(54) УСТРОЙСТВО ДЛЯ ЙЗРОТОВЛЁНИЯ ЬВОЛОЧКОВЫХ СТЕРЖНЕЙ. и т. д.). При этом смесь заполняет все ПОЛОСТИ ящика, достаточно хорошо уппот Няется а плотно прилегает к его рабо-чей i поверхности. После завершения процесса заполнзния ящжка через отверстие в эна к6вой части стержня в смесь погружанэт металлкческий электрод. В зависимости от размеров и формы знаковой части (утержйя электрод может быть круглого се. или плоский, прямоугольной формы. Злёктрод1 подсоединяют к отрицательному пошсу источйика постояннопо напряжения, попожительпый полюс которого заземляют. Корпус ящика также заземлен. Благодаря . яшйк вьгоолняет роль анода, нахо. дясь Под нулевым потенциалом, а электV род является катодом. Такая схема под. соедияения обеспечивает безопасж)сть работы с ящиком и не требует приме; йёНйй двухпроводной системы подачи найрйжшйЯ. Под воздействием постоянного злектрйчёскЬго поля молекулы воды перемещаются к отрицательному электроду . saiToay, возле которого накапливаются. В результате у. пойерхности стержневого яааика, выполняющего роль анода, формиpyeTcss оболочка стержневой смеси за счет электроосмотического ; обезвожива йия связующего материала. При этом скорость формирования оболочки прямо пропорциональна величине напряженности электрического поля. В начальный момент процесса смесь, приготовленная на водных связующих веществах, обладает высокой проводимостью и во избежание СИЛЬНОГО разогрева, который может привести к образованию дефекТов поверхнос ти формы, напряженность электрического Йоля следует поддерживать в пределах 4Г35 В/рм в случае применения Связую щих вевдеств, обладающих удельной электричеокой проводимостью до 15 Ю -г 19Д. nanpHNiep жидкого стекла. В случае применения связующих вйцёств, обладающих удельной электрипроводимостью до 7- 10 - 9 ческой - см например ССБ, напряжен .ЧО Ом ность постойнного электрического поля ел riyeT поддерживать в пределах от 8 В/см д
SOB/CM. Снижение напряженности элек.трического поля ниже 4-8 В/см приводит к резкому увеличению длительности процесса формирования оболочки.
В первый мом.ент после включения напряжения между анодом и катодом течет электрический ток. В связи с тем, . что зерна песка практически неэлектро7
са формирования оболочки необходимой толщины напряжение отключают и электрод (тсатод) удаляют из знутренней пОЛости стержневогю ящика. Ящик кантуют и из него удаляют излишки незатвердевшей /смеси вместе с влагой, которая адсорбируется на поверхности зерен кварцевого песка. Затем стержневой яшик разнимают 54 проводны, проводником является тонкая пленка связующего вещества, распределенного по повфхности зерен кварца. Вся затрачиваемая мощность выделяется в виде тепла в пленке связующего, вызывая ийтенсивный его разогрев и испарение влаги. Однако через 1S-2O с после начала процесса происходит полное обезвоживание поверхностного слоя, прилегаюего к аноду, и ток между анодом и катодом резко падает. Дальнейшее формиро ;. вание оболочки происходит за счет электроосмотического обезвоживания слоя смеси, прилегающей к аноду, в результате перемещеНия мОлекуЛ воды к катоду. Толщина образующейся оболочки зависит от величины напр5гженности постовнного электрического поля и длитеппьности осуществления процесса.; Для формовочной смеси, сод1ержащей 92% кварцевого песка 1КО2А, 2% бёнто- нита и 6% жидкого стекла { - 1,35г/см Yn 2,4), При напряженности постоянного электрического ЕГОЛЯ Е 4 В/см и длнт€ йьнести процесса 4О-60 мин толщина Образовавшейся оболочки 2-3 мм. Увеличение напряжетшости до Е.35 В/см приводит к образованию оболочки толщиной 46 мм через 1О-15 мин, а через 4О- / 60 мин толщина оболочки увеличивается до 12-15 мм. Прочность на изгиб изготовленной оболочки 22 кгс/см . Для формовочной смеси, содержащей 93% кйарцевого песка 1КО2А, 3% бентониТа и 4% сев, при напряженности постоянного электрического поля Е 1О В/см и длительности процесса 4О-60 мйн обеспечивается формирование оболочки толщиной 3-4 мм. Увеличение напря йенности до Е 50 В/см при той же дли- ; тельности процесса приводит к увеяиченйк) топщийы образовавшейся оболочки до 1б2О мм. Прочность на изгиб такой оболочки 12 кгс/см . По мере формирования оболочки влага, удаленная из нее, накапливается у катода и смачивает при этом незаТвердевшую стержневую смесь, которая вьтолняеТ роль адсорбента. После эйвершеПия прОцеси изготовленную таким спосюбом оболочку извлекают.
Полученная в описываемом устройстве оболочка обладает такими же прочностными характеристиками, как и в случае изготовления в известном устройстве. С днако длительность процесса в эттл случае значительно меньше и моярю изготавшсвать стержни с небольшим размером знаковой части .Стержневая смесь, удаленная из внутренней полости стерхойг йоспе завершения процесса формщюваяйя оболочки, не теряет своих техвошгич ких Свойств и может быть использовада для изготовления других стержней.
Формула изобретения
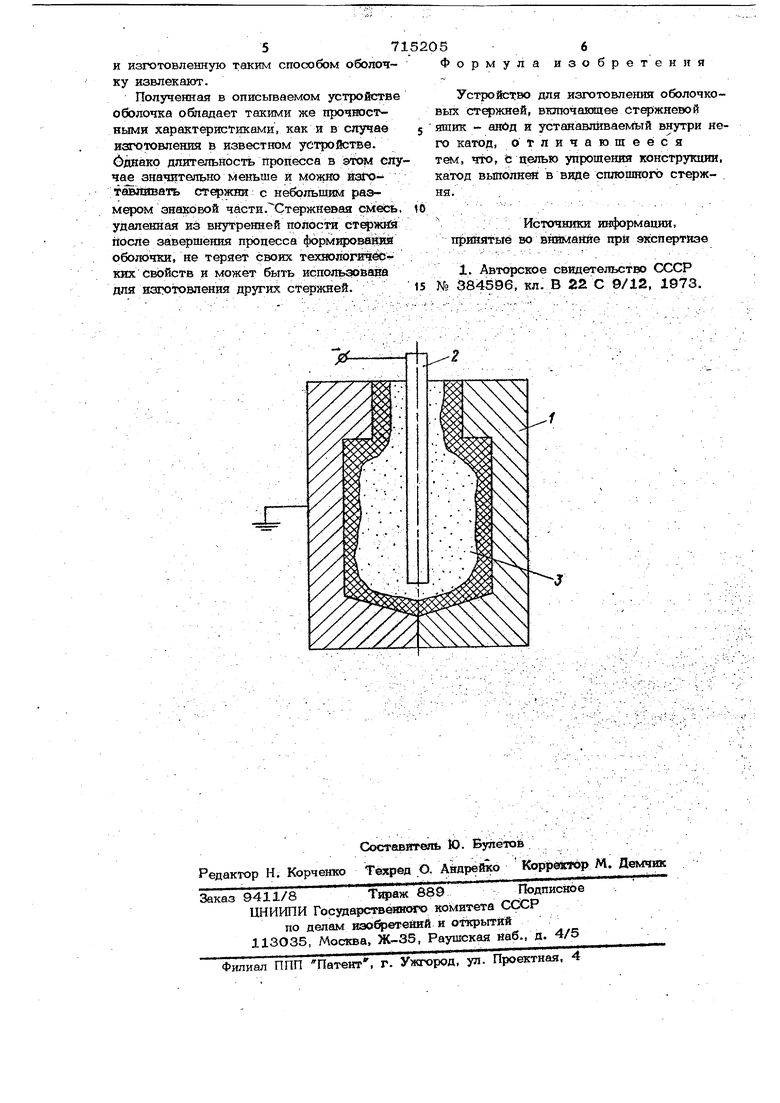
Устройство для изготовления оболочковых стержней, включающее стержневой ящик - анОд и устанавливаемьтй внутри него катод, отличают е ё с я тем, что, fc целью упрощения конструкции, катод выполнен в виде сплошного стержня.
;Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР 15 № 384596, кл. В 22 С 9/12. 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных оболочковых форм по постоянной модели | 1978 |
|
SU740383A1 |
| Стержневой ящик для изготовления оболочковых стержней электроосмотическим обезвоживанием смеси | 1977 |
|
SU725783A1 |
| Способ изготовления литейных форм | 1986 |
|
SU1359054A1 |
| СПОСОБ АКТИВНОГО ЭЛЕКТРООСМОТИЧЕСКОГО ОСУШЕНИЯ СТЕН ЗДАНИЙ И СООРУЖЕНИЙ ОТ ГРУНТОВЫХ ВОД | 1996 |
|
RU2103054C1 |
| Способ поверхностной подсушки литейной формы | 1976 |
|
SU565773A1 |
| ЗАЩИТА СТАЛИ В БЕТОНЕ ОТ КОРРОЗИИ | 2010 |
|
RU2544330C2 |
| Способ изготовления литейных оболочковых форм и стержней | 1985 |
|
SU1423261A1 |
| Способ электрофореза вСВОбОдНОМ пОТОКЕ CO СМЕщЕНиЕМи уСТРОйСТВО для ОСущЕСТВлЕНияэТОгО СпОСОбА | 1979 |
|
SU851246A1 |
| Смесь для изготовления литейныхОбОлОчКОВыХ фОРМ и СТЕРжНЕй | 1979 |
|
SU797834A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕДИЦИНСКОГО ЛИГНИНА | 1995 |
|
RU2110273C1 |
