I
Настоящее изобретение относится к области строительства и может использоваться для изготовления предварительно напрягаемых железобетонных конструкций.:
Известно устройство для изготовления напряженной арматуры, содержащее форму с упорами, в которые устанавливаются предварительно нагретые арматурные элементы с анкерными головками на их концах. При остывании элементы сокращаются по длине, анкерные головки входят в зацепление с упорами и при даль ейшем остывании арматурных элементов в них начинают возникать механические напряженкя 1.
Недостатком указанного устройства является низкая точность получения заданных конечных напряжений в арматурных элементах, поскольку величина конечных механических напряжений зависит от разбросов по длине элементов, от степени износа упоров формы и т. д.
Наиболее близким техническим решением является устройство для изготовления напряженной ар.матуры, содержащее форму с упорами для арматурного элемента, а также резонансные датчики и приборы длярегистрации спектров механических колебаний элементов, с помощью которых осуществляется контроль напряжений в элементах 2. Известное устройство также не обеспечивает необходимой точности изготовления
напряженной арматуры с одной установки арматурных элементов из-за разбросов по их длине и износа упоров формы. Для достижения требуемой точности необходимо после остывания арматурных элементов проводить контроль напряжений в элементах и заменять бракованные арматурные элементы, у которых получивщиеся конечные напряжения выходят за допустимые пределы. Это приводит к снижению производительности устройства.
Целью настоящего изобретения является, повышение производительности устройства и брака.
Согласно изобретению поставленная цель достигается тем, что в устройство, содержащее форму.с упорами для арматурного элемента, введены датчик температуры, датчик дав.ления, формирователи, коммутаторы, блок запрета, элемент ИЛИ, блок питания и электропривод, датчик температуры установлен на арматурном элементе и соедннен через первый формирователь с сигнальным входом блока запрета и с управляющим входом первого коммутатора, на упоре формы, который снабжен подвижным элементом, установлен датчик давления, который соединен через второй формирователь с сигнадьным входом первого коммутатора, первый выход которого подключен к управляющему входу блока запрета, второй выход первого коммутатора подключен к первому управляющему входу второго коммутатора и к первому входу элемента ИЛИ, выход блока запрета соединен со вторым управляющим входом второго коммутатора и со вторым входом элемента ИЛИ, выход которого подключен ко входу блока питания, выходы которого соединены с сигнальными входами второго KqwMyTaTopa, выходы второго коммутатора подключены к электроприводу, кинематически связанному с подвижным элементом упьра.
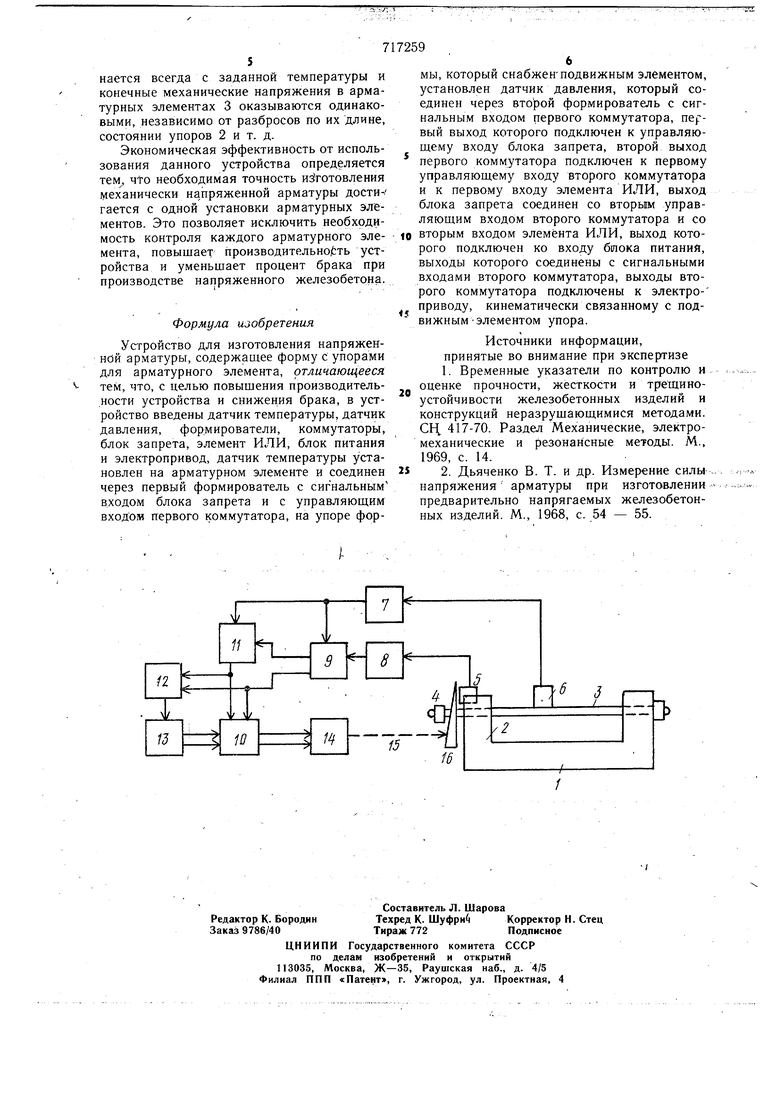
Усчройство представлено на чертеже и содержит: форму Г с упорами 2, в которые устанавливаются предварительно нагретые арматурные элементы 3 с анкерными головками 4 на конца), датчики давления 5, например, контактные датчики, установленные на упорах 2, датчики температуры б, установленные на арматурных элементах 3, первый и второй формирователи 7 и 8, первый и второй коммутаторы 9 и 10, блок запрета 11, элемент ИЛИ 12, блок питания 13 и электропривод 14, связанный через кинематическую связь 15 с подвижным эЛементом 16 упора 2. Подвижный элемент 16 упора 2 может быть выполнен, например, в виде клинообразной вставки, вдвигаемой между самим упором 2 и анкерной головкой 4 арматурного элемента 3.
Устройство работает следующим образом.
Предварительно разогретые арматурнью элементы 3, установленные в упоры 2 формы 1, при остывании начинают сокращаться. КЬгда анкерные головки 4 арматурных элементов 3 входят в зацепление с упорами 2, сокращение элементов 3 прекращается и при дальнейшем остывании элементов 3 в нихначинают возникать механические напряжения. Конечные механические напряжения, которые установятся в арматурных элементах 3, будут определяться той температурой, при которой происходит зацепление анкерны х головок 4 за упоры 2.
Если температура арматурного элемента 3 достигнет заданного значения раньше, чем анкерная .головка 4 элемента 3 войдет в зацепление с упором 2, то сигнал свыхода первого формирователя 7 проходит через блок запрета 11 и элемент ИЛИ 12 и включает блок питания 13 электропривода 14, а также переключает второй коммутатор 10
в такое положение, при котором электропривод 14 начинает перемещать подвижный элемент 16 упора 2, приближая его к анкерной головке 4.
Сигнал с выхода первого формирователя 5 7 переключает также первый коммутатор 9 в положение, при котором сигнальный вход коммутатора 9 соединяется с его первым выходом, подключенным к управляющему входу блока запрета И.
Когда подвижный элемент 16 упора 2 в результате перемещения дойдет до анкерной головки 4 армйтурного элемента 3, сработает датчик давления 5 и CH.I;:; выхода второго формирователя 8 поступит через первый коммутатор 9 на управляющий вход 5 блока запрета 11. При этом блок запрета 11 не пропускает сигнал с первого формирователя 7 и перемещение подвижного элемента 16 упора 2 прекращается.
В результате при заданной температуре 0 начинается рост механических напряжений в арматурном элементе 3 и конечное напряжение будет определяться этой температурой. Если при осты :ании арматурного элемента 3 зацепленч: анкерной головки 4 за подвижный 11 V.CHT 16 упора 2 произойдет раньше, чем температура элемента 3 достигне. заданного значения, то сигнал с датчика давления 5 запускает второй формирователь 8 и сигнал с его выхода поступает на вход первого коммутатора 9.
0 При отсутствии сигнала на выходе первого форми рователя 7 вход первого коммутатора 9 соединен с его вторым выходом, поэтому сигнал со второго формирователя 8 проходит через элемент ИЛИ 12 на запуск блока питания 13 электропривода 14, а также переключает второй коммутатор 10 в такое положение, при,котором электропривод 14 начинает перемещать подвижный элемент 16 упора 2 в обратную сторону, выводя арматурный элемент 3 из зацеплео ния с упором. При этом сигнал с датчика давления 5 исчезает, сигнал на втором выходе первого коммутатора 9 также исчезает и перемещение упора прекращается.
5 Этот процесс повторяется до тех пор, пока с датчика температуры 6 не поступит сигнал о том, что температура арматурного элемента 3 достигла заданного значения. При этом сигнал с первого формирователя 7 переключает первый коммутатор 9 в первоначальное положение и сигнал со второго формирователя 8 поступает на управляющий вход блока запрета 11 и закрывает его. Перемещение подвижногоэлемента 16 упора 2 прекращается, а в арматурном элементе 3 начинают нарастать механические напряжения.
Таким образом, нарастание механических напряжений в арматурных элементах начинается всегда с заданной температуры и конечные механические напряжения в арматурных элементах 3 оказываются одинаковыми, независимо от разбросов по их длине, состоянии упоров 2 и т. д.
Экономическая эффективность от использования данного устройства определяется тем, что необходимая точность изготовления механически напряженной арматуры дости-/ гается с одной установки арматурных элементов. Это позволяет исключить необходимость контроля каждого арматурного элемента, повышает производительность устройства и уменьшает процент брака при производстве напряженного железобетона.
Формула изобретения
Устройство для изготовления напряженной арматуры, содержащее форму с упорами для арматурного элемента, отличающееся тем, что, с целью повышения производительности устройства и снижения брака, в устройство введены датчик температуры, датчик давления, формирователи, коммутаторы, блок запрета, элемент ИЛИ, блок питания и электропривод, датчик температуры установлен на арматурном элементе и соединен через первый формирователь с сигнальным входом блока запрета и с управляющим входон первого коммутатора, на упоре формы, который снабжен-подвижным элементом, установлен датчик давления, который соединен через второй формирователь с сигнальным входом первого коммутатора, первый выход которого подключен к управляющему входу блока запрета, второй выход первого коммутатора подключен к первому управляющему входу второго коммутатора и к первому входу элемента ИЛИ, выход блока запрета соединен со вторым управляющим входом второго коммутатора и со o вторым входом элемента ИЛИ, выход которого подключен ко входу бшока питаний, выходы которого соединены с сигнальными входами второго коммутатора, выходы второго коммутатора подключены к электроприводу, кинематически связанному с под5вижным Элементом упора.
Источники информации, принятые во внимание при экспертизе
1.Временные указатели по контролю и оценке прочности, жесткости и трещино0устойчивости железобетонных изделий и конструкций неразрушающимися методами. СЦ. 417-70. Раздел Механические, электромеханические и резонансные методы. М., 1969, с. 14.
2.Дьяченко В. Т. и др. Измерение силы
S напряжения арматуры при изготовлении предварительно напрягаемых железобетонных изделий. М., 1968, с. 54 - 55.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля напряженной арматуры | 1978 |
|
SU771296A1 |
| Устройство для изготовления механически напряженной арматуры | 1977 |
|
SU734370A1 |
| Устройство для автоматического съема механически напряженной арматуры | 1977 |
|
SU746475A1 |
| ПРИЕМНИК РУЛОННОГО ТЕЛЕГРАФНОГО АППАРАТА | 1990 |
|
RU2017338C1 |
| Устройство контроля скорости | 1983 |
|
SU1111190A1 |
| Способ контроля качества арматурных элементов | 1976 |
|
SU647600A1 |
| Приемник электронного рулонного телеграфного аппарата | 1985 |
|
SU1290558A1 |
| СПОСОБ УПРАВЛЕНИЯ ЧАСТОТНЫМ АСИНХРОННЫМ ЭЛЕКТРОПРИВОДОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2081503C1 |
| Регулируемый электропривод переменного тока | 1987 |
|
SU1494193A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО ПЕРЕВОДА ТРАМВАЙНОЙ СТРЕЛКИ | 2000 |
|
RU2191126C2 |
