т. к. при этом не успевает полностью раствориться солевой осадок и процесс обработки прекращается.
С целью повышеиия точности обработки на электроде-инструменте создают пленку электролита равномерной толщины, ностоянного состава и концентрации путем его извлечения из водного раствора электролита со скоростью 1-20 м/сек.
Электрод-инструмент может быть выполнен, ианример, в виде проволочной петли, сваренной методом стыковой контактной электросварки, и перемещающимся вдоль своей оси с помощью роликов, один из которых служит одновременно в качестве токоиодвода.
Количество жидкости, остающейся на новерхности инструмента, зависит от скорости его извлечения из жидкости, от ее вязкости и плотности. Изменяя указанные параметры, можно в определенных пределах регулировать толщину пленки на поверхности электрода-проволоки при извлечении его из электролита.
Постоянство концентрации и состава электролита и точках, равноудаленных от оси электрода-проволоки, а также по высоте рабочей зоны обеспечивает отсутствие колебаний проводимости.
Предлагаемый способ позволяет обеспечить высокоточную электрохимическую обработку деталей, благодаря строгой равномерности ТОЛИ1ИНЫ пленки электролита по высоте реза и в любом поперечном его сечеиии. Он обеспечивает также возможность получения малой (до 0,2 мм) ширины реза, благодаря относительно небольшой (0,1-0,2 мм) толщины пленки электролита на катоде-инструменте.
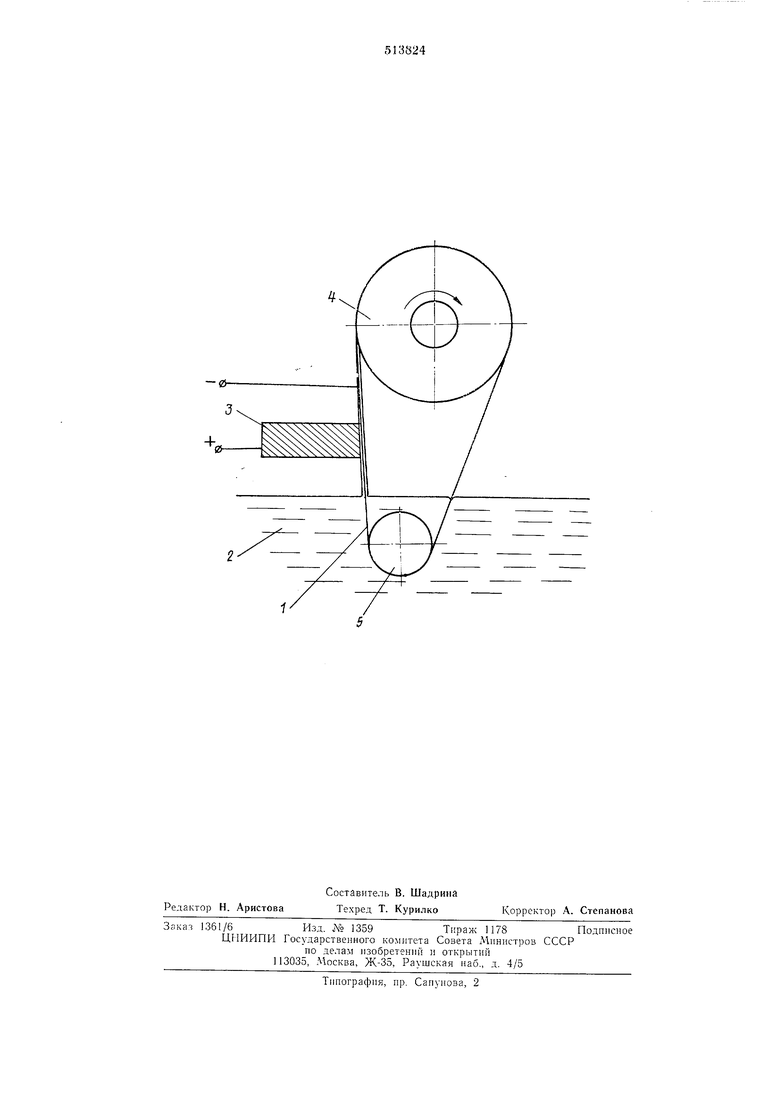
На чертеже представлена схема устройства для осуществления предлагаемого способа, Гибкий электрод-инструмент 1, выполненный в виде замкнутой петли, перемещается со скоростью 1-20 м/сек вдоль своей оси и проходит при этом сквозь слой электролита 2. При движении электрода-инструмента
вдоль обрабатываемой поверхпости 3 электролит 2, впосимый при этом в рабочую зону, обеспечивает возможность протекания электролиза и анодное растворение металла. Перемен,ение электрода с достаточной для быстрой и непрерывной смены электролита в рабочей зоне скоростью (1-20 м/сек) обеснеiiiiuacTCM с помощью шкива 4, смонтированного на валу электромотора, и натяжного ролика о. По мере растворения металла осуществляется перемещение стола с деталью или рабочей головки с ироволокой-инструментом но нормали к плоскости реза с помощью пзаестных кинематических устройств и систем уиравления.
Ф о :i м у л а изобретения
Способ электрохимической обработки непрофилированным электродольинструментом, движущимся вдоль своей оси, отличающийся тем, что, с целью повышения точности обработки, на электроде-инструменте создают пленку электролита равномерной толпингы. постоянного состава и концентрации путем его извлечения из водного раствора электролита со скоростью 1-20 м/сек.
-0
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимической обработки | 1978 |
|
SU716764A2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РЕЗКИ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1994 |
|
RU2078654C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1991 |
|
RU2028885C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| Способ электрохимической обработки кольцевым электродом-инструментом | 1991 |
|
SU1773613A1 |
| Агрегат непрерывной электрохимической обработки круглых металлических изделий | 1990 |
|
SU1805140A1 |
| Способ электрохимической обработки | 1964 |
|
SU327752A1 |
| СПОСОБ ПОЛУЧЕНИЯ СОРБЦИОННОГО МАТЕРИАЛА | 2017 |
|
RU2645131C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ВРАЩАЮЩИМСЯ ЭЛЕКТРОДОМ С ЭКСЦЕНТРИСИТЕТОМ РАБОЧЕЙ ПОВЕРХНОСТИ | 2016 |
|
RU2622075C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО РАЗДЕЛЕНИЯ ЛИСТОВЫХ МАТЕРИАЛОВ | 2004 |
|
RU2275279C2 |