; .., .;.. - , ,. I .- : ; .,.:::.-,
Изобретение относится к технологичё скому оборудованию для изтч)товления радиодеталей, в частности к устройствам рля напрессовки контактных элементов в виде металлических колпачков с проволочными выводами на пилиндрические керамические основания резисторов.:
Известно устройство для сборки резисторов, в котором механизм укладки контактных элементов в напресс овочнь е йЬлзуны выполнен в виде взату одействуК)ЩКХ с напрёссовочными ползунами отсекателей и ориентирующих каналов, в которых осуществляется перевод КОНТ6ЖТНЫХ узлов в процессе их перектещения из в тикально- го в горизонтальное положение, а на выходе ориентирующих каналов установле: п | вилкообразные; качающиеся ловители, служащие для фиксапии контактнь Х элементов по отношению к пазам напрессовочных ползунов jlj .
Недостатками известного устройства являются низкая надежность и низкое качество изделий из-за недостаточной то
кости укладки контактных элементов в напрессовочные ползуны.
Цель изобретения - повышение надежности и качества напрессовки контактных элементов.
Это достигается тем, что в устройстве дл:я сборси радиодеталей с осевыми выводами, преимущественно резисторов, содержащем станину с размешенными на ней механизмами напрессовки, выполненными в виде ползунов с продольными пазами, механизмами подачи и базирования оснований резисторов по позиции сборки, механизмами загрузки и укладки контактных элементов в напрессовочные ползуны и привод, механизмы укладки контактных элементов вьшолнейы в виде дисков с гнездами на их цилиндрической поверхности, Установленных в плоскости станины с . возможностью вращения, а ползуны механизмов HanpieccoBKH размешены нап лисками, причем в станине ссосно пазам ползу-, нов вьшрлненът прорези для прохода контактных элементов резисторов.
716071
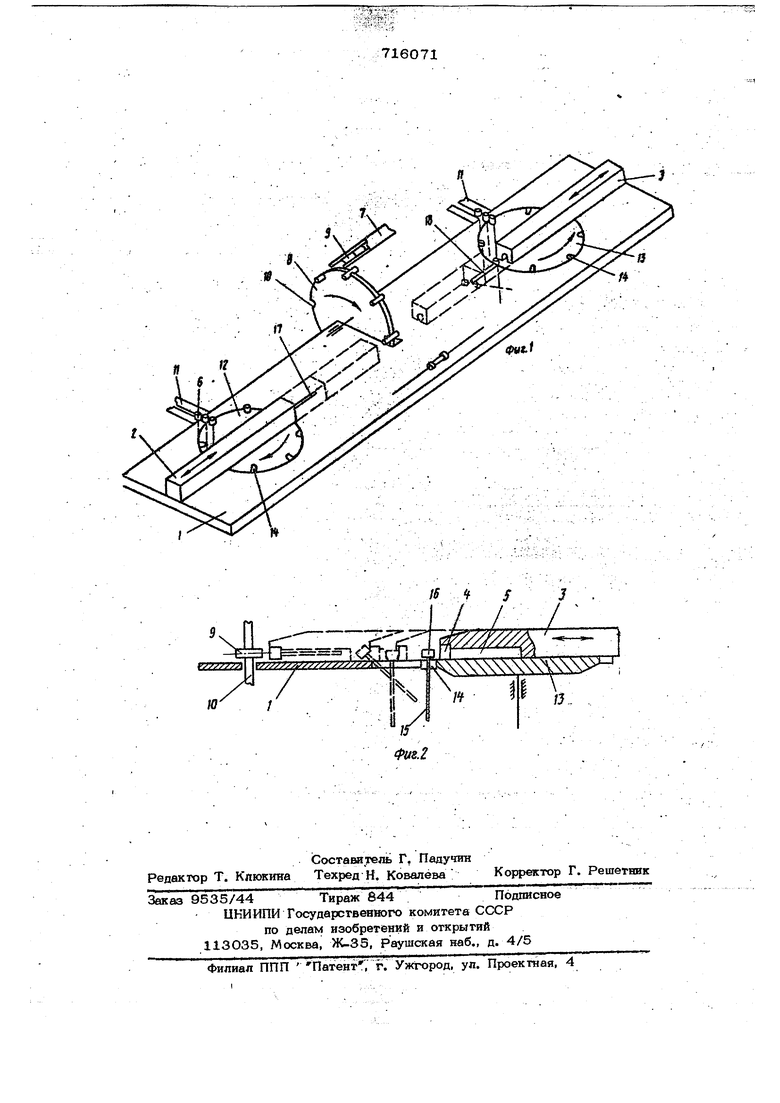
На фиг, 1 схематически изображено устройство, общий вид; на фяг. 2схемаричвзки изображена подача койтакгных электнтбв paa«ctojJ6E % гШзда пойзува меЗЕанизма напрессовки.,
Устройство содержит станину 1 с раз-, мёщённьш iaa ней механизмом йапрессовки, выполненным в виде двух ползунов 2 и 3, снабженных гнездами 4 с пазами 5 дпя размещения контактных элементов 6 10 собираемых резисторов; механизм подачй 7 и механизм базирования 8 цилиндрических керамических оснований 9 собираемых резисторов на позиции сборки, быполненный в биде диска с гнездами 10 для 15 фиксации керамических основатгай; механизмы загрузки 11 элементов, выполненные, например, в виде вибробункеров (на чертеже не показаны) и направляющих : каналов; механизм укладки 20 контактных элементов в ползутат 2 и 3 механизма -напрессовки, выполненные в виде дисков 12 и 13, расположенных в горизонтальной плоскости . в корпусе
станины и снабженных гнездами 14, рас- 25 положенными по образующей поверхности дисков и служащими для захвата контактных элементов за их проволочный вывод 15, при этом ширина гнезд 14 меньше диаметра металлических колпачков 16 кон-SO гактных элементов настолько, чтобы конТйктные элементы удерживались в этих выемках за колпачки в вертикальном положении. Над указанными дисками 12 и 13 размещены упомянутые ползуны 2 и з5 3 механизме напрессовки, а гнезда 4 и ; пазы 5 в ползунах, служащие для размещения контактных элементов, выполнены в нижней части ползунов и открыты к поверхности дисков 12 и 13, что р еспечи- 40 вает возможность подачи контактных эле-ментов в ползуны снизу вверх от традиционных конструкций устройств аналогич -Т(бГбш§йачешя, rii-es mW s 1
эйёмейтов осуществляется сверзу вниз или45 с торцов ползунов. В станине между дисками 12 и 13 в плоскости, параллельной плоскости пазов в ползунах дляразмещеjifflS проволочных выводов от контактных элементов, выполнены прорези 17 и 18 50 д Ля перемещения контактах б пементов на позицию сборки при двизкеник ползунов и
-«eipeBdfla KtiHTaKTHbix элементов из вертикального положения в горизонтальное. Ра-, бота указанньгх механизмов осущёствпя-. 55 ется от общего приводного механизма (на чертеже не показан).
Устройство работает следу кадим обра-, зом..,, ... -....- ., - ,,..-,, , V,
4
Контактные элементы 6 из механизмов 7 и 8 поступают в гнезда 14 прерывисто вращающихся дисков 12 и 13 и с помощью этих дисков поштучно подаются на позицию против прорезей 17 и 18 в станине 1. В момент останов;ки дисков 12 и 13 их гнезда 14 совпадают с прорезями 17 и 18, и ползуны 2 и 3, совер шая встречное возвратно-поступательно движение, находят своими гнездами 4 с пазами 5 на выступаюпдае над станиной колпачки 16 контактных элементов 6 н перемещают их. В процессе движения полЧ зунов контактные элементы своими проволочными выводами 15 упираются в торць прорезей 17 и 18, при этом контактные элементы переводятся из вертикального положения в горизонтальное, занима:ют с трого ориентированное положение i в ползунах и поступ ают на позицию сборки. Керамические основания 9 собираемых резисторов .поступают из механизма загрузки 7 в гнезда 1О диска 8 и устанав ливаются на позиции сборки. При дальнейшем перемещении напрессрвочных ползунов контактные элементы 6 своими колпачками 16 напрессовываются на торцы керамических гнезд 14, после чего ползуны 2 и 3 расходятся, а собранные резисторы выгружаются из диска 8.
Формула изобретения
Устройство для сборки радиодеталей с осевыми выводами, преимущественно резисторов, содержащее станину с размещенными lia ней механизмами напрессовки выполненными в виде ползунов, с продольными пазами, механизмами го дачи и базирования оснований резисторов на позиции сборки, механизмами загрузки и укладки контактных элементов в напрессовочные ползуны и привод, отличающееся тем, что, с целью повышения надежности и качества напрессовки контактных элементов, механизмы укладки контактных элементов выполнены в виде диоков с гнездами на их цилиндрической поверхности, установленных в плоскости станины с возможностью вращения, а ползунь1 мехМизмов напрессовки размещены над дисками, причем в станине соосно пазам ползунов Выполнены прорези для прохода контактных элементов резисторов.
Источники информации, принятые вовнимание при экспертизе
1. Авторское свидетельство СССР NO 216081, кл.Н 01 С 17/00, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое устройство для сборки радиодеталей с осевыми проволочными выводами | 1973 |
|
SU518807A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ СБОРКИ РАДИОДЕТАЛЕЙ С ОСЕВЫМИ ПРОВОЛОЧНЫМИ ВЫВОДАМИ | 1965 |
|
SU216081A1 |
| Устройство для сборки радиодеталей с осевыми выводами | 1982 |
|
SU1083240A1 |
| Кассета для фиксации и подключения выводов радиодеталей | 1977 |
|
SU687478A1 |
| Устройство для транспортирования радиодеталей | 1974 |
|
SU600626A1 |
| Линия для изготовления групповых пакетов монолитных керамических конденсаторов | 1982 |
|
SU1173455A1 |
| Устройство для контроля электрических параметров радиодеталей | 1983 |
|
SU1264247A1 |
| Устройство для перемещения радиодеталей преимущественно в установках металлизации и сборки радиодеталей с выводами | 1987 |
|
SU1451882A1 |
| Устройство для контроля электрических параметров радиодеталей | 1987 |
|
SU1619349A1 |
| Устройство для упаковывания радиодеталей в клейкие ленты | 1985 |
|
SU1399215A1 |
,. „. ,..ГГ11
////а| I ///// //////луг д
IS / j
/ / /
/
0
|,/
Рш.2
