Изобретение относится к электрохимическим методам обработки, в частности к электрохимической обработке непрофилированным электродом-инструментом (ЭИ), и может найти применение при изготовлении различных пазов и каналов, а также при окончательной доводке поверхности предварительно обработанных изделий сложной конфигурации, например штампов и форм.
Известен способ электрохимической обработки непрофилированным электродом-инструментом, движущимся вдоль своей оси, когда на электроде-инструменте создают пленку электролита равномерной толщины, постоянного состава и концентрации путем его извлечения из водного раствора электролита со скоростью 1-20 м/c.
Недостатком данного способа является сложность поддержания стабильного межэлектродного зазора при осуществлении процесса, особенно при больших значениях скорости извлечения электрода. Этот недостаток еще более усиливается при изменении температуры электролита из-за увеличения коэффициента линейного расширения проволочного электрода. В результате этого существенно снижается производительность электрохимической обработки из-за непостоянства межэлектродного зазора.
Известен также способ электрохимической обработки деталей сложного контура непрофилированным электродом-инструментом (проволокой, стержнем), согласно которому с помощью сопла вдоль электрода-инструмента и соосно с ним подают струю электролита со скоростью истечения в десятки метров в секунду.
Недостатком такого способа является сложность создания одинаковой скорости протока по всей активной (рабочей) длине стержневого электрода, что вызывает неравномерность свойств физико-химических и гидродинамических параметров электролита в межэлектродном промежутке (МЭП), которая в свою очередь приводит к снижению производительности и точности обработки.
Кроме того, на поверхности электродов-инструментов в процессе их изготовления и эксплуатации могут быть образованы такие дефекты, как царапины, мелкие заусеницы, забоины и разрушения ЭИ от микропробоев МЭП. Наличие на поверхности ЭИ перечисленных дефектов в процессе электрохимической обработки с интенсивной прокачкой электролита через МЭП вызывает неравномерность потока электролита, которая выражается в разделении потока электролита на ряд струек, особенно сильно, если эти дефекты расположены на выходной кромке ЭИ. Струйность потока электролита вызывает в свою очередь неравномерный съем металла, что ведет к образованию на обработанной поверхности впадин и выступов, направление которых совпадает с направлением движения электролита в зазоре. Это резко увеличивает шероховатость, снижает производительность и точность обработки. Высота выступов достигает при этом 0,05-0,1 мм.
Наиболее близким техническим решением к изобретению является способ электрохимической обработки непрофилированным электродом-инструментом с подачей электролита вдоль его поверхности, по которому при обработке электрод-инструмент приводят в колебательное движение, направление которого совпадает с направлением потока электролита.
При осуществлении способа сложно обеспечить постоянство физико-химических и гидродинамических параметров электролита по всей длине рабочей части электрода-инструмента, что снижает точность и производительность обработки. На поверхности электрода-инструмента в процессе изготовления и эксплуатации могут образоваться царапины, заусенцы, забоины и следы разрушения от микропробоев. Наличие этих дефектов вызывает неравномерность потока электролита в межэлектродном промежутке, разделение потока на ряд струек. Струйность потока электролита вызывает неравномерный съем металла, что приводит к образованию на обработанной поверхности в направлении движения электролита и электрода-инструмента дефектов типа впадин, выступов. Высота выступов и глубина впадин может достигать 0,05-0,1 мм. Это снижает качество и производительность обработки.
Задача изобретения - создание способа электрохимической обработки непрофилированным электродом-инструментом с таким направлением колебательного движения электрода-инструмента, которое исключало бы образование на обрабатываемой поверхности изъянов, вызываемых дефектами электрода-инструмента.
Это решается тем, что по способу электрохимической обработки непрофилированным электродом-инструментом с подачей электролита в зону обработки и с колебательным движением электрода-инструмента, согласно изобретению электрод-инструмент приводят в колебательное движение в направлении, перпендикулярном направлению движения электролита в зоне обработки, при этом электроду-инструменту сообщают колебания с частотой 10-100 Гц и амплитудой 0,1-1,0 мм.
По данному способу подачу электролита и колебания электрода-инструмента производят в разных направлениях, перпендикулярных друг другу. При таких условиях реализации способа значительно снижается влияние на качество изделия локальных дефектов электрода-инструмента, при этом повышается точность, качество и производительность обработки.
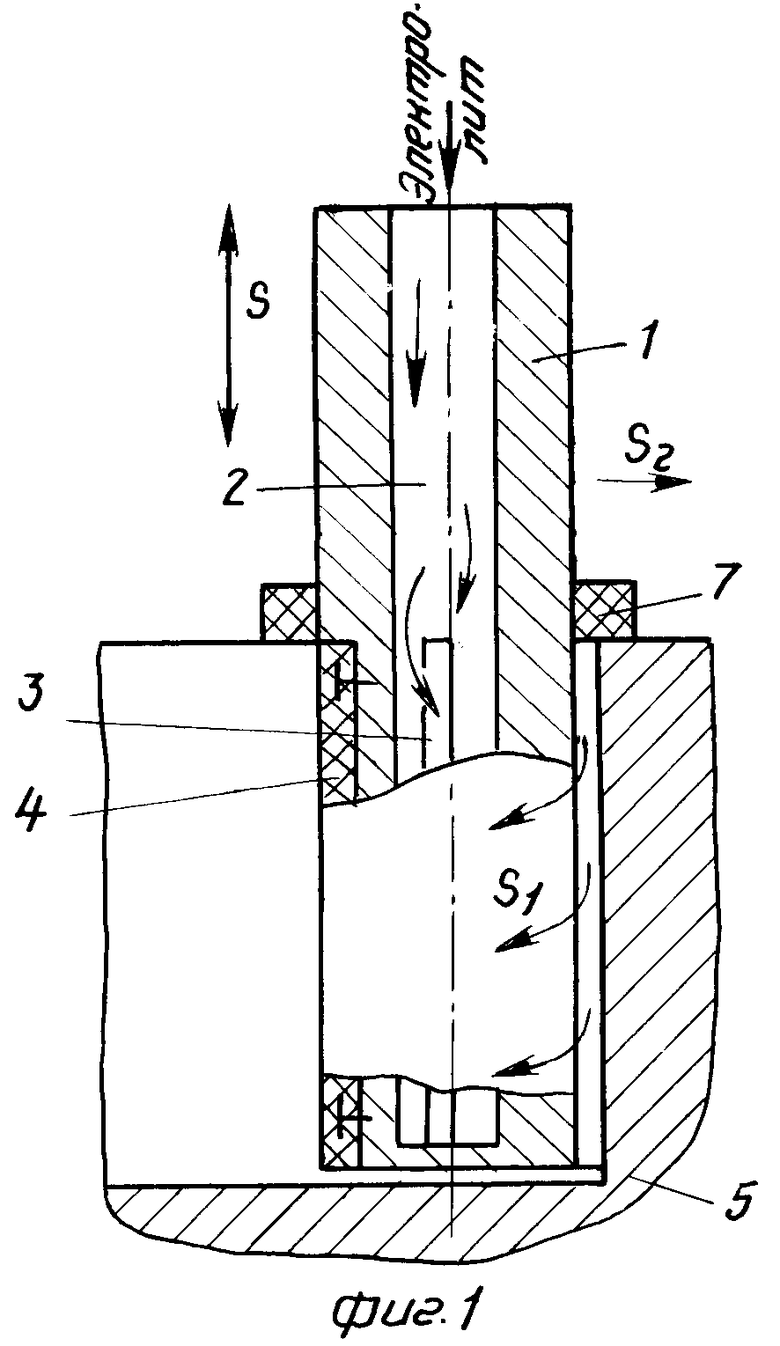
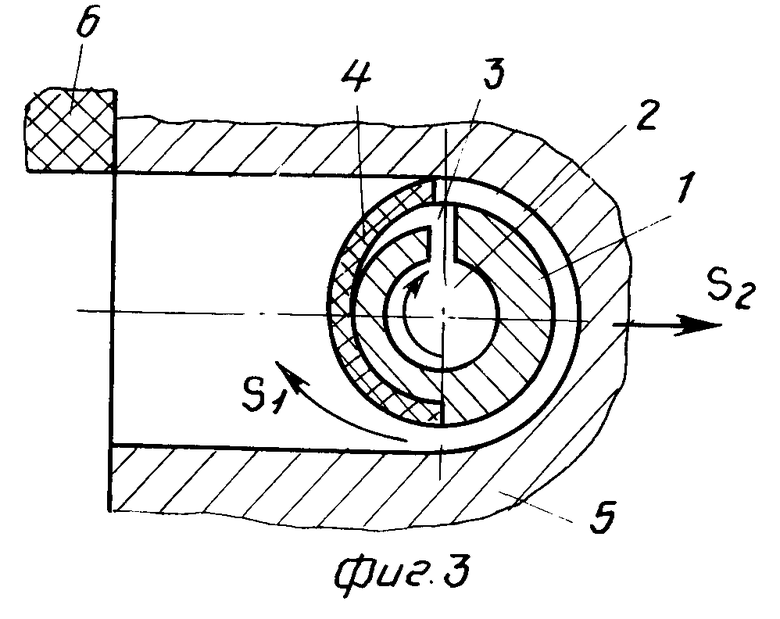
На фиг. 1 изображен электрод-инструмент, используемый для реализации предлагаемого способа, общий вид; на фиг. 2 - пример реализации способа электрохимической обработки предварительно обработанных полостей; на фиг. 3 - пример реализации способа электрохимической обработки паза и различных каналов.
Способ электрохимической обработки заключается в том, что осуществляют подачу электролита в зону обработки, а обработку ведут электродом-инструментом 1 (фиг. 1), которому сообщают колебательные движения в направлении S, перпендикулярном направлению S1 движения электролита в зоне обработки. Электроду-инструменту сообщают колебания с частотой 10-100 Гц и амплитудой 0,1-1,0 мм.
Для осуществления способа используется стержневой электрод-инструмент 1 с центральным отверстием 2 для подвода электролита и боковым щелевым отверстием 3 для отвода электролита.
На боковой поверхности электрода-инструмента размещен упругий уплотнительный элемент 4 из диэлектрического материала, который в нерабочем состоянии перекрывает щелевое отверстие.
Электрод-инструмент 1 устанавливают относительно заготовки 5 так, чтобы уплотнительный элемент 4 и щелевое отверстие 3 для подачи электролита в межэлектродный зазор оказались сбоку, а рабочий участок электрода-инструмента был расположен в плоскости, совпадающей с направлением S1 движения электролита. Ширина рабочего участка при обработке пазов и различных каналов должна быть не менее половины цилиндрической поверхности электрода-инструмента. При обработке паза или канала перед щелью с уплотнительным элементом 4 предварительно к заготовке 5 вплотную устанавливают упор 6.
При включении станка для электрохимической обработки электролит под давлением устремляется наружу через щелевое отверстие 3 и отгибает упругий уплотнительный элемент 4, например фторопластовый, который прижимается к упору 6 или стенке паза заготовки 5. С помощью шайбы 7 предотвращают вытекание электролита, который проходит только в зазор между электродом-инструментом и обрабатываемой поверхностью заготовки 5. За счет колебательного движения электрода-инструмента, направление s которого перпендикулярно направлению S1 движения электролита в межэлектродном зазоре, образующиеся струйки электролита разбиваются, не вызывая появления на обработанной поверхности дефектов, которые возникали при струйном течении электролита в направлении колебания электрода-инструмента.
П р и м е р. Производилась электрохимическая обработка паза шириной 10 мм в стальной заготовке, глубина паза 20 мм. Применяемый электролит содержит 8% NaNO3 и 1,5% NaCl. Обработка осуществлялась при напряжении на электродах 10 В, давлении электролита на входе в межэлектродный зазор 0,3 МПа, температуре электролита 18оС, частоте колебания электрода-инструмента 50 Гц, амплитуде колебания 0,2 мм.
Сначала обработку вели по известному способу.
Электролит подавали вдоль электрода-инструмента, имеющего предварительный дефект высотой 0,03 мм и совершающего колебательные движения. Скорость обработки в направлении подачи S2 инструмента была равна 0,15 мм/мин. На поверхности обработанного паза был образован продольный выступ высотой 0,07 мм. Наибольшее отклонение боковых стенок от перпендикулярности к торцу равнялось 0,013 мм.
Затем обработку проводили с подачей. Электролит подавали через щелевое отверстие 3 в направлении, перпендикулярном направлению колебательного движения электрода-инструмента. Скорость обработки в направлении S2 подачи электрода-инструмента оказалась равной 0,3 мм/мин. На поверхности обработанного паза дефектов в виде углублений или выступов не наблюдалось. Наибольшее отклонение боковых стенок от перпендикулярности к торцу равнялось 0,01 мм.
Наилучшие результаты обработки были получены при частоте колебаний электрода-инструмента, равной 10-100 Гц, и амплитуде, равной 0,1-1,0 мм.
Изобретение позволяет исключить возникновение дефектов на поверхности обрабатываемого изделия, которые являлись следствием наличия микродефектов на поверхности электрода-инструмента таких, как: заусенцы, забоины, царапины, следы прижогов от короткого замыкания, а также возникали в результате совпадения направления потока электролита в межэлектродном зазоре с направлением колебаний электрода-инструмента 1. Устранить такие дефекты стало возможно тогда, когда подачу электролита и колебание электрода-инструмента производят во взаимно перпендикулярных направлениях. При этом поток электролита становится более равномерным по всей поверхности обработки, что приводит к улучшению качества, а также и к повышению точности и производительности обработки.
Изобретение может быть использовано при изготовлении различных пазов и каналов, а также для окончательной доводки поверхности предварительно обработанных изделий сложной конфигурации, например пресс-форм и штампов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕРЖНЕВОЙ ЭЛЕКТРОД-ИНСТРУМЕНТ | 1990 |
|
RU2030261C1 |
| Устройство для электрообработки | 1991 |
|
SU1825677A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1990 |
|
RU2038928C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2271905C1 |
| Стержневой электрод-инструмент | 1990 |
|
SU1720821A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2465991C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2007 |
|
RU2369470C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНОГО УПЛОТНЕНИЯ | 2008 |
|
RU2389927C1 |
| СПОСОБ БИПОЛЯРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2281838C2 |

Сущность изобретения: обработку осуществляют непрофилированным электродом-инструментом, которому сообщают продольные колебания с частотой 10-100 Гц и амплитудой 0,1-1,0 мм. Электролит в зону обработки подают в направлении, перпендикулярном направлению колебаний электрода-инструмента. 3 ил.
СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ, при котором электроду-инструменту сообщают колебания и осуществляют подачу электролита в зону обработки, отличающийся тем, что электроду-инструменту сообщают продольные колебания с частотой 10 - 100 Гц и амплитудой 0,1 - 1,0 мм, при этом электролит в зону обработки подают в направлении, перпендикулярном направлению колебаний электрода-инструмента.
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 0 |
|
SU210597A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
