и пит
(О
ел
со
4 СЛ


| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочная машина | 1983 |
|
SU1126359A1 |
| Устройство управления формовочным прессом | 1985 |
|
SU1268435A1 |
| Устройство для программного управления формовочной линией | 1987 |
|
SU1564591A1 |
| Формовочный автомат карусельного типа | 1986 |
|
SU1400763A1 |
| Устройство для счета залитых опок | 1977 |
|
SU714450A2 |
| Автоматическая линия изготовления форм | 1977 |
|
SU670383A1 |
| Многоканальное устройство для программного управления | 1988 |
|
SU1580321A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Автоматическая литейная линия | 1987 |
|
SU1447567A1 |
| Система управления гидравлическим прессом | 1983 |
|
SU1108020A1 |



Изобретение предназначено для использования в литейном производстве, в частности в формовочных машинах и линиях. Известные устройства излишне усложнены, что снижает их надеж- , или обладают узкофункциональ- ньми свойствами, не обеспечивая гибкости управления формирования воронок. Цель изобретения - повышение надежности, расширение функциональных возможностей устройства и повышение производительности. Ус.тройство для управления формовочной машиной содержит блоки 1,2 автоматической и ручной
.Фиг.
работы, дешифратор 5, соединенные последовательно приводы 7-23 с датчиками 24-41 контроля положения механизмов, а также привод механизма формирования воронки с датчиком исходного положения, блок 6 выбора полуформ с двумя переключателями 44, 45, блок 4
1
Изобретение относится к литейному
производству, в частности к формовочным, машинам и линиям с параллельной и последовательной работой механизмов и приводов.
Цель изобретения - повышение надежности, расширение функциональных возможностей устройства и повьшение про- изводительности.
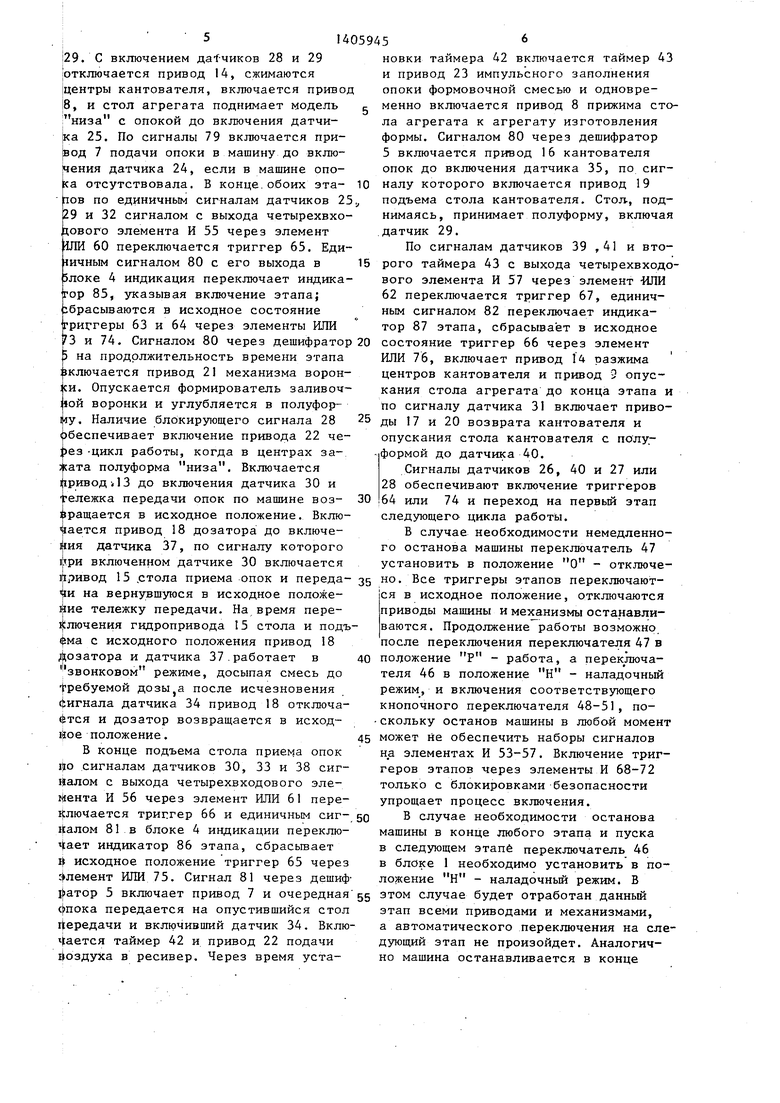
На фиг. 1 представлена структурная схема устройства для управления формовочной машиной; на фиг. 2 - схема блока переходов с пйдключенными блоками автоматической и ручной работы; на фиг. 3 - схема блока индикации; на фиг. 4 - пример реализации приводов двухприводНых и одноприводных механизмов; на фиг. 5 - циклограмма работы устройства для управления формовочной машиной; на фиг. 6 - таблица сигналов функционирования машины; на фиг. 7 и 8 - размещение датчиков на |формовочной машине.
Устройство для управления формовочной машиной содержит блок 1 автр- |матической работы, блок 2 ручной работы, блок. 3 переходов, блок 4 ин- дикации, дешифратор 5, блок 6 выбора |полуформ, рольганг подачи опок с при- 1ВОДОМ 7, стол агрегата форм с приводами 8 и 9, тележку оснастки с при- 1водами 10 и 11, тележку подачи опок . 1с приводами 12 и 13, привод 14 разжи- ;ма центров кантователя, привод 15 сто |ла подъема опок, кантователь с приводами 16 и 17, привод 18 дозатора, :стол кантователя с приводами 19 и 20, 1привод 21 механизма формирования воронки, привод 22 подачи смеси и при- :вод. 23 заполнения опоки, датчики 24- :41 контроля положений: опоки - датчик 24, стола агрегата форм - датчики 25 и 26, тележки подачи оснастки - датиндикации и блок 3 переходов/Существо изобретения заключается в срабатывании приводов 7-23 в определенной последовательности в зависимости от величины сигналов с датчиков 24-41. 8 ил.
чики 27 и 28, тележки подачи опок - датчики 29 и 30, центров кантователя - датчики 31 и 32, стола приема опок - датчики 33 и 34, кантователя датчики 35 и 36, дозатора - датчики 37 и 38, стола кантователя - датчики 39 и 40, механизма воронки - датчик 41; таймеры 42 и 43. Блок выбора полуформ содержит переключатели 44 и 45.
Блок 1 автоматической работы содержит переключатели 46 и 47. Блок 2 ручной работы содержит кнопочные выключатели 48-52. Выключатели 48 и 49 включают первые этапы изготовления
нижних и в.ерхних полуформ, а выключатели 50,51,52 включают соответственно второй, третий и четвертый этапы по циклограмме на фиг. 4.
Блок 3 выбора этапов содержит четы рехвходовые элементы И 53-57, элементы ИЛИ 58-62 и триггеры 63-67, включенные соответственно последовательно в пять параллельных цепей, двухвхо- довые элементы И 68-72 и элементы ИЛИ 73-77 второй группы. Двухвходовые элементы И 68-72 первыми входами подключены к выходам кнопочных выключателей 48-52, вторыми входами подключены к выходу датчиков нижнего положения стола агрегата форм, верхнего поло- жения стола агрегата форм и механизма воронки, и вьпсйдами подключены к вторым входам элементов ИЛИ 58-62,
Первый триггер 63 единичным выходом 78 подключен к блоку 4 индикации, дешифратору 5 и входам сброса триггеров 64 и 67 через элементы ИЛИ 74 и 77. Второй триггер 64 единичным выхо- дом 79 подключен к блоку 4 ивдикации,
дешифратору 5 и входам сброса тригге- ров 63 и 67 через элементы ИЛИ 73 и 77. Третий триггер 65 единичным выходом 80 подключен к блоку 4 индикации,
дешифратору 5 и вторым входам сброса триггеров 63 и 64 через элементы ИЛИ 73 и 74. Четвертый триггер 66 единичным выходом 81 подключен к блоку 4 . индикации, дешифратору 5 и входу сброса триггера 65 через элемент ИЛИ 76. Пятый триггер 67 единичным выходом 32 подключен к блоку 4 индикации,ю де.лшфратору 5 и входу сброса триггера 66 через элемент ИЛИ 76.
Четырехвходовые элементы И 53-57 первьЕШ входами подключены к единич- ному выходу переключателя 46, а ос- )5 тальными входами - к выходам датчиков.
Таймеры 42 и 43 включены последовательно, вход таймера 42 подключен к управляющему выходу дешифратора 5; выход таймера 42 подключен к информа- 20 ционному входу дешифратора 5 и выход таймера 43 - к блоку выбора этапов и к дешифратору 5.
В таблице на фиг, 5 выходы от датчиков 24,29,31,34 для большей нагляд-25 ности повторены в нескольких этапах. Ввведены сигналы переходов на следующие этапы, не входящие в дешифратор, а поступающие на входы четырехвходо- вых элементов И блока переходов 3. зо
На фиг. 6 приведена циклограмма работы устройства для управления формовочной машиной. В ней объединен пер- этап работы при изготовлении верхних и нижних полуформ, отличающийся включением приводов 10 или 11 и перемещением тележки с оснасткой, подающей под агрегат модель верха или модель низа. Работу механизма ворон35
ки через цикл обеспечивает сигнал датчика контроля модели низа под агрегатом, так как на кантователе в центрах в этом время находится полуформа верха.
На фиг. 7 и .8 указано размещение приводов и датчиков контроля положения механизмов на машине. Их переключение указано на циклограмме на фиг. 5 и таблице на фиг. 6.
Устройство для управления формовочной машиной работает следующим образом.
В исходном положении переключатели в блоках 1 и 6 отключены, все приводы отключены, уриггеры 63-67 находятся в исходном состоянии, поскольку через контакт О, переключателя 47 на их входы сброса поступает единичный сигнал.
В автоматическом режиме переключатель 47 в блоке 1 устанавливается в положение Р - работа, а переключатель 46 в положение А - автоматическая работа. Включаются переключатели 44 и 45 в блоке 6. В исходном состоянии механизмов машины, если необходимо изготавливать верхнюю полуформу, на все входы четырехйходового элемента И 53 поступают единичные сигналы и через элемент ИЛИ 58 переклю- . чается триггер 63. Его единичный выходной сигнал 78 на блоке 4 индикации переключает элемент 83, указывающий включение этапа, блокирует включение триггеров 64 и 67 через элементь} ИЛИ 74 и 77 и поступает на управляющий вход дешифратора 5. По его сигналу, если в машине нет опоки и датчик 24 не включен, включается привод 7 подачи опок до включения датчика 24.
Включается привод 14 и разжимаются центры кантователя до включения датчика 31. Включается привод 10 и тележка перемещает оснастку, подавая в машину модель верха до включения датчика 27. С включением-датчика 31 включается привод 12 и тележка перемещает форму,на кантователь, а опоку под агрегат изготовления полуформы до включения датчика 29. С включением датчиков 27 и 29 включается привод 8 и стол агрегата поднимает модель верха, а затем и опоку до включения датчика 25. По сигналу датчика 29 отключается привод 14, сжимаются центры кантователя до включения датчика 32 и зажимают полуформу.
В случае изготовления нижней полуформы на все входы четырехвходового элемента И 54 поступают единичные сигналы, и через элемент ИЛИ 59 переключается триггер 64. Его единичный выходной сигнал 79 на блоке 4 индикации переключает элемент 84, указьтаю- щий включение этапа, блокирует включение триггеров 63 и 67 через элемент ты ИЛИ 73 и 77 и поступает на управляющий вход дешифратора 5. Включается привод 1 1 и тележка перемещает;- оснастку, подавая в. машину модель низа до включения датчика 28.. .Включается привод 14, разжимаются центры кантователя до включения датчика 31, по сигналу которого включается привод 12 и тележка перемещает форму на кан- тователь, а опоку под агрегат изго товления формы до включений датчика
i29. с включением да1-чиков 28 и 29 отключается привод 14, сжимаются |центры кантователя, включается привод |8, и стол агрегата поднимает модель низа с опокой до включения датчи ка 25. По сигналы 79 включается при- |вод 7 подачи опоки в машину до включения датчика 24, если в машине опока отсутствовала. В конце.обоих этапов по единичным сигналам датчиков 25., 29 и 32 сигналом с выхода четырехвхо- дового элемента И 55 через элемент 1ПИ 60 переключается триггер 65. Еди14059456
НОНКИ таймера 42 включается таймер 43 и привод 23 импульсного заполнения опоки формовочной смесью и одновре- g менно включается привод 8 прижима стола агрегата к агрегату изготовления формы. Сигналом 80 через дешифратор 5 включается привод 16 кантователя опок до включения датчика 35, по сиг- 10 налу которого включается привод 19 подъема стола кантователя. Стол., поднимаясь, принимает полуформу, включая датчик 29.
По сигналам датчиков 39 ,41 и вто ичным сигналом 80 с его выхода в 15рого таймера 43 с выхода четырехвходо5локе 4 индикация переключает индика-вого элемента И 57 через элемент ИЛИ
гор 85, указывая включение этапа;62 переключается триггер 67, единич:брасываются в исходное состояниеным сигналом 82 переключает индикатриггеры 63 и 64 через элементы ИЛИтор 87 этапа, сбрасыва ет в исходное
73 и 74. Сигналом 80 через дешифратор 20состояние триггер 66 через элемент
э на продолжительность времени этапа :}ключается привод 21 механизма вороньей. Опускается формирователь заливочной воронки и углубляется в полуфор- иу. Наличие блокирующего сигнала 28 обеспечивает включение привода 22 че- )ез -цикл работы, когда в центрах заката полуформа низа. Включается приводil3 до включения датчика 30 и тележка передачи опок по машине воз- иращается в исходное положение. Включается привод 18 дозатора до включения датчика 37, по сигналу которого
фи включенном датчике 30 включается
привод 15 .стола приема опок и переда- 35 о- Все триггеры этапов переключаютчи на вернувшуюся в исходное положе- тележку передачи. На время пере- 1|;лючения гидропривода 15 стола и подъ фма с исходного положения привод 18 ;ko3aTOpa и датчика 37. работает в звонковом режиме, досыпая смесь до Требуемой после исчезновения Сигнала датчика 34 привод 18 отключа- (тся и дозатор возвращается в исход- Йое положение.
В конце подъема стола приема опок jjo сигналам датчиков 30, 33 и 38 сиг- Налом с выхода четырехвходового эле- Мента И 56 через элемент ИЛИ 61 пере- 1|:лючается триггер 66 и единичным сиг- Налом 81 в блоке 4 индикации переклю- 1ает индикатор 86 этапа, сбрасьтает 1 исходное положение триггер 65 через
В случае необходимости останова машины в конце любого этапа и пуска в следующем этапе переключатель 46 в блоке 1 необходимо установить в положение Н - наладочный режим. В
: лемент ИЛИ 75. Сигнал 81 через дешиф IjiaTop 5 включает привод 7 и очередная 55 этом случае будет отработан данный передается на опустившийся стол этап всеми приводами и механизмами, г1ередачи и включивший датчик 34. Вклю- а автоматического переключения на сле- 1 ается таймер 42 и привод 22 подачи дующий этап не произойдет. Аналогич- 1 оздуха в ресивер. Через время уста- но машина останавливается в конце
ИЛИ 76, включает привод 14 разжима центров кантователя и привод 9 опускания стола агрегата до конца этапа и по сигналу датчика 31 включает приво- ды 17 и 20 возврата кантователя и
опускания стола кантователя с полу- формой до датчика 40.
Сигналы датчиков 26, 40 и 27 или 28 обеспечивают включение триггеров 64 или 74 и переход на первый этап следующего цикла работы.
В случае необходимости немедленного останова машины переключатель 47 установить в положение О - отключе0
ся в исходное положение, отключаются приводы машины и механизмы останавливаются. Продолжение работы возможно после переключения переключателя 47 в
0 положение Р - работа, а перек люча- теля 46 в положение Н - наладочный режим, и включения соответствующего кнопочного переключателя 48-51, по- скольку останов машины в любой момент
5 может не обеспечить наборы сигналов на элементах И 53-57. Включение триггеров этапов через элементы И 68-72 только с блокировками безопасности упрощает процесс включения.
В случае необходимости останова машины в конце любого этапа и пуска в следующем этапе переключатель 46 в блоке 1 необходимо установить в положение Н - наладочный режим. В
5 этом случае будет отработан данный этап всеми приводами и механизмами, а автоматического переключения на сле- дующий этап не произойдет. Аналогич- но машина останавливается в конце
цикла - переключением переключателя 46 в положение Н на четвертом этапе работы. Продолжение работы осуществт ляется нажатием кнопочного выключателя следующего этапа или переключения переключателя 46.
Для повторного изготовления- полуформы низа или верха в начале
цикла необходимо отключить переключа- IQ ти элементов ИЛИ, выходы которых под- тель 44 или 45, установить переключатель 46 в положение Н, включить кнопочными выключателями 48 или 49 триггеры 53 или 64 и в конце этапа переключатель 46 установить в положесоединены к входам сброса триггеров, а первые входы параллельно подсоединены к первому переключателю работы в блоке автоматической -работы, выходы
15 триггеров подсоединены к блоку индикации, дешифратору и другим входам элементов 1 ШИ второй группы, причем вы- . ход первого триггера соединен с выходами второго и пятого элементов ИЛИ
ние А. Этим исключаются ощибочные действия оператора.
В наладочном режиме от кнопочных выключателей можно повторить этап, :обеспечить поэтапную работу машины. Эти переключения обеспечивают расширение функциональных возможно стей устройства и гибкость управления.
Применение в каждом этапе управляющих сигналов триггеров в сочетании с изменяющимися сигналами датчиков контроля положения механизмов и таймеров для переключения приводов и разделение сигналов датчиков для включения этапов и механизмов и приводов внутри этапов позволяет значительно упростить дешифратор и устройство управления в целом, повысить ег надежность, что подтверждает приведенная таблица на фиг. 5.
Устройство для управления формовочной машиной по сравнению с прототипом конструктивно проще и имеет более широкие функции.
Формула изобретения
40 входовых и четырехвходовых элементов И соединены с датчиком контроля нижнего положения стола агрегата форм, вторые входы третьего и четвертого двухвходовых элементов И и третьего четырехУстройство для управления формовочной машиной, содержащее источник питания, блоки автоматической и ручной 45 в одового элемента И соединены с вы- работы с двумя переключателями и пятью кнопочными выключателями, дешифратор/ триггеры, таймеры, соединенные последовательно приводы с датчиками
ходом датчика контроля верхнего положения стола агрегата форм, вторые f входы пятых двуквходовых и четырех- входового элементов И соединены с вы контроля положения механизмов, причем 50 ходом датчика механизма формирования
выходы датчиков соединены с информационными вхйдами дешифратора,- от-, личающееся тем, что, с целью повьш1ения надежности устройства, расширения функциональных возможностей и повьшения производительности, в него введены привод механизма формирования воронки с датчиком исходно го положения, блоки выбора полуформ,
индикации и блок переходов, которьш содержит пять параллельных управляющих цепей из последовательно соединенных четырехвходовых элементов И, элементов ИЛИ и триггеров, а также пять д вухвходовых элементов И, выходы которых подключены к вторым входам элементов ИЛИ, ,и вторую группу из пяти элементов ИЛИ, выходы которых под-
соединены к входам сброса триггеров, а первые входы параллельно подсоединены к первому переключателю работы в блоке автоматической -работы, выходы
триггеров подсоединены к блоку индикации, дешифратору и другим входам элементов 1 ШИ второй группы, причем вы- . ход первого триггера соединен с выходами второго и пятого элементов ИЛИ
второй группы, выход второго триггера соединен с входами первого и пятого элементов ИЛИ второй группы, выход третьего триггера соединен с входами первого и второго элементов ШШ второй группы, выход четвертого триггера соединен с входом третьего элемен- та ИЛИ второй группы и выход пятого триггера соединен с входом четвертого элемента ИЛИ, пер1зые входы четырехвходовых элементов И подсоединены к второму переключателю в блоке автоматической работы, который вторым контактом через кнопочные выключатели блока ручной работы подсоединен к
первым входам пяти двухвходовых элементов И и третьим контактом соединен с вторым контактом первого переключателя работы и источником питания, вторые входы первого и второго двухвходовых и четырехвходовых элементов И соединены с датчиком контроля нижнего положения стола агрегата форм, вторые входы третьего и четвертого двухвходовых элементов И и третьего четырехв одового элемента И соединены с вы-
в одового элемента И соединены с вы-
ходом датчика контроля верхнего положения стола агрегата форм, вторые f входы пятых двуквходовых и четырех- входового элементов И соединены с вы5
воронки, третьи входы первого и второго четырехвходовых злемектов И сое-. динены с выходом датчика нижнего положения стола кантователя, а четвертые входы соответственно соединены с датчиками контроля крайних положений тележки с оснасткой, третий и i четвертый входы третьего четырехвха- дового элемента И соединены с выходами датчиков переднего положения тележки подачи опок и полуформ по машине и зажатых центров кантователя, входы четвертого четырехвходового элемента И подсоединены к выходам датчиков контроля .исходных положений дозатора и тележки подачи опок и полуформ по машине и верхнего положения стола приема опок, входы пятого четырехвходового элемента И .соединены с выхода1ми датчика верхнего полоUnam
Л П, 21 ttO 2629 У2.30333726 25 1
Фие.2
женин стола кантователя и второго таймера, блок ийдикации содержит пять индикаторов по числу триггеров в блоке переходов, соединенных управляющими входами с единичными выходами триггеров и подсоединенных к источнику питания, блок выбора полуформ i содержит два переключателя, которые одними контактами подсоединены к управляющим входам дешифратора, а дру- т ими контактами - к источнику питания.
Й/г.5
Эй гв
Фиг.8
Составитель А. Абросимов Редактор В. Ковтун Техред А.Кравчук Корректор с. Черни
Заказ 3139/12 Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
/
MJ
| Электропривод на бесконтактных логических элементах автоматической | |||
| линии импульсной формовки | |||
| Отчет НИШТМАШ, инв | |||
| № 6990433 | |||
| Краматорск, 1-981. |
