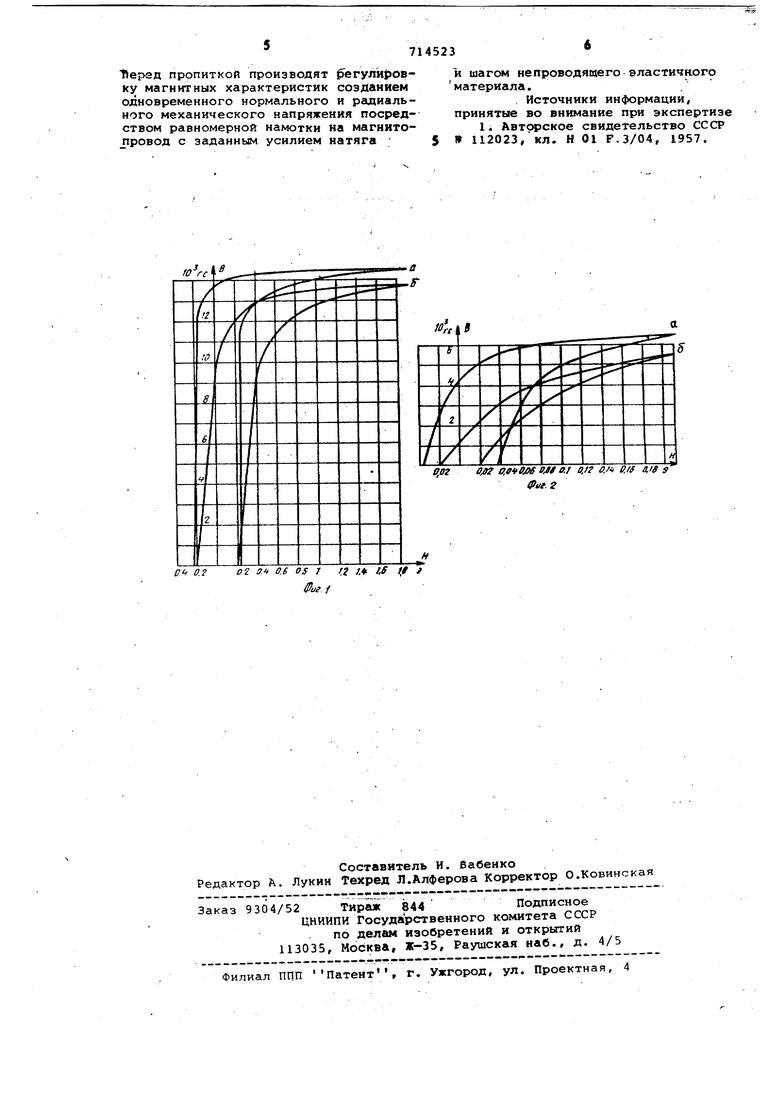
(54) СПСХОВ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО МАГНИТОПРОВОДА 1i операцию регулировки магнитных характеристик, перед пропиткой производят регулировку магнитных характ ристик созданием одновременно нормального и радиального механическо гЪ напряжения посрёдсТйдмр1вномёрной намотки на магнитопровод с задан ным усилием натяга и шагом непроводящего эластичного материала, например, капроновой лески. На фиг, 1 показано изменеМне экс периментально снятой петли гистерези;са магнктопровода, выполненного и ферромагнитной ленты толщиной 0,1 мм из материала 50 МП, а на фиг. 2 - из ленты толщиной 0,05 мм изготовленной из материала 79 1W при воздействии на магнитопровод одновремен но нормального и радиального механического напря ления. Здесь кривые а сняты для магнитрпровода в исходно состоянии, а кривые б - после указа ного воздействия. Создание в магнитопроводё одновре менно нормального и радиального меха нического напряжения посредством на мотки на мзгнитопровод с заданным усилием натяга непроводящего эластич ного материала (например, капроново нити или лески) приводит к уменьшен коэффициента прямоугольности магни провода и коэрцитивной силы. Изменя механическое усилие натяга при намо ке и шаг регулирутот коэффициент: прямоугольности в пределах К 0,9 0,1. Механическое воздействие на магнитопровод непроводящим эластичным )Иалом обеспечивает создание требуемого напряжения и исключает появление механической деформации магнитопровода. Такая операция не только не ухудшает характеристики магнитопровода, но даже приводит к нек9торому уменьшению коэрцитивной силы и, следовательно, к уменьшению потерь на гистерезис, а индукция насыщения уменьшается незначительно; Пропитка магнитопровода после создания механического напряжения полим-еризующимся компаундом позволяет сохранить полученные характеристи ки магнитопровода при изменении условий окружающей среды. Кроме того, при указанной обработке магнитопрово рказываетс я помещенным в прочный изо ляционный защитный каркас, на который непосредственно наносят его рабочие обмотки. При этом исключается нежелательное механическое воэдей ётвйе магнйтопровод и электрический контакт между обмотками и магнит проводом. - - Изготовление ленточного магнитопровода осуществляют следующим образом. Намотку и ртжиг магнитопровода производят обычным способом. Затем на обычном намоточном станке на отожженный магнитопровод наносят с определенный усилием натяга и шагом обмотку из капроновой нити или лески, толщину которых выбирают минимально допустимой с точки зрения механической прочности в зависимости от габаритов магнитопровода и характеристик намоточного станка. Изменяя усилия натяжения нити при йамотке и шаг, тем самьяи, регулируют результирующий коэффициент прямоугольности магнитопровода. При постоянном натяжении нити изменяют коэффициент прямоугольиости путем нан.есения Нескольких слоев изоляционной обмотки, поскольку при этом механические напряжения всех слоев обмотки суммируются. Следовательно, такое осуществление процесса Обеспечивает практически неограниченней диапазон регулирова- ния коэффициента прямоугольности магнитопровода. При этом предлагаемый способ по сравнению с известными обладает рядом существенных преимуществ, недостижиких ни в одном из известных способов, которые заключаются в следующем: -максимальная технологическая простота способа регулирования позволяет исключить ряд трудоемких операций и полностью механизировать весь процесс реализации способа, что увеличивает производительность труда и снижает стоимость изделия; , - расширяется диапазон регулирования коэффициента прямоугольности с заданной точностью и достигается стабильность характеристик от образца к образцу; - уменьшаются потери в магнитопроводё не только по сравнению с выполненным известным способом, но даже- по сравнению с исходным магнитопроводом, что повьлиает КПД устройств, в которых он применяется; -сохраняется механическая прочность магнитопровода, отпадает необходимость в специальных стягиваю IHx устройствах и защитных иэоляционных каркасах, что снижает вес и габариты изделия. Формула изобретения Способ изготовления ленточного магнитопровода, включающий намотку ленты из ферромагнитного материала с нанесенным на нее изоляционным покрытием, отжиг, пропитку и операцию регулировки магнитных характеристик, отличающий, с я тем, что, с целью упрощения изготовления магнитопровода и расширения диапазона регулирования магнитных характеристик при обеспечении их повторяемости.
Т1еред пропиткой производят егулй|)овку магнитных характеристик созданием одновременного нормального и ргщиального механического напряжения посредством равномерной намотки на магнито провод с заданным усилием натяга
и шагом непроводящего эластичного материала.
Источники информации, принятые во внимание при экспертизе
I. Автсфское свидетельство СССР I 112023, кл. Н 01 F.3/04, 1957.
.Л
Ю ГС
а
.5D. Р.02 а.Ч 0.{ OS 7 I.Z Л IS If i
Фиг i
р,ег 0 o.ofOflS лг о,/г а,п c,/s e,is $
Фае. 2
