(54) ПОЛУАВТОМАТ ДЛЯ ПАЙКИ ПОГРУЖЕНИЕМ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пайки и лужения конденсаторов | 1973 |
|
SU484943A1 |
| Полуавтомат для лужения контактов | 1975 |
|
SU571354A1 |
| Полуавтоматический станок для пайки | 1977 |
|
SU747639A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПАЙКИ ДЕТАЛЕЙ | 1966 |
|
SU186267A1 |
| Полуавтомат для лужения деталей | 1984 |
|
SU1194617A1 |
| Устройство для пайки погружением | 1990 |
|
SU1756050A1 |
| Устройство для регулирования уровня жидкости в сосуде | 1978 |
|
SU734628A1 |
| Автомат для пайки теплообменников | 1978 |
|
SU893428A1 |
| Установка для лужения и пайки погружением | 1980 |
|
SU912424A1 |
| Роторный автомат для лужения цилиндрических деталей | 1978 |
|
SU774841A1 |
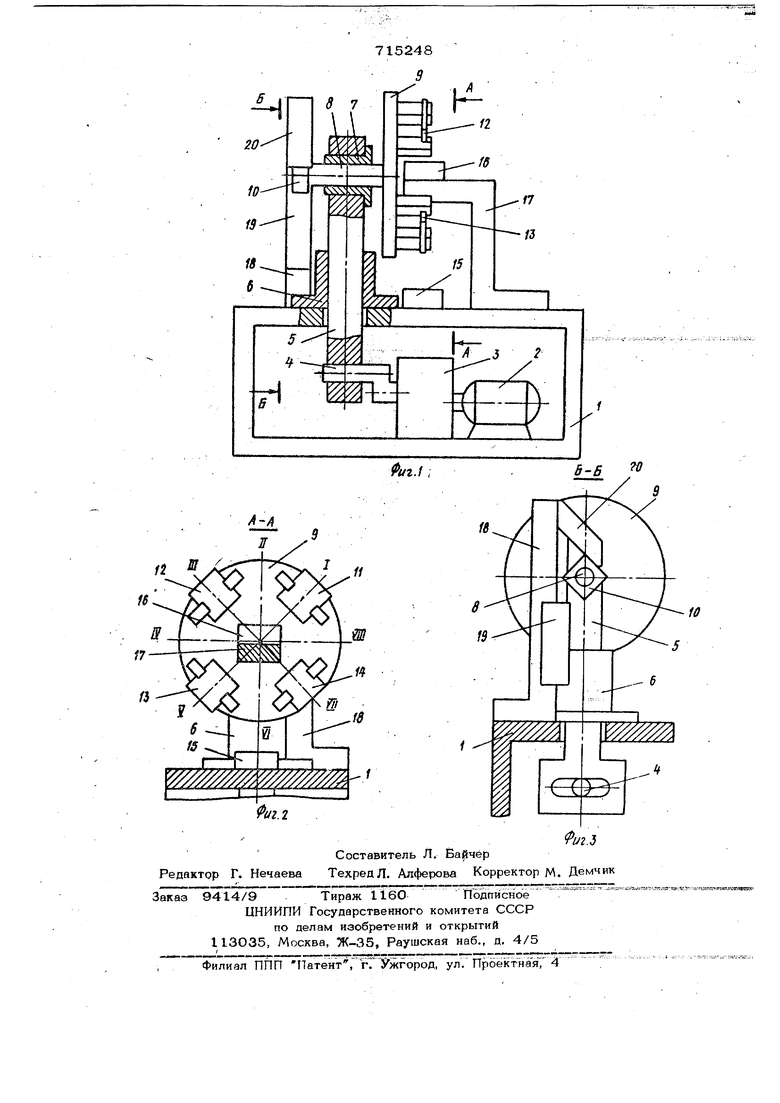
I . Изобретение относится к пайке, в част ности к устройствам для пайки погружением. Известно устройство для пайки погружением, в котором перемещение паяемьрс изделий чэт ванны к ванне осуществляется поворотным механизмом, на последнем закреплены паяемые изделия 1.11 Недостаток устройства заключается в отсутствии механизма, обеспечивающего поворот изделия для пайки швов, лежащих на противоположной стороне. Наиболее близок к предлагаемому по технической сущности полуавтоМ1ат Для пайки погружением двух сторон изделия, содержащий основание, на котором установлены ванны с припоем, стойка с планшайбой, несущей зажимы для закрепления паяемых изделий, механизм поворота пла шайбы 12}. Недостаток такого полуавтомата заключается в сложности конструкции из-за наличия специального механизма для рращения планшайбы с изделиями и малой производительности, так как вращение планшайбы осуществляется при остановке барабана. Цель изобретения - повышение производительности полуавтомата и упрощение конструкции. Это достигается тем, что в предлагаемой конструкции, механизм поворота планшайбы выполнен в виде кулачка квадратной формы, закрепленного на оси Ьращения планшайбы и двух направляющих, одна из которых расположена перпендикулярно к основанию и отстоит от оси вращения планшайбы на расстоянии, равном поло вине стороны квадратного кулачка, а другая под углом 45 к основанию. На фнг. 1 показан предлагаемый автомат; на фиг. 2 - то же, разрез А-А на фиг. I; на фиг. 3 - разрез Б-Б на фиг. 1. Полуавтомат содержит короб-основание ,1, в нижней полости которого установлен мотор 2 с редуктором 3. На выходном валу редуктора закреплен эксцентрик 4, входящий в отверстие стойки 5, которая может перемещаться в вертикальных на правляющих 6. В верхней части стойкив подшипниках 7 находитсяось В, на концах которой жестко закреплены справа плаашайба 9, слева квадратный кулачок 1О. На планшайбе при помощи специрльных зажимов устанавливаются паяемые детали 11, 12, 13 и 14, расположенные по окружности под углом 9 О . Ванны с расплавленным припоем 15 и 16 размещены одна над доугой, первая на верхней полке основания 1, вторая на прикрепленяой к основанию стойке, 17. Стойка 18, прикрепленйая к основанию I, имеет вертикальную направляющую 19, состоящую от оси вращения планшайбы на расстояние, равное половине стороны квадратного купачка lO, и направляющую 2О, расположенную под углом 45 к основанию. Работает полуавтомат следующим образом. В исходном положении стойка 5 с планшайбой 9 занимает крайнее верхнее положение, при этом кулачок Ю одной из своих сторон прилегает к направляющей 20, а паяемые детали, 11, 12, 13 и 14 находятся соответственно на позициях I Ш , Ч и УИ , При включении мотора эксцентрик 4 нач тнает вращаться. При этом стойка 5 вместе с планшайбой 9 начинает перемещаться вниз, кулачок Ю ПОД воздействием направл1пощей 19 вмес те с планшайбой поворачиваются на угол 45 (на фиг. 3 - по часовой стрелке), паяемые детали 11, 12, 13 и 14 пово. рачиваются соответственно на позиции П И. Y и yjD , после чего кулачок и планшайба вместе со стойкой 5 перемещаются вниз поступательно. В конце; перемещения происходит погружение деталей 11 и 13 соответственно в ванны с припоем 16 и 15, после чего Начинаетс Тперемещение стойки 5 вверх. В конце хо да вверх кулачок 1О под воздействием
715248 направляющей 20 снова поворачивается на угол 45 в ту же сторону (на фиг. 3 по часовой стрелке). При этом паяемые детали 11, 12, 13 и 14 перемещаются соответственно на позиции Ш , У , У и Т , а сторона кулачка 10 прилегает к направляющей 20, осле чего полуавтомат останавливается. Затем производится съем детали 14, расположенной на позиции i, установка на этой позиции новой детали, полуавтомат включается, и цикл повторяется. При этом происходит поворот планшайбы снова на две позиции, пайка второй стороны детали 12 и первой стороны вновь установленной детали. Таким образом, за каждый цикл с полуавтомата сходит готовая деталь, пропаянная с двух сторон. Формула изобретения Полуавтомат для пайки погружением, содержащий bCHbfiaiaHe, ha котором устадорлены ванны с припоем, стойка с планшайбой, несущей зажимы дЛя закрепления паяемых изделий, и меха11изм поворота пла1Щ1айбы, отличающийся тем, что, с целью повышения, производительности и упрощения конструкции, механизм поворота планшайбы выполнен в виде кулачкй квадратной формы, закрепленного на оси вращения планшайбы, и двух направляющих, одна из которых расположена перпендикулярно к основанию на расстоянии от оси вращения планшайбы, равном половине стороны квадратного кулачка, а другая располоисена под углом 45 к основанию. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельстве СССР № 548390, кл. В 23 К 3/06,07.03.74. 2. Авторское свидетельство СССР N9 115О38, кл. В 23 К 3/00, 13.O1.55.
