Изобретение относится к элeктpoxимичecки методам обработки, например к электрохимической обработке (ЭХО) непрофилированным электродом - инструментом изделий сложной конфигурации типа шаблонов, вырубных штампов и т. п.
Известен способ ЭХО, при котором на движущийся электрод-инструмент предварительно наносят тонким слоем соль, растворяемую в рабочей зоне струей воды с образованием токопроводящего раствора между .электродами 1
Однако малая производительность этого способа ЭХО обусловлена тем, что при увеличенной скорости перемотки проволоки солевой осадок не успевает полностью раствориться под струей воды, и продесс обработки прекращается.
Способ по авт. свид. № 513824 предполагает образование равномерной шшнки при введении процесса ЭХО на непрофилированном электроде-инструменте путем его извлечения из водного раствора электрсзлита с определегшой скоростью. При этом в зависимости от вязкости и плотности раствора электролита скорость извлечения непрофнлированного электрода-инструмента может, начиная с 1 м/сек, доходить до 20 м/сек.
Однако при скоростях извлечения непрофилироБа1Шого электрода-инструмента из раствора электролита больших 20 м/сек пленка на его поверхносте практически перестает образовываться, что огрщгичивает возможность применения известного способа при повышенных скоростях обработки.
Цель изобретения состоит в обеспечении образования электропроводящей пленки гфи скоросгях извлечен1 я рабочей поверхности электрода-инструмента из раствора электролита больших 20 м/сек.
Это обеспечивается те.м, что в предложенном способе элект{оохимической обработки, при котором на рабочей поверхносш электрода-инструмента, перемещаемой в направлении обрабатываемой детали, создают электропроводную пленку путем извлечения указанной новерх1юсти из раствора-электролита, на рабочей поверх1шсти электрода-инс1-румента предварительно обрЛЗуЮТ МПКрОПСООВПОСТП VJlyfMli fV П ;
лО мкм.
Образоваяъ такие мнкрснеровностя ns Чей поверхиосп электрода--)Н(:гр}/мента к-юяопо, {тапример, npv-i помощи зясктрогфозиониого енособ- обработки.
1- ш1Ичие никроиеротиюстеИ размером ise ivie- нее 20 мкм образует па ис1верх 1ости элекарода-инстру-мента регулярное чередовап-ие г.ладип и выступов, которые при извлечении рййс-чей iiorsepxHocTH электрода-инструмента кз рпсг.вора электролита способствуют удонлггворп ольному захвату и удержанию жидкого раст:иОрз электролита на извлекаемой из него пове1; аюсти со скоростью большей 20-ти м/сек.
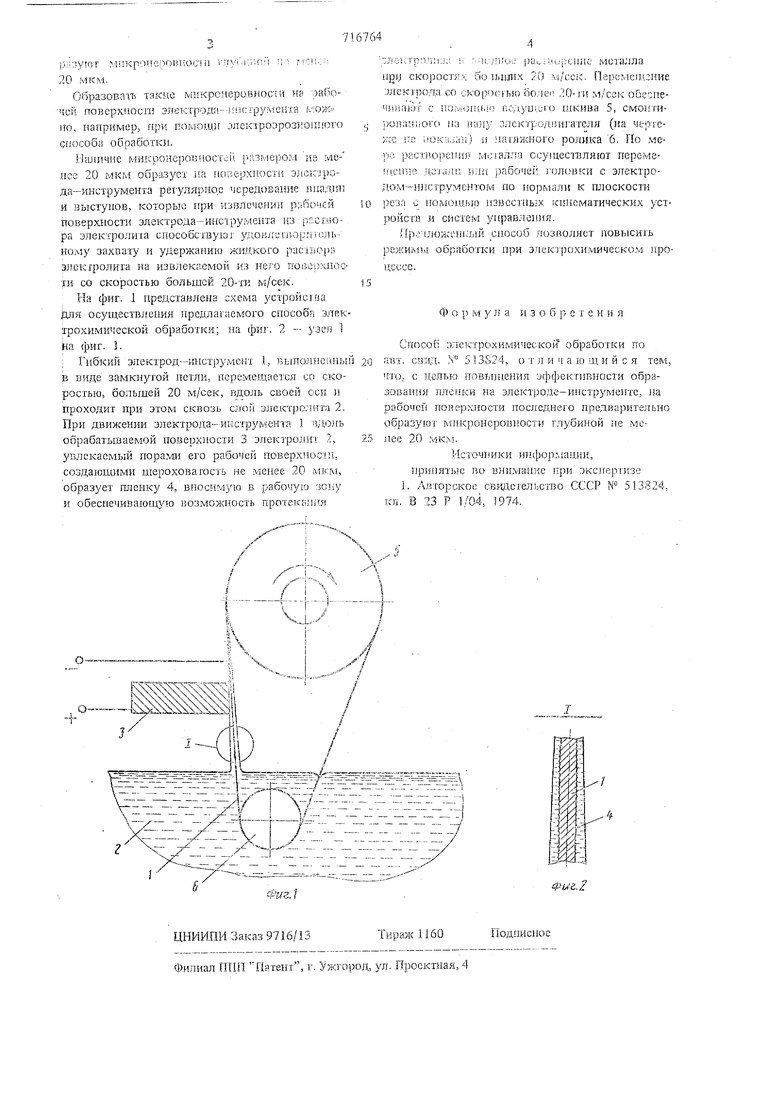
На фиг. 1 предстанлена схема устройсхва Для осуществ/гешш предлагаемото способа электрохимической обработки; на фиг. 2 - узел i на фиг. 1.
; Гибкий электрод-ш-ютрзмснт I, вьшолнон.ны в виде замкнутой петли, переме дается со скоростью, большей 20 м/сек, вдоль своей осп н проходит при этом сквозь слой 3JieKTf)o:niTa 2. При движении электрода-инструмента 1 Г1,;}.оль обрабатьшаемой поверхпости 3 электролит 2, увлекаемый порами ето рабочей поверхности, создающими шероховатость не менее 20 , образует пленку 4, вносимую в рабочую и обеспечивающую возможность протекапгш
г;ле1.:трпл;1:,1 pUi,к-ирсшш мста;ша прзи скоростях бо Uiiuiix 20 м/сск, Персмепсиие мекгролд со скороссью йолео 20-ги м/сск обеспечивгиот с г;ог«(лиыо fiCvi.yU.uo шкива 5, смоитиролашюго на налу электрод1И1гателя (на черте/;;с но i)OK;i.;;iJi) и шгяжного ролика 6. По мере растпорепия металла осуществляют персмеHiciUio .цспаяи 1ли мбочей головки с электродогч1-янсгрумЕНтом ПО нормали к шюскости )езп с помоиилр 11звсстиь;к синематических устройств и систем укравлеиня.
л1р.:;лложениый способ позволяет повысить режилял обработки при электрохимическом процессе.
Ф о р м у Ji а и 3 о б р с т е н и я
Способ хюктрохимической обработки по aisT. . N 5 3S24, о т л и ч а ю щ и и с я тем, ито, с .гдггььэ повьнпения эффективности образовання пленки на электроде-инструменте, lia рабочей поне эх1Юсти последнего предварительно образуют мпкронеровпости глубиной не менее 20 мк,.
л сгочники Ш1фор.,1ад11И, принятьн; во внимание при экспертизе
1. Авторское свидетельство СССР № 513824. кл. В 23 Р 1/04, 1974.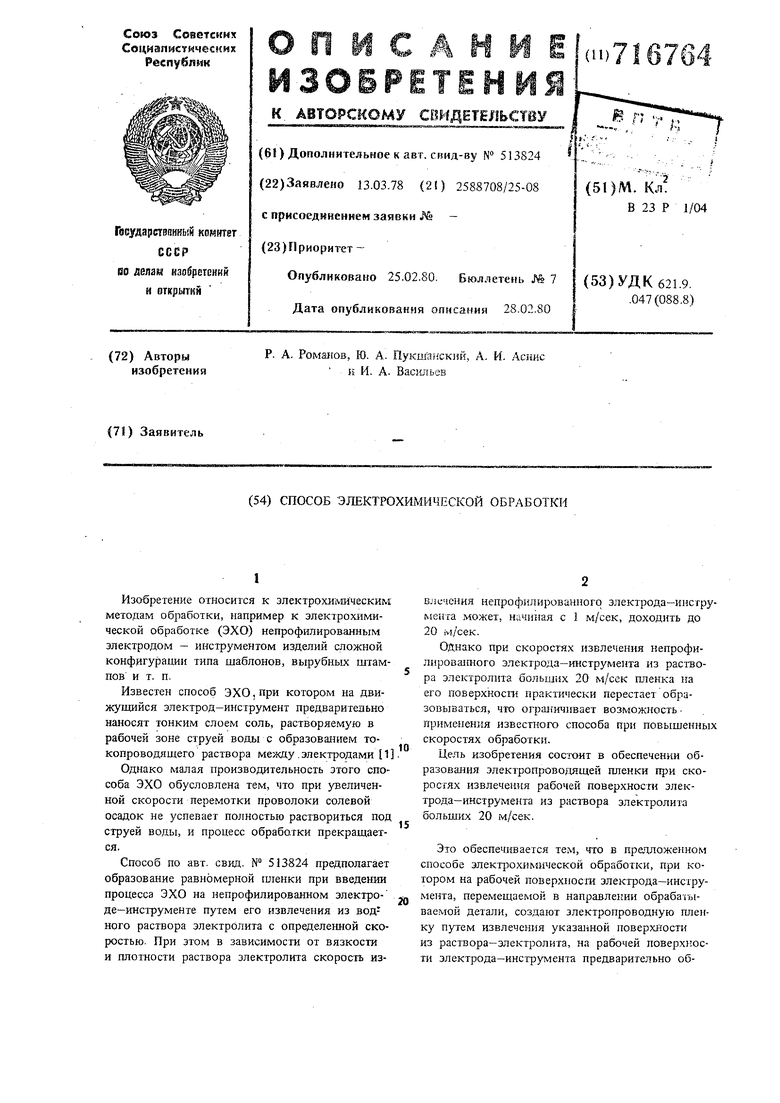
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1991 |
|
RU2028885C1 |
| Способ электрохимической обработки | 1974 |
|
SU513824A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| Способ размерной электрохимической обработки | 1984 |
|
SU1273219A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФИНИШНОГО ФОРМООБРАЗОВАНИЯ ПОВЕРХНОСТИ ГАЛЕВ ТКАЦКИХ СТАНКОВ | 2000 |
|
RU2201851C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2271905C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТВЕРДЫХ WC-Co СПЛАВОВ | 2011 |
|
RU2465993C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РЕЗКИ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1994 |
|
RU2078654C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО МИКРОФОРМИРОВАНИЯ | 2004 |
|
RU2255843C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2465991C2 |
