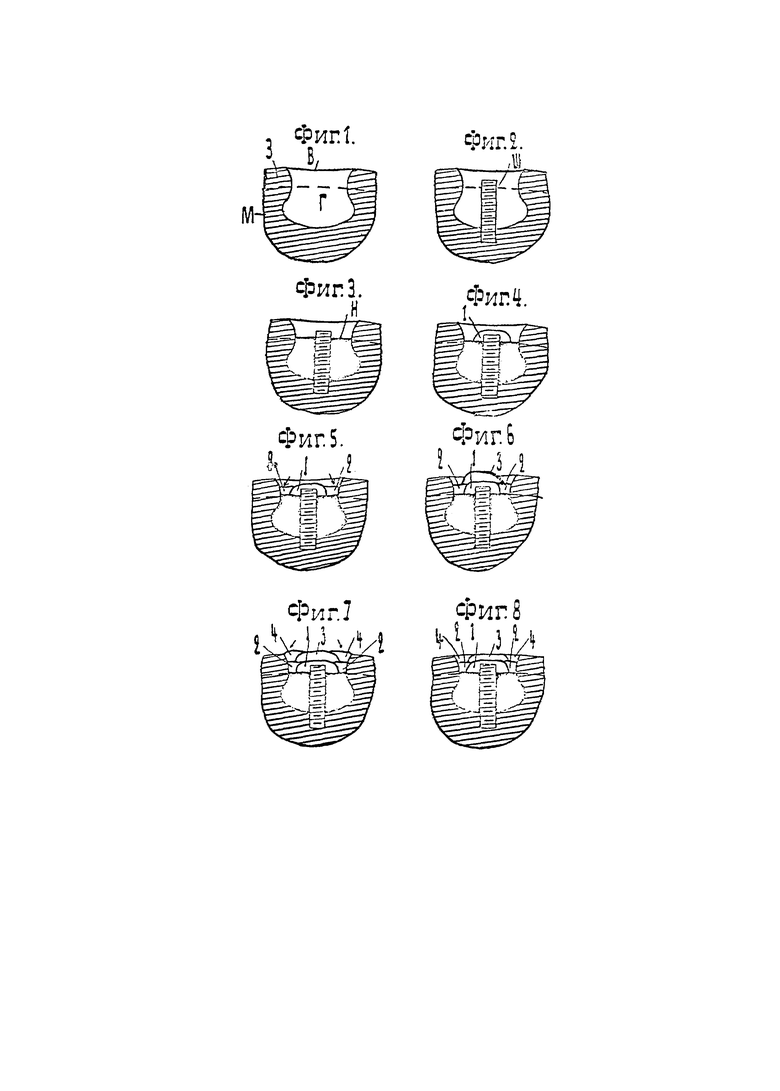
На фиг. 1-8 чертежа поясняется предлагаемый способ электрической заварки выбоин на закаленной поверхности чугунных вагонных колес, со следующими обозначениями: З - слой закаленного чугуна, В - выбоина, М - мягкий чугун, Г - гнездо в форме ласточкина хвоста, Ш - шуруп, Н - наплавка железным электродом, 1, 2, 3 и 4 - порядок наложения слоев.
На месте выбоины в поверхности выплавляется гнездо в форме ласточкина хвоста, проникающее в слой мягкого чугуна, примерно, на 4-6 мм (фиг. 1). Чтобы успешно произвести эту операцию (образование гнезда), необходимо употребить силу тока, примерно, 300 А, при напряжении, примерно, 65 V; электроды должны быть смазаны тройной обмазкой.
В дно полученного гнезда ввертываются от одного до трех шурупов, в зависимости от величины гнезда, так, чтобы их удобно было заварить; шурупы до поверхности колеса не доходят, примерно,. на 3 мм (фиг. 2).
Гнездо заваривается железным электродом до слоя закаленного чугуна (фиг. 3). Железным электродом наплавляется тонкий слой металла, примерно, в 2-3 мм, на поверхность закаленного слоя (длина наплавки, примерно, 10 мм), и немедленно производится проковка быстрыми и несильными ударами молотка до потемнения наплавленного слоя. Такими порциями постепенно заваривается вся поверхность у закаленного слоя. Необходимо следить, чтобы нагрев окружающего заварку места был весьма невелик (фиг. 4). На предыдущий (первый слой) наплавляется второй слой таким же порядком. Незаполненная часть гнезда заваривается, стальным электродом; порядок наложения слоев указан цифрами 1. 2, 3 и 4 (фиг. 5-8).
Выступающая часть заплавки защищается наждачным кругом, зубилом или напильником.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта изложницы | 1983 |
|
SU1096019A1 |
| Комбинированный способ сварки чугунных деталей | 1948 |
|
SU75682A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗНОСОСТОЙКИХ БИМЕТАЛЛИЧЕСКИХ ПЛАНОК | 1997 |
|
RU2108214C1 |
| Сплав | 1977 |
|
SU638443A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ШЕЕК ОСЕЙ ВАГОННЫХ КОЛЕСНЫХ ПАР ПУТЕМ ЛАЗЕРНОЙ НАПЛАВКИ | 1996 |
|
RU2107598C1 |
| Способ ремонта торца чугунной изложницы | 1983 |
|
SU1115844A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ ПРОКАТНЫХ ВАЛКОВ | 2000 |
|
RU2209706C2 |
| Способ плазменной наплавки | 1991 |
|
SU1797537A3 |
| СПОСОБ РЕМОНТА ТРУБ СВАРКОЙ | 2003 |
|
RU2247890C1 |
| УСТРОЙСТВО ДЛЯ РЕМОНТА ДЕТАЛЕЙ С ОТКРЫТЫМИ ПОВЕРХНОСТНЫМИ ДЕФЕКТАМИ | 2011 |
|
RU2477208C2 |
Способ электрической заварки выбоин на закаленной поверхности чугунных вагонных колес, характеризующийся тем, что сперва в место выбоины выплавляют проникающее в слой мягкого чугуна гнездо в форме ласточкина хвоста, после чего в дно гнезда ввертывают несколько шурупов и производят наплавку железнымэлектродом до слоя закаленного чугуна, затем наваривают тонкие слои металла на закаленную поверхность, каждый раз проковывая наплавленный слой в направлении, перпендикулярном к закаленной поверхности, и, наконец, незаполненную часть гнезда заваривают стальным электродом.
