходом формирователя, датчики положения механизма транспорТ1 ровки непосредственио, датчик изготовленных полуформ через триггер подключен к входам шифратора, выход элемента ИЛИ соединен со вторым входом триггера. . . Блок-схема устройства представлена на чертеже, где показаны кодирующие блоки .1, регистр сдвига 2, дешифратор 3, блок формирователе 4, блок счетчиков 5, датчик наличия платформ б, фотбдатчик 7, датчик наличия опок 8. датчик состояния конвейера 9, реле времени 10, инверторы и 12, схемы И 13-16, формирователь 17, р егистр сдвига 18 и счетный блок 19. В кодирующие блоки входят датчики изготовленных полуформ 20, триггеры 21, датчики положения механизмов транспортировки 22, элементы ИЛИ 23 и шифраторы 24. Устройство работает следующим образом. Датчики изготовленных полуформ 20 устанавливаются на формовочных машимах; изготавливающих верхние полуформы. Датчики положения механизмов транспортировки полуформ 22 устанавливаются в зонах установки на конвейер верхних полуформ. Количество датчиков 22 определяется числом платформ в соответствую 1дих зонах обслуживания конвейера формовочными машинами. Датчики 22 выдают только в моменты прохождения в зонах их чувствительности механизмов транспортировки полуформ от конвейера к формовочным Машинам. Количество регистров сдвига 2 определяется количеством разрядов числа пар формовочных машин в двоичном коде. Количество разрядов в регистрах сдвига 2 определяется количеством платформ на отрезке конвейера от участка счета залитых опок до начала зоны обслуживания конвейера наиболее удаленной от этих датчиков формовочной машиной. Количество кодирующих блоков, формирователей в блоке 4 и счетчиков в блоке 5 определяется количеством пар формовочных машин. Запись кода формовочной машины, изготовившей верхнюю полуформу, в регистр сдвига i 2 осуществляется следующим образом. В момент окончания изготовления верхней полуформы формовочной машиной сигналом высокого уровня с выхода датчика изготовленных полуформ 20 триггер 21 устанавливается в состояние Ь. После установки изготопленнон верхней полуформы на одну из платформ конвейера в зоне обслуживания его формовочной мащиной, механизм транспортировкой полуформ йозвращается от конвейера к формовочной машине, последовательно попадая на своем пути следования в зоны чувствительности датчиков положения указаннОпо механизма блока 22. Первый на пути следования механизма транспортировки полуформ датчик блока 22 вырабатывает сигнал высокого уровня, который поступает на один из входов ип1фратора 24. . На другие входы шифратора 24 подан сигнал высокого уровня с выхода триггера 21. На выходах шифратора 24 появляется код формовочной машины, изготовившей верхнюю полуформу, с признаком адреса разряда регистра сдвига, в который записывается этот код. Одновременно кодом с выходов шифратора 24 через элемент ИЛИ 23 триггер 21 устанавливается в состояние «О, и на всех выходах шифратора 24 устанавливается сигнал низкого уровня. Продвижение информации В регистре сдвига 2 осуществляется в ритме работы конвейера сигналами с выхода датчика наличия платформ. 6. Счет залитых опок, изготовленных нарами формовочных машин, ocyщecтвляetcя следующим образом. С выходов регистра сдвига 2 информация поступает на одни из входов дешифратора 3. Если при этом форма залита, то- на другие входы дешифратора 3 с выхода формирователя 17 поступает сигнал высокого уровня и на одном из выходов дешифратора 3, соответствующем определенной паре формовочиых мащип, и на выходе связанного с ним формирователя блока 4 появляется сигнал высокого уровня. При этом соответствующий счетчик блока 5 отсчитывает очередную залитую опоку, изготовленную конкретной парой формовочных машин. В предлагаемом устройстве погрещнбсть счета существенно снижается благодаря тому, что счет залитых опок, как горячих, так и остывших после длительных простоев конвейера осуществляется только при наличии с выходов дешифратора сиг:налов наличия на платформе опок, заформованных конкретными парами формовочных машин. При этом все не выбитые вернувшиеся с участка выбивки формы, и формы с отходами формовочной смеси воспринимаются устройством как пустые платформы и в погрешность счета не входят. В устройстве в погрешность счета входят только бракованные формы, сосчитанные -после длительных простоев конвейера как залитые. В устройстве практически исключена возможность имитации счета залитых опок, так
