Изобретение относится к области литейного производства, в частности к автоматическим линиям изготовления литейных форм.
Известна линия изготовления литейных форм, содержащая автономные формовочные агрегаты, установленные параллельно друг другу, устройство для транспортировки опок верха и низа и расположенный параллельно с ним литейный конвейер, между которыми установлены автономные формовочные агрегаты, выбивную установку со сталкивателем форм, расположенную у литейного конвейера, распаровщик с механизмами установки опок на транспортное устройство для подачи опок и кантователь опок низа. Устройство для транспортировки опок выполнено в виде двух параллельных конвейеров с холостыми песуи;ими роликами, а каждый автономный формовочный агрегат снабжен двумя гравитационными рольгангами подачи опок верха и низа к формующей мащине, причем внутри конвейера с холостыми несущими роликами в соответствии с каждым автономным формовочным агрегатом смонтированы механизмы передачи опок верха и низа на упомянутые гравитационные рольганги 1.
Наличие у каждого автономного формовочного агрегата двух гравитационных роль2
гангов подачи опок верха и низа к формующей мащине требует дополнительных производственных площадей.
Целью данного изобретения является сокращение производственной площади.
Указанная цель достигается тем, что формующие мащины верхних полуформ двух соседних автономных формовочных агрегатов расположены с двух сторон механизма
передачи опок на стол формующей мащины, а формующие мащины нижних полуформ одного из упомянутых автономных формовочных агрегатов и следующего за ним расположены с двух сторон следующсго механизма передачи опок на стол формующей мащины, причем гравитационны рольганг последнего выполнен с возможностью его поворота вокруг горизонтальной оси.
На фиг. 1 изображена описываемая линия в плане; на фиг. 2 - автономные формовочные агрегаты в плане; на фиг. 3 - механизм передачи опок к формующей мащине; на фиг. 4 - устройство для транспортировки опок верха и низа в плане; на фиг. 5 - разрез А-А на фиг. 4.
Линия состоит из замкнутого литейного конвейера 1, выбивной установки 2 со сталкивателем 3 форм (на чертел е не показаны), расположенным у литейного конвейеpa, расппровщпка 4 опок, (на чер1еже не показаны), механизмов 5 и 6 установки опок, на устройство для их транспортировки, состонодее из двух параллельных конвейеров 7 и 8, один из которых предназначен для транспортировки опок низа, другой опок верха, кантователя 9 опок низа, механизмов 10 и И передачи опок низа и верха и ряда автономных формовочных агрегатов 12. Механизмы 10 и 11 передачи опок низа и верха смонтированы внутри конвейера 8 и 7 и предназначены для передачи опок к автономным формовочным агрегатам. Ряд автономных формовочных агрегатов 12 скомпанованы таким образом, что формующие машины верхних полуформ, так же как и формующие машины нижних полуформ рядом стоящих автономных формовочных агрегатов, обращены друг к другу.
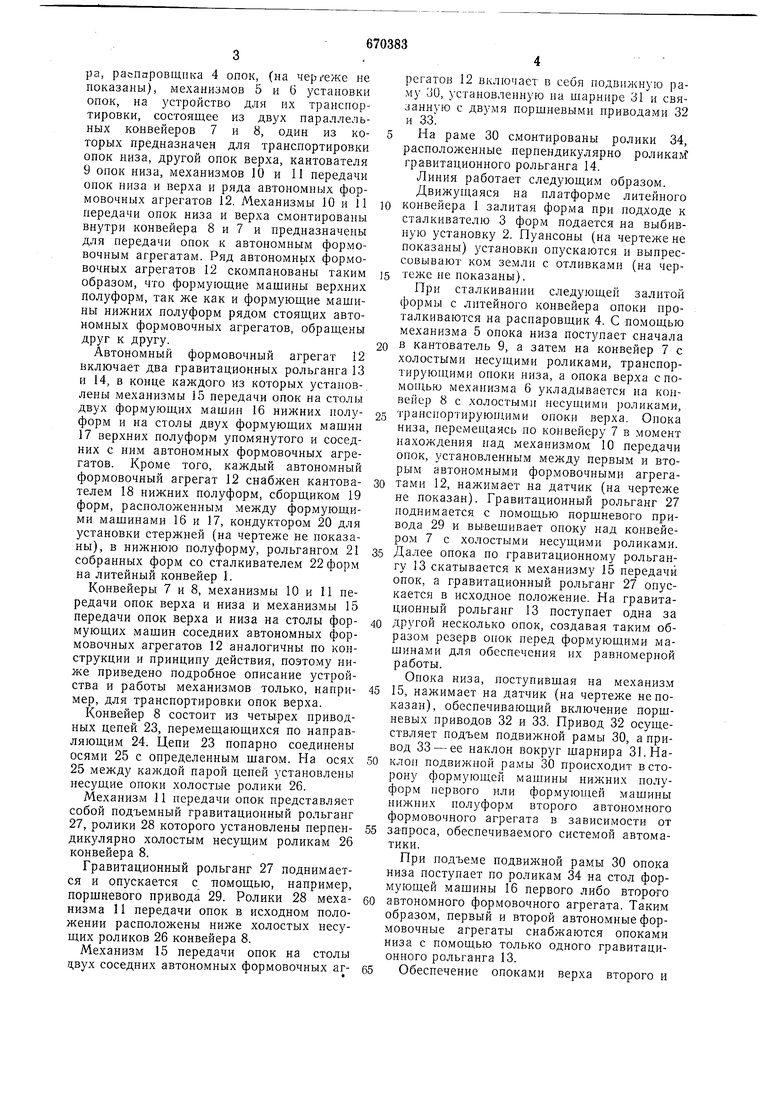
Автономный формовочный агрегат 12 включает два гравитационных рольганга 13 и 14, в конце каждого из которых установлены механизмы 15 передачи онок на столы двух формующих машин 16 нижних полуформ и на столы двух формующих машин 17 верхних полуформ упомянутого и соседних с ним автономных формовочных агрегатов. Кроме того, каждый автономный формовочный агрегат 12 снабжен кантователем 18 нижних полуформ, сборщиком 19 форм, расположенным между формующими машинами 16 и 17, кондуктором 20 для установки стержней (на чертеже не показаны), в нижнюю полуформу, рольгангом 21 собранных форм со сталкивателем 22 форм на литейный конвейер 1.
Конвейеры 7 и 8, механизмы 10 и 11 передачи опок верха и низа и механизмы 15 передачи опок верха и низа на столы формующих машин соседних автономных формовочных агрегатов 12 аналогичны по конструкции и принципу действия, поэтому ниже приведено подробное описание устройства и работы механизмов только, например, для транспортировки опок верха.
Конвейер 8 состоит из четырех приводных цепей 23, перемещающихся по направляющим 24. Цепи 23 попарно соединены осями 25 с определенным шагом. На осях 25 между каждой парой цепей установлены несущие оноки холостые ролики 26.
Механизм 11 передачи опок представляет собой подъемный гравитационный рольганг 27, ролики 28 которого установлены перпендикулярно холостым несущим роликам 26 конвейера 8.
Гравитационный рольганг 27 поднимается и опускается с помощью, например, поршневого привода 29. Ролики 28 механизма 11 передачи опок в исходном положении расположены ниже холостых несущих роликов 26 конвейера 8.
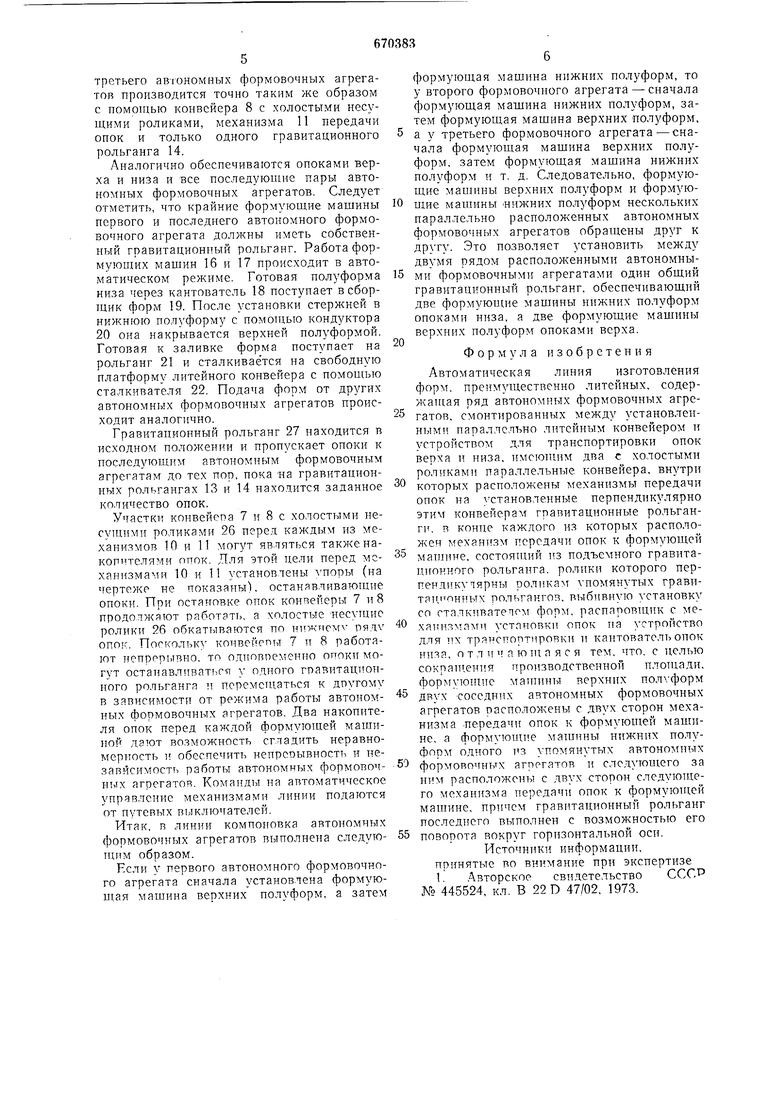
Механизм 15 передачи опок на столы двух соседних автономных формовочных агрегатов 12 включает в себя подвижную раму 30, установленнуго на шарнире 31 и связанную с двумя поршневыми приводами 32 и 33.
На раме 30 смонтированы ролики 34, расположенные перпендикулярно роликам гравитационного рольганга 14. Линия работает следующим образом. Движущаяся на платформе литейного
конвейера 1 залитая форма при подходе к сталкивателю 3 форм подается на выбивную установку 2. Пуансоны (на чертеже не показаны) установки опускаются и выпрессовывают ком земли с отливками (на чертеже не показаны).
При сталкивании следующей залитой формы с литейного конвейера опоки проталкиваются на распаровщик 4. С помощью механизма 5 опока низа поступает сначала
в кантователь 9, а затем на конвейер 7 с холостыми несущими роликами, транспортирующими опоки низа, а опока верха с помоп1ью механизма 6 укладывается на KOiiвейер 8 с холостыми несущими роликами,
транспортирующими опоки верха. Опока низа, перемещаясь по конвейеру 7 в момент нахождения над механизмом 10 передачи опок, установленным между первым и вторым автономными формовочными агрегатами 12, нажимает на датчик (на чертеже не показан). Гравитационный рольганг 27 поднимается с помощью поршневого привода 29 и вывешивает опоку над конвейером 7 с холостыми несущими роликами.
Далее опока по гравитационному рольгангу 13 скатывается к механизму 15 передачи опок, а гравитационный рольганг 27 опускается в исходное положение. На гравитационный рольганг 13 поступает одна за
другой несколько опок, создавая таким образом резерв онок перед формующими машинами для обеспечения их равномерной работы. Опока низа, поступившая на механизм
15, нажимает на датчик (на чертеже не показан), обеспечивающий включение порщневых приводов 32 и 33. Привод 32 осуществляет подъем подвижной рамы 30, а привод 33 - ее наклон вокруг шарнира 31. Наклоп подвижной рамы 30 происходит в сторону формующей машины нижних полуформ первого или формующей машины нижних полуформ второго автономного формовочного агрегата в зависимости от
запроса, обеспечиваемого системой автоматики.
При подъеме подвижной рамы 30 опока низа поступает по роликам 34 на стол формующей мащины 16 первого либо второго
автономного формовочного агрегата. Таким образом, первый и второй автономные формовочные агрегаты снабжаются опоками низа с помощью только одного гравитационного рольганга 13.
Обеспечение опоками верха второго и
третьего авюномных формовочных агрегатов производится точно таким же образом с НОМ01ИЫО конвейера 8 с холоетыми несущими роликами, механизма И передачи опок и только одного гравитационного рольганга 14.
Аналогично обеспечиваются опоками верха и низа и все последуюпше пары автономных формовочных агрегатов. Следует отметить, что крайние формующие мащины первого и последнего автономного формовочного агрегата должны иметь собственный гравитационный рольганг. Работа формующих мащин 16 и 17 происходит в автоматическом режиме. Готовая полуформа низа через кантователь 18 поступает в сборщик форм 19. После установки стержней в нижнгою полуформу с помощью кондуктора 20 она накрывается верхней полуформой. Готовая к заливке форма поступает на рольганг 21 и сталкивается на свободную платформу литейного конвейера с помощью сталкивателя 22. Подача форм от других автономных формовочных агрегатов происходит аналогично.
Гравитапионный рольганг 27 находится в исходном положении и пропускает опоки к последующим автономным формовочным агрегатам до тех пор, пока на гравитационных рольгангах 13 и 14 находится заданное количество опок.
Участки конвейепа 7 и 8 с холостыми несущими роликами 26 перед каждым из механизмов 10 и 11 могут являться также накопителями опок. Для этой цели перед механизмами 10 и И установлены Упоры (на чертеже не показаны), останавливающие опоки. При остановке опок конвейеры 7 и 8 продолжают работатТ), а холостые несущие ролики 26 обкатываются по нижнему ряду опо(. Поскольку конвейепьт 7 тт 8 работают непрерывно, то одновпеменно опоки могут останавливаться у одного гпавитацтюнного рольганга и перемещаться к другому в зависимости от режима работы автономных формовочных агрегатов. Два накопителя опок перед каждой формующей мащиной дают возможность сгладить неравномерность 1 обеспечить непрерывность и независимость работы автономных формовочHTiTx агрегатов. Команды на автолтатическое управление механизмами линии подаются от путевых выключателей.
Итак, в линии компоновка автономных формовочных агрегатов выполнена следующим образом.
Если у первого автономного формовочного агрегата сначала установлена формующая мащина верхних полуформ, а затем
формующая мащина нижних полуформ, то у второго формовочного агрегата - сначала формующая мащина нижних полуформ, затем формующая мащина верхних полуформ, а у третьего формовочного агрегата - сначала формующая мащина верхних полуформ, затем формующая мащина нижних полуформ и т. д. Следовательно, формующие машины верхних полуформ и формующие машины «ижних полуформ нескольких параллельно расположенных автономных формовочных агрегатов обращены друг к другу. Это позволяет установить между двумя рядом расположенными автономными формовочными агрегатами один общий гравитационный рольганг, обеспечивающий две формуюии1е мащины полуформ опоками низа, а две формующие мащины верхних полуформ опоками верха.
Формула изобретения
Автоматическая линия изготовления форм, преимущественно литейных, содержаи1ая ряд автономных формовочных агрегатов, смонтированных между установленными параллельно литейным конвейером TI устройством для транспортировки опок верха и низа, имеющим два с холостыми роликами парал,тельньте конвейера, внутри которых расположены механизмы передачи опок на cтaнoвлeнныe перпендикулярно этим конвейерам гравитационные рольганги, в конце каждого из которых распо,тожен механизм передачи опок к формующей мап1ине, состояи.1ий из подъемного гравитационного рольганга, ролики которого перпендикутярны роликам упомянутых гравитаи,чонных ро,пьгангов, выбивную установку со сталкушатепем форм, распаров1цик с мехя1 из% а ги установки опок на устройство для лх транспортировки и кантователь опок низа, о т л и ч а ю HI а я с я тем, что, с целью сокращения производственной площади, формующие машины верхних полуформ
двух Соседних автономных формовочных агрегатов расположены с двух сторон механизма передачи опок к формующей мащине, а формуюи ие мащины нилших полуформ одного из упомянутых автономных
формовочных агрегатов и следующего за ним расположены с двух сторон следуютцего механизма передачи опок к формуюи1,ей мащине, причем гравитационный рольганг последнего выполнен с возможностью его
поворота вокруг горизонтальной оси.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство ССС № 445524, кл. В 22 D 47/02, 1973.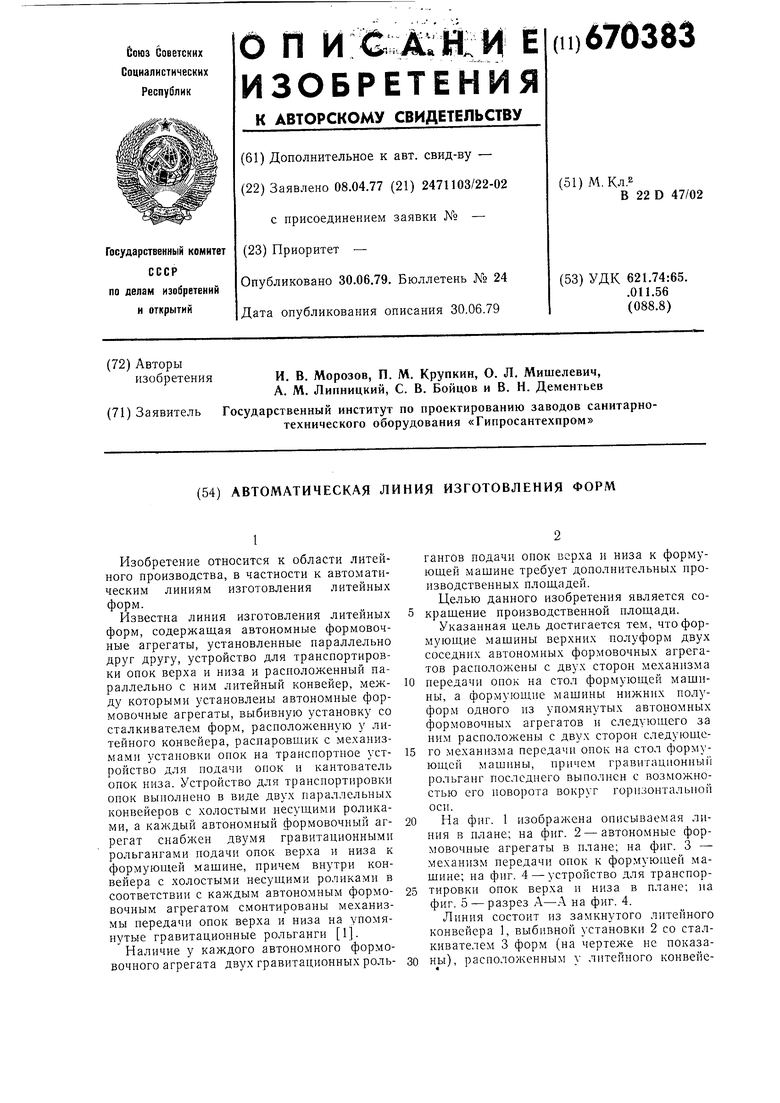
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Автоматическая литейная линия | 1988 |
|
SU1533833A1 |
| Автоматическая линия изготовления отливок | 1982 |
|
SU1066742A1 |
| Автоматическая линия для производства отливок по вакуум-процессу | 1978 |
|
SU766744A1 |
| Автоматическая литейная линия | 1985 |
|
SU1416269A1 |
| Автоматическая литейная линия | 1988 |
|
SU1567322A1 |
| Установка для поточного литьяпО ВАКууМ-пРОцЕССу | 1979 |
|
SU852445A1 |
| УСТРОЙСТВО для ТРАНСПОРТИРОВАНИЯ опок | 1964 |
|
SU164103A1 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| Установка для изготовления форм | 1990 |
|
SU1764778A1 |

fui..
- I
53
.l
