(54) НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированные ножницы | 1985 |
|
SU1286350A1 |
| ВЫСОКОМОМЕНТНЫЙ ВАРИАТОР | 2000 |
|
RU2179673C1 |
| Устройство для переключения ремизоподъемной каретки ткацкого станка на обратный ход | 1986 |
|
SU1461781A1 |
| ЛЕТУЧИЕ НОЖНИЦЫ | 1978 |
|
SU866883A1 |
| Летучие ножницы | 1977 |
|
SU742054A1 |
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1971 |
|
SU305967A1 |
| Радиально-ковочная машина | 1978 |
|
SU729915A1 |
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ | 1971 |
|
SU429904A1 |
| Пружинонавивочный автомат | 1974 |
|
SU506460A1 |
| Барабанные летучие ножницы | 1976 |
|
SU656755A1 |
. i ..
Изобретение относится к обработке металлов давлением И может быть использовано в заготовительных «exait машиностроительных и металлообрабатывающих заводов.
Известны ножницы для резки проката, содержащие смонтированные «ajOTaнине неподвижный нож, подпружиненный корпус, несущий подвижный нож и вза-, имодействующий с установленным на приводном кривошипе подпружиненным блоком, и механизм согласования перемещений корпуса и бойка
К недостатку этих нржний следует отнести значительную массу вращаквдегося блока ножей, что снижает дЬлХОвечностьНожниц в связи с увеличение динамических нАгруэок на механизм включения привода блока ножей. Кроме того, в процессе отрезки прокат постоянно вращается, что усложняет конструкцию подающего рольганга и также снижает долговечность ножниц.
С целью увеличения долговечное предлагаемые ножницы снабжены вргоцакхцейся соосно с блоком ножей серьгой контактирующей одновременно с корпусом и с бойком, при этом корпус смонтирован шарнирно с возможностью возвратно-поступательного качания в плокости, перпендикулярной к оси подачи проката, а механизм согласования перемещений корпуса и бойка выполнен в виде зубчатой передачи, связывакице серьгу с кривошийом, и двух встроенных в эту передачу, муфт: кулачковой и обгонной.
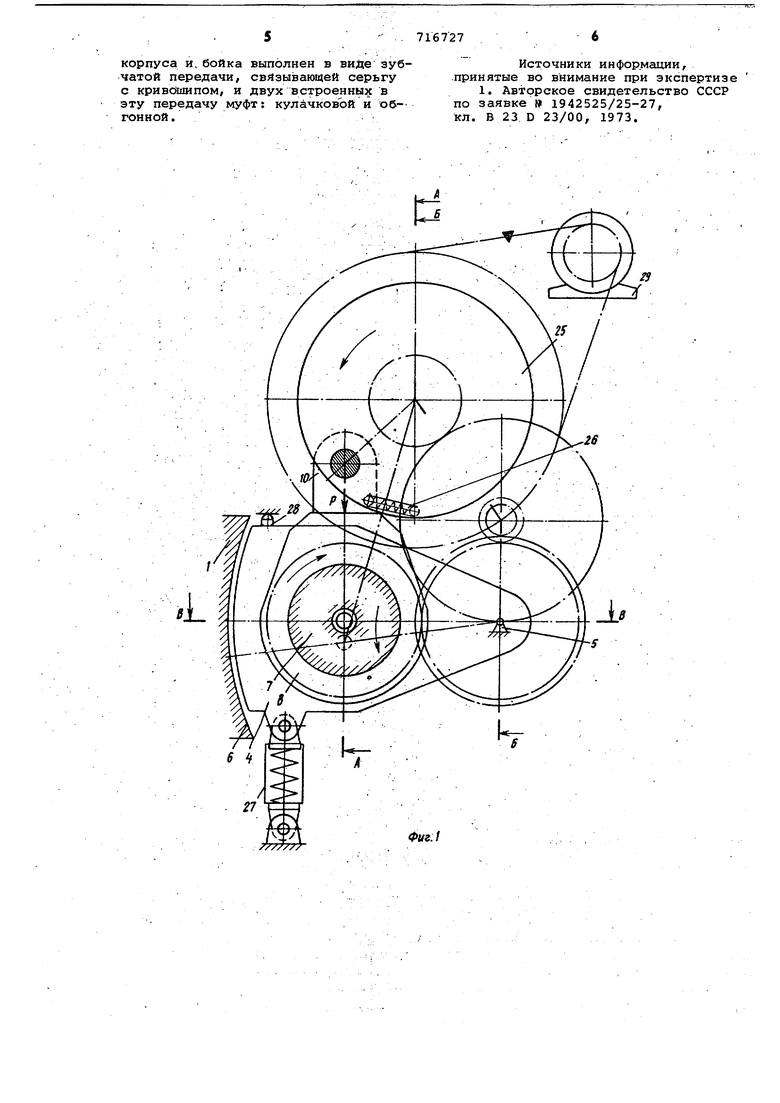
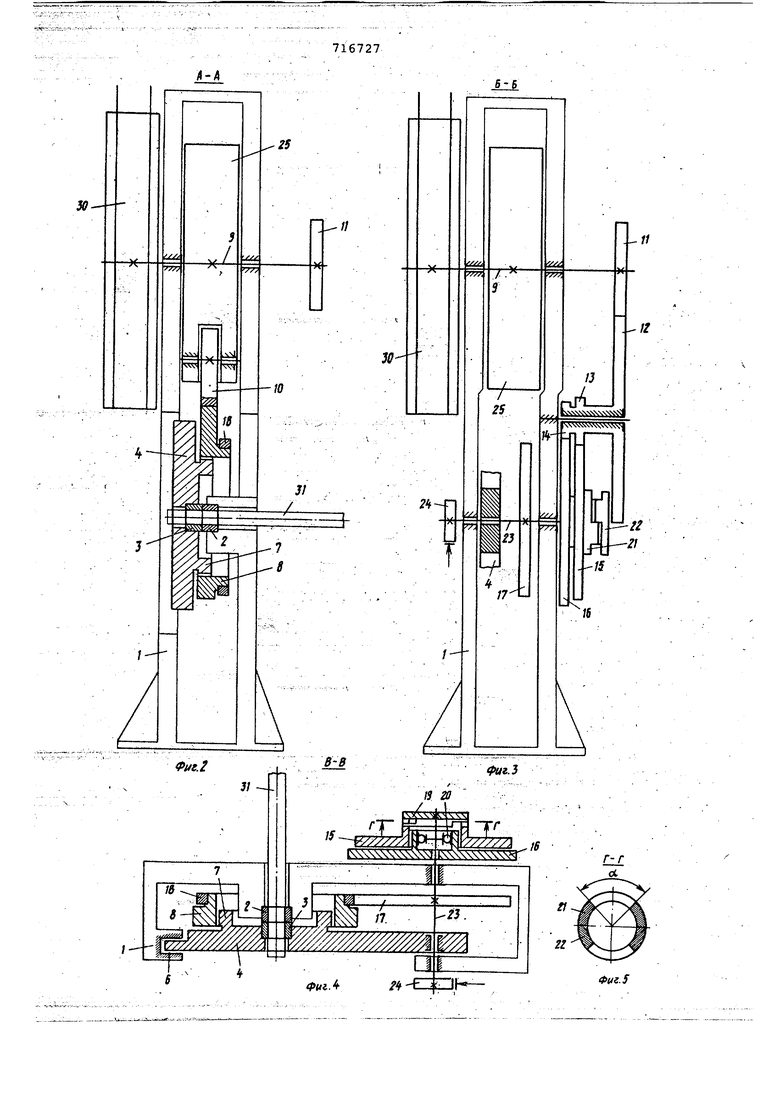
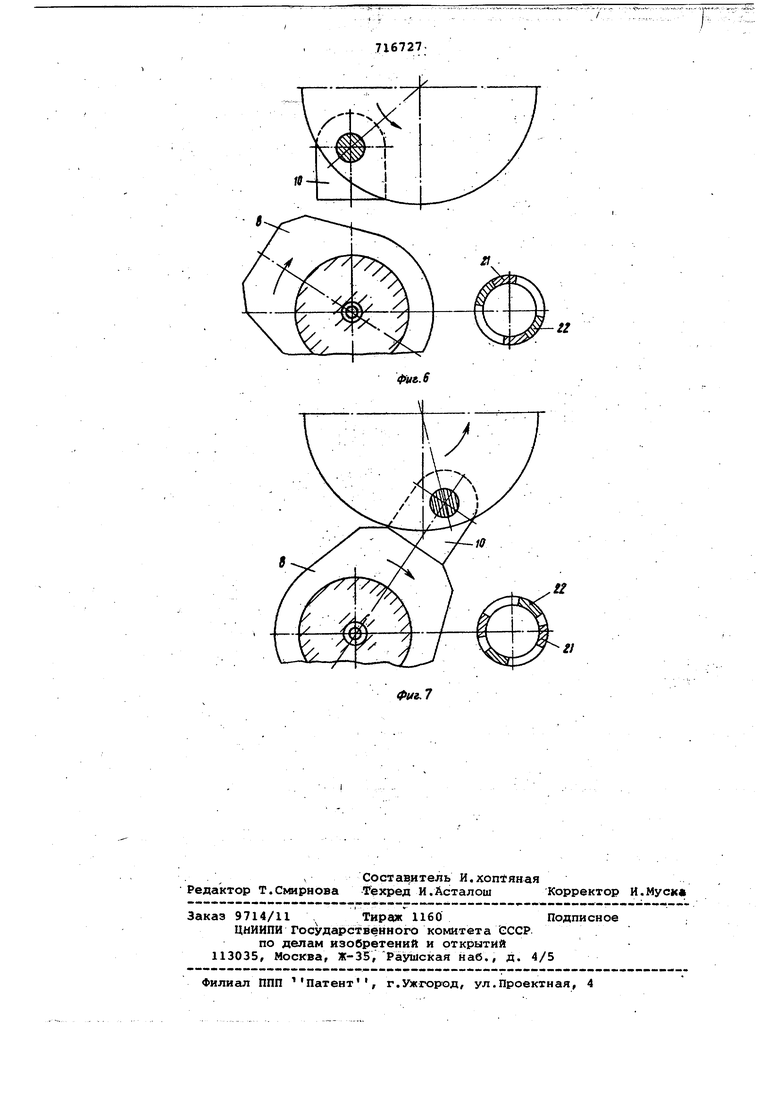
на фиг. 1 изображена конструктивная схема ножниц; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 4; на фиг. 6 и 7 - положения бойка и серьги в различные моменты работы ножниц.
В станине 1 укреплен неподвижный нож 2, а подвижный нож 3 - в корпусе 4, установленном на шарнирной опоре 5 и в направляющих 6 станины, на опоре 7 корпуса 4 размещена вращающаяся серьга 8, кинематически связанная с валом 9 привода вращения бойка 10 через зубчатые шестерни 11и муфты: кулачковую 19 и обгонную 20.
Ведущая полумуфта 21 (см. фиг.5) кулачковой муфты19 смонтирована на шестерне 15, а ведомая полумуфта
22 - на валу 23, на котором жестко укреплена шертерня 17. Ведущая полукйФта обгонноймуфты 20 укреплена на шестерне 16, а, ведомая - на валу 23. Между кулачками полумуфт 21 и 22 предусмотрен зазор, обеспечивающий возможность относительного поворота полумуфт.на некоторый у;гол о. на валу 23 установлен тормоз 24, Боек 10 установлен на шейке кривошипа 25, укрепленного на валу.9, и удерживается при вращении кривошипа в исходнрм положении пружиной 26. Корпус 4 опирается на амортизатор 27 и фикси- руется в исходном положений упором 28. Вращение кривошипа 25 осуществляется от электродвигателя 29 через клиноременйую передачу. Шкив 30 выполняет роль маховика. Число оборотов серьги в единицу времени содтветсТвует числу отрезаемых от проката за тотовок. Число оборотов криiBOiimna выбирается, й.схЬдя из заданной скОЕ)Ости перемещения подвижного ножа. --.----- - ,
ножницы работают следующим образом.: .; .
Кривошип 25 с бойком 10 вращается непрерывно. Вращение серьги 8 на onbjpe 7 корпуса 4 .осуществляется от вала 9 через шестерни 11, 12, 13 и 15, кулачковую муфту 19, вал 23 и шестерни 17 и 18. При. этом обгонная муфта 20 выключена, поскольку перёдаточное число зубчатого заЦепле1€ия шестерен 13 и 15 меньше передаточного числа зубчатого зацепления шестерен 14 и 16.
Прокат 31 подается в ножи до упора (на чертеже не показан) в тот период поворота серьги, вращанйиеся боек; 10 и серьга 8 не займут положение/показанное на фиг. 6. Общее передаточное (целое) число йёЗк у числом оборотов кривошипа 25 « ЧисЛом оборотов .серьги 8 выбирается таким, чтобы один оборот кривошипа серьга из положения, при котором контур серьm не пересекается с окружностью, описываемой наиболее удаленной от центра вращения кривошипа точкой бойка 10 (см. фиг. 6), поворачивается и занимает положение (см. фиг. 1)/ когда боек и серьга смыкаются.
При дальнейшем повороте кривошипа 25.боек 10 повррачйвается на шейке кривошипа, чем обеспечиваетсяпостоянный его .контакт .с серьгой 8 и сжнхроннре вращение кривощипа и серьги. При этом корпусу 4, несущему подвижный нож 3, сообщается качательнйе движение, в результата чего происходит относительное перемещение ножей, Ь йаюцшх от проката загЬтбйку. Амортизатор 27 служит для уравновешивания корпуса 4 и сохранения постоянного, контакта между бойком и серь.гой после срыЬа нагрузки.
в период синхронного вращения кривошипа и серьги ведомая полумуфта 22 оперетсает ведущую 21 за счет увеличения угловой скорости. Ёращения серьги 8. С целью исключения соударения полумуфт при дальнейшем вращении серьги 8, начиная с момента, изображенного на фиг. 7, включается тормоз 24, уменьшающий угловую скорость вращения серьги довеличины, соответствующей числу оббротов ведомой полумуфты обгонной муфты 20, при котором обгонная муфта включается и вращение с вала 9 на серьгу 8 передается через шестерни 11, 12, 14, 16, обгонную муфту 20, вал 23 и шесг терни 17 и 18. Серьга 8 принудительно выводитей за траекторию вращения бойка в период последующего полного оборота кривошипа 25. ,
. Вследствие того, что число Оборотов шестерни 1.5 больше числа оборото шестерни 16, через определенный угол поворота берьги после включения Обгонной муфты ведущая полумуфта 21 входит в контакт с ведомой 22. Обгонная муфта 20 выключается и вращение серьги 8 вйовь осуществляется через цепь шестерен Г1, 12, 13, 15, муфту 19, вал 23, шестерни 17 и 18, чем обеспечивается гарантированная встреча бойка 10 с серьгой 8 в положении, изображенном на фиг. 1.
Перемещением проката в ножи до упора Начинается следующий цийл работы . машины . . : .
.Предлагаемая конструкция-ножниц позволяет значительно уменьшить массы вращающихся элементов, получающих ускорение в период отрезки заго.товки От проката, .чем снижаются динамические нагрузки на элементы привода вращения серьги; Этим достигается увеличение скорости отрезки и повышение долговечности йожнйц. ножницы могут быть исполь.зованы при закрытой и полузакрытой схемах резки.
Формула изобретения
. / - . -, - ..-..,,..-; . .- i -.
ножницы для резки црокат.а, содерйсащие смонтированные на станине неподвижный нож, подпружиненный корпус j несущий подвижный нож и взаимодействующий с установленным на приводном кривошипе подпружиненным бойком, и механизм согласования перемещений корпуса и бойка, о тли ч а Ю щи е с я тем, что, с целью увеличения долговечности, они снабжены вращакядейсясоосно с блоком ножей серьгой, контактирующей одновременно с корпусом и. с бойком, при этом корпус смонтирован шарнирно с возможностью возрратно-поступательного качания в плоскости, перпендикулярной к реи подачи проката, а механизм согласования перемещений
корпуса и.бойка выполнен в виде зубчатой передачи, связывающей серьгу с кривошипом, и двух встроенных в эту передачу муфт: кулачковой и обгонной.
Источники информации, .принятые во внимание при экспертизе
ы
.
|4444Vyi.44VS4444
