1
Изобретение относится к обработке металлов давлением, в частности к устройствам для резания непрерывно движущегося проката на мерные длины.
Известны летучие ножницы, содержащие размещенные на станине режущий механизм и его привод с,дифференциалом, входное звено которого соединено с приводным механизмом, а выходное - с валом ножей 1.
Однако необходимость настройки двух групп механизмов при регулировании длины отрезаемого материала приводит к снижению точности длин отрезаемого материала.
Известны летучие ножницы, содержащие станину, режущий механизм, смонтированный на эксцентриковом валу, дифференциал с тремя подвижными звеньями, у которого входное звено связано с приводом, а выходное - с эксцентриковым валом, щарнирнорычажный механизм в виде кривощипа и связанного с ним коромысла с переменным углом качания, кулачок, закрепленный на эксцентриковом валу, и муфту в виде двух полумуфт и замыкающего сухаря, взаимодействующего с ними и связанного с третьим подвижным звеном дифференциала посредством кулачка, при этом одна полумуфта закреплена на валу коромысла, а другаяна станине 2.
Однако точность отрезаемых длин снижается из-за переключения замыкающего сухаря управляемой муфты при вращающемся коромысле щарнирно-рычажного механизма, что приводит к проскальзыванию и ударам в муфте, в результате чего происходит быстрый ее износ.
Целью изобретения является повыщение точности отрезаемых длин и предотвращения износа управляемой муфты.
Это достигается тем. что летучие ножницы снабжены мальтийским механизмом, кривощип которого соединен с эксцентриковым валом, а его крест - с кривощипом щарнирно-рычажного механизма.
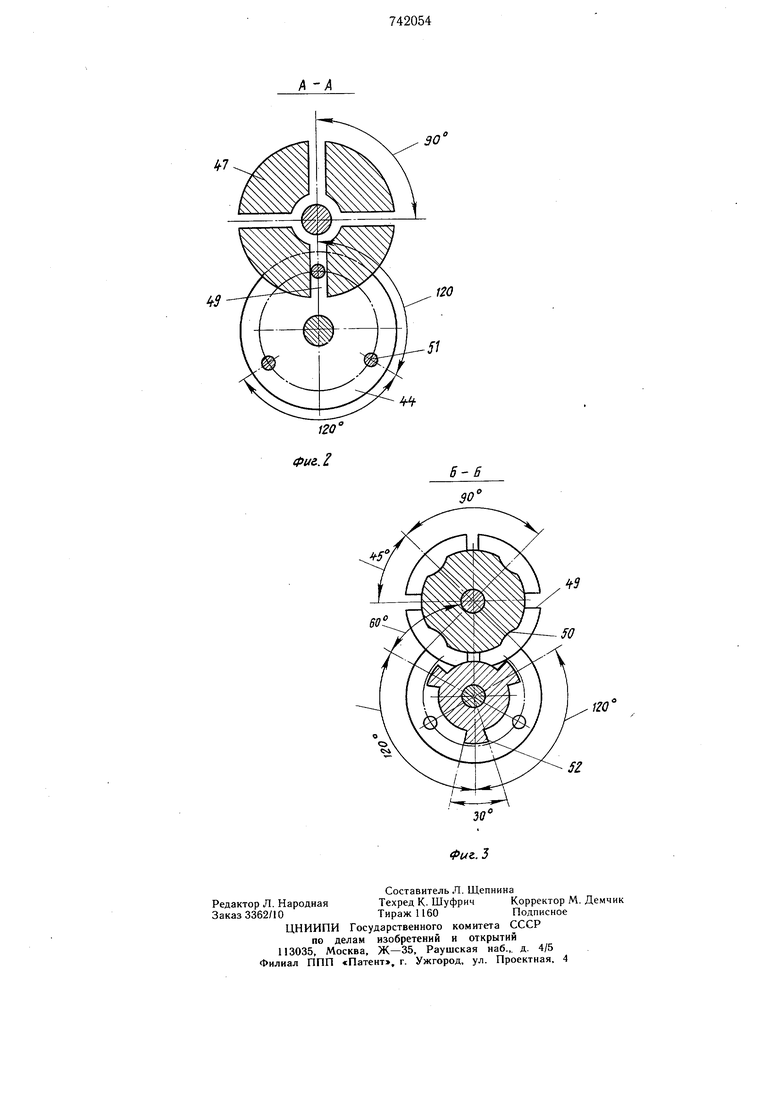
На фиг. 1 изображена принципиальная кинематическая схема, например, рычажнокачающихся летучих ножниц; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1.
Летучие ножницы содержат размещенные на станине 1 режущий механизм 2, смонтированный на приводном валу 3, дифференциал 4, сидящий на этом же валу 3 и соединенный через распределительный редуктор 5 с приводом 6 ножниц, а через зубчатую передачу 7 - с управляемой муфтой 8,кулачок 9, закрепленный на валу 3 и связанный рычажной системой 10 с управляемой муфтой 8, шарнирно-рычажный механизм И, также соединенный с этой муфтой. Кроме того, устройство включает мальтийский механизм 12, связанный посредством зубчатой передачи 13 с шарнирно-рычажным механизмом 11, а посредством зубчатой передачи 14 - с управляемой муфтой 8 и приводным валом 3, и подающие ролики 15, соединенные через распределительный редуктор 5 с приводом 6.
Режущий механизм 2 состоит из верхнего 16 и перемещающегося по его направляющим нижнего 17 суппортов, несущих ножи 18 и 19 и смонтированных на эксцентриках 20 и 21 приводного вала 3, узла качания в виде эксцентрикового вала 22, соединенного зубчатой передачей 23 с приводным валом 3, и шатуна 24, щарнирно связанного с верхним суппортом 16.
Дифференциал 4 имеет три звена: входное 25, соединенное с редуктором 5, выходное 26, сидящее на приводном валу 3, и подвижное звено 27.
Управляемая муфта 8 состоит из подвижной полумуфты 28, закрепленной на валу 29, неподвижной полумуфты 30, закрепленной на станине 1, и замыкающего сухаря 31, установленного с возможностью перемещения вдоль вала 32, соосного валу 29, под действием кулачка 9.
На валу 32 замыкающего сухаря 31 смонтирована шестерня 33 зубчатой передачи 7, связывающей третье подвижное звено 27 дифференциала 4 с замыкающим сухарем 31. Шарнирно-рычажный механизм 11, содержит кривощип 34, расположенный на валу 35, бугель 36, щарнирно связанный с кривощипом 34, щатун 37 и коромысла 38, закрепленные на валу 29 подвижной полумуфты 28, а также узел регулирования длины отрезаемого материала 39 за счет изменения угла качения коромысла 38. Этот узел состоит из ползущки 40, скользящей по бугелю 36 и позволяющей изменить расстояние между ползущкой 40 и кривошипом 34 и, как следствие, изменить величину качения бугеля 36, связанного шатуном 37 с коромыслом 38 и щарнирно связанного с ним винта 41, соединенного зубчатой передачей 42 с приводом 43.
Мальтийский механизм 12 состоит из кривошипа 44 с тормозом 45, расположенных на валу 46 с угловым смещением один относительно другого на 60° и соединенных с помощью зубчатой передачи 14 с приводным валом 3, и креста 47, расположенного на валу 48 и соединенного с помощью зубчатой передачи 13, кривошипного вала 35 с бугелем 36 щарнирно-рычажного механизма 11.
Крест 47 выполнен в виде диска с четырьмя пазами 49, выполненными под углом 90° один к другому, и четырьмя выемками 50, смещенными относительно пазов 49 на 45°. Кривошип 44 мальтийского механизма имеет три цевки 51, расположенные под углом 120° Тормоз 45 выполнен в виде фигурного диска с тремя выступами 52, расположенными под углом 120°, протяженность каждого выступа соответствует 30°.
Летучие ножницы работают следующим образом.
Подающие ролики 15, вращающиеся от привода 6 ножниц с постоянной угловой скоростью, непрерывно подают разрезаемый материал 39 в режущий механизм 2, соверщающий возвратно-качательное движение при каждом обороте приводного вала 3 под действием шатуна 24 механизма качания. Число оборотов эксцентрикового вала 22 последнего совпадает с шагом оборотов приводного вала 3, а величина эксцентриситета обеспечивает согласование горизонтальных проекций скоростей ножей 18 и 19 суппортов 16 и 17 со скоростью материала в период отрезки.
Резка материала происходит за счет встречного движения суппортов 16 и 17 под действием противоположно направленных эксцентриков 20 и 21 приводного вала 3. В этот период согласование скоростей подающих роликов 15 и приводного вала 3 достигается за счет их жесткой кинематической связи через распределительный редуктор 5, при этом подвижное третье звено 27 дифференциала 4 застопорено.
В период рабочего хода, который начинается со сведения суппортов 16 и 17 ножей 18 и 19 и заканчивается началом разведения последних, т.е. через 180° поворота приводного вала 3, кривощип 44 мальтийского механизма 12, соединенный с приводным валом 3 через зубчатую передачу 14, повернется на 120°. При этом цевка 51 кривошипа44 входит в паз 49 креста 47, поворачивая его на 90°, выходит из зацепления и проходит оставшиеся 30°, прежде чем следующая цевка 51 войдет в очередной паз 49 креста 47.
Как только цевка 51 выйдет из паза 49 креста 47 выступ 52 тормоза 45 войдет в выемку 50 и на протяжении 30° поворота тормоза 45 крест 47 будет занимать неподвижное положение, в результате чего бугель 36, шатун 37, коромысло 38 и подвижная полумуфта 28 остановлены. В этот период происходит переключение замыкающего сухаря 3 управляемой муфты 8 под действием кулачка 9, в результате чего сухарь 31 соединяет третье подвижное звено 27 дифференциала через зубчатую передачу 7 и вал 32 с неподвижной полумуфтой 30.
Переключение муфты соответствует 30° остановки креста 47, после чего цикл работы мальтийского механизма 12 повторяется.
тормоз 45 освобождает крест 47, а кривошип 44 входит в зацепление с крестом, темсаМым движение от приводного вала 3 передается шарнирно-рычажному механизму 11, который во время рабочего хода работает вхолостую.
В период холостого хода режущего механизма, который начинается с развода суппортов 16 и 17 ножей 18 и 19 и заканчивается началом сведения последних работа мальтийского механизма 12 аналогична рабочему ходу, переключение муфты 8 происходит в обратном направлении при остановленных коромысле 38 шарнирно-рычажного механизма 11 и третьем звене 27 дифференциала 4. При этом замыкающий сухарь 31 соединяет щарнирно-рычажный механизм 11 через подвижную полумуфту 28 с третьим подвижным звеном 27 дифференциала 4.
Направление вращения третьего звена 27 дифференциала 4 способствует замедлению (ускорению) «скорости вращения приводного вала 3 в период холостого хода, а величина поворота зависит от длины отрезаемого материала, которая определяется при постоянной скорости его транспортировки временем между двумя очередными резами, состоящими из двух периодов: периода постоянной скорости вращения приводного вала 3, когда дифференциал 4 работает как редуктор, и периода переменной скорости вращения приводного вала, когда дифференциал 4, щарнирно-рычажный 11 и мальтийский 12 механизмы образуют замкнутую передачу, передаточное число которой определяет скорость приводного вала 3.
Регулирование угла поворота третьего подвижного звена 27 дифференциала 4 для настройки длины отрезаемого материала производится регулировкой угла качания коромысла 38 посредством изменения положения оси качания бугеля .36, расположенной на ползущке 40 щарнирно-рычажного механизма 11 с помощью винта 41 и его привода 45. Регулирование длины отрезаемого материала на ходу без остановки ножниц производится только в период рабочего хода ножниц по команде от кулачка 9, -когда коромысло 38 щарнирно-рычажного механизма 11 движется вхолостую.
Это обеспечивает точность длин отрезаемого материала при переходе с одной длины -на другую.
Предлагаемая конструкция может быть применена и в барабанных летучих ножницах, у которых вал ножей соединен с барабаном.
Наличие мальтийского механизма обеспечивает прерывистое движение его креста при постоянно вращающемся кривощипе, что позволяет переключать замыкающий сухарь управляемой муфты при неподвижном коромысле щарнирно-рычажного механизма и третьем звене дифференциала, тем самым исключая удар и проскальзывание в муфте при ее переключении.
По предварительным подсчетам экономический эффект от внедрения изобретения в год составит примерно 30 тыс. руб.
Формула изобретения
20
Летучие ножницы, содержащие станину, режущий механизм, смонтированный на приводном валу, дифференциал с тремя подвижными звеньями, у которого входное звено связано с приводом ножниц, а выходное с валом, шарнирно-рычажный механизм в виде кривощипа и связанного с ним коромысла с переменным углом качания, кулачок, закрепленный на приводном валу, и муфту в виде двух полумуфт и замыкающего сухаря, взаимодействующего с ними и связанного с третьим подвижным звеном дифференциала посредством кулачка, при этом одна полумуфта закреплена на валу коромысла, а .другая - на станине, отличающиеся тем, что, с целью повыщения точности отрезаемых длин, они снабжены мальтийским механизмом, кривощип которого соединен с приводным валом, а его крест - с кривошипом шарнирно-рычажного механизма. Источники информации,
принятые во внимание при экспертизе
1.Кульбачный И. Г. Механическое оборудование прокатных цехов. М., Металлургиздат, 1946, с. 697.
2.Авторское свидетельство СССР
№ 541598, кл. В 23 D 15/02, 1975 (прототип).
35
4-7 itS
У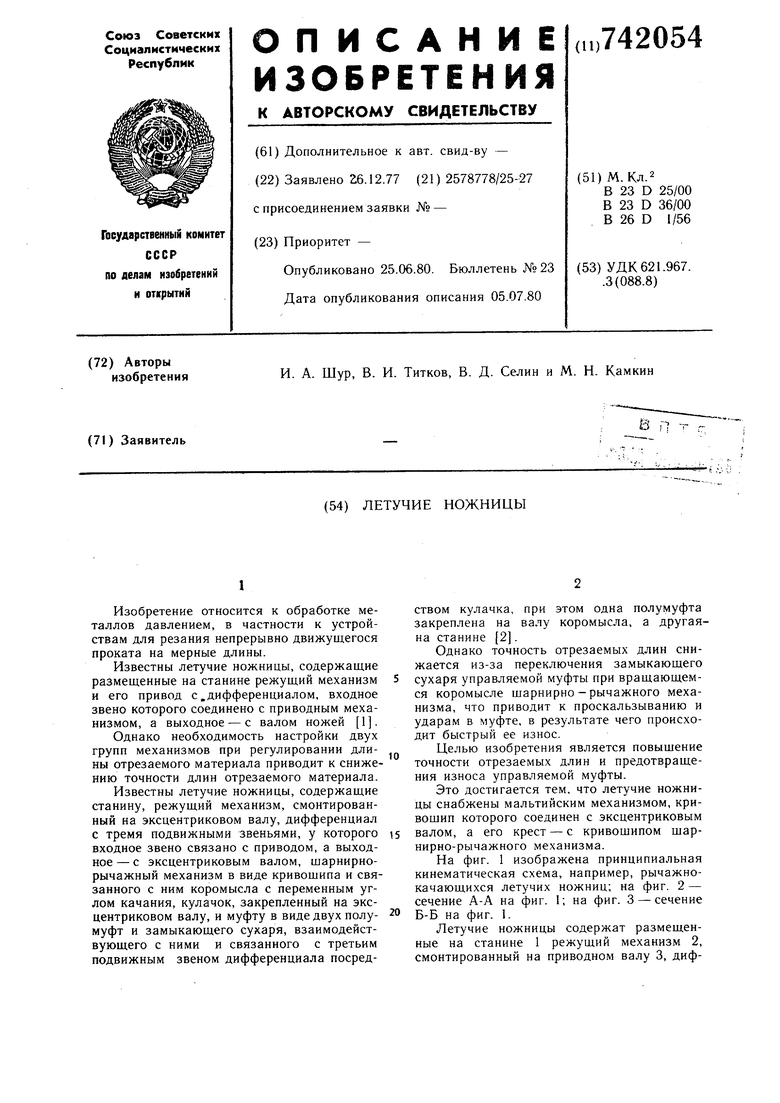
| название | год | авторы | номер документа |
|---|---|---|---|
| Летучие ножницы | 1975 |
|
SU541598A1 |
| Устройство для выравнивания скорости ножей летучих ножниц | 1980 |
|
SU975256A1 |
| Комбинированные ножницы | 1985 |
|
SU1286350A1 |
| Передача прерывистого вращения | 1984 |
|
SU1180605A1 |
| ДЕЛИТЕЛЬНОЕ УСТРОЙСТВО | 1971 |
|
SU294416A1 |
| Качающиеся летучие ножницы | 1973 |
|
SU554958A1 |
| Летучие ножницы | 1988 |
|
SU1625597A1 |
| РЕГУЛИРУЕМОЕ УСТРОЙСТВО ДЛЯ ПРЕОБРАЗОВАНИЯ ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ В КОЛЕБАТЕЛЬНОЕ | 2005 |
|
RU2307271C1 |
| УСТРОЙСТВО для МОНТАЖА ВЕНТИЛЯ НА РУКАВЕ ПНЕВМАТИЧЕСКОЙ КАМЕРЫ | 1973 |
|
SU374198A1 |
| Привод катерки пишущей машины | 1976 |
|
SU674938A1 |