Изобретение относится к области строительства и можеу быть использовано при изготовлении предварительно напрягаемых железобетонных изделий.
Известны способы определения механических напряжений в арматуре, напрягаемой- с помощью предварительного нагрева.
Один из них основан па том, что изготовленные железобетонные изделия выборочно подвергают испытаниям на механическую прочность и по результатам испытаний оценивают качество всей .партии изделий. Однако этот способ не обеспечивает достаточной надежности контроля всех изделийГг|.
Наиболее близким техническим ре шеннем к предлагаемому является с об контроля качества арматурных элементов (стержней) при изготовлении на- пряженньрс железобетонных конструкций включающий нагрев арматурных элемеитов, размещенных в упорах формы и замер с помощью датчиков напряжений в элементах при охлаждении 2l.
Недостаток известного способа - невозможность производить измерения до
полного остывания арматурных элементов, а также длительность установки резонансных датчиков на арматурные элементы и измерений. Кроме того, контроль изделий зачастую проводится выборочно. Для повыше1шя надежности железобетонных изделий диаметр арматурных элементов или их количество выбирают с запасом, что приводит к перерасходу арматурной стали,
Цель изобретения - ycj opemie процесса контроля и повыщение его точное-, та.
Достигается цель тем, что на упоры формы устанавливают датчики механических напряжений, а на арматурные стержни - датчики температуры, фиксируют момент возникновения напряжений
в элементах и оаз1овременно их темпе ратуру, по величине которой судят о конечных мехащ1ческлх напряжетшяд в элементах.
Рассмотрение процесса воаникновет{Я механических напряжений в арматурных элементах показывает, что за .висимость напряжений от времени, следующий виц:
.. :) г(1Чк1(1:к-То)
е
У
.j-K(i-t.V
це )- функция Хэвисайаа|.
2 ( - цлииа арматурного элемен
to;
&у - расстояюш между упорами формы;
flCjfe Х - соответственно коэффиди опт линешюго расширения и моодль упл ругости материала арматурного эдемента; -г. -„ -.
К - коэффициент, характеризующий скорость остывания арматуры;
i - текущее время;
момент времени, когда Вц К у , то есть, когда в арматурном эле ленте начинают возникать механичестше напряжения;, ;, ..,.
Тц- температура арматурного элемента в момент
t t
К
Tg- температура окружающей среды. : ч
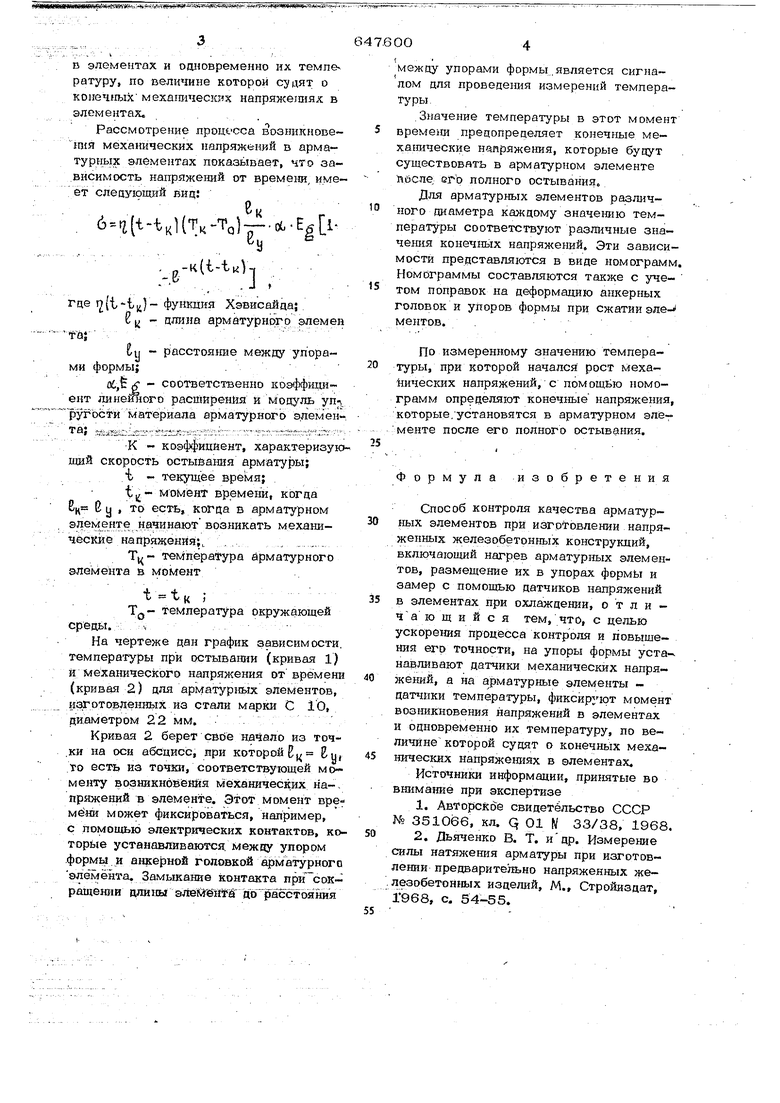
На чертеже дан график зависимости. температуры при остывашш (кривая 1) и механического напряжения от времени (кривая 2) для арматурных элементов, изгртоБДеншх из стали марки С 10, диаметром 2 2 мм,
Кривая 2 берет свое начало из точ,ки на оси абсцисс, при которойВц Еу то есть из точки, соответствующей м оменту возникновения Механических на-. пряжений в элементе. Этот Момент времени может фиксироваться, например, с помощью электрических контактов, которые устанавливаются, между упором формы и анкерной головкой арматурного элемента. Замыкание контакта при сокращении 1Ш{11ьг элейШ1 а до расстояния
647.600
между упорами формы .является сигналом для проведения измерений температуры.
.Значение температуры в этот момент времени предопределяет конечные механические нг пряжения, которые будут существовать в арматурном элементе песле, его полного остывания.
Для арматурных элементов различного диаметра каждому значению температуры соответствуют различные значения конечнь1х напряжений. Эти зависимости представляются в виде номограмм Номограммы составляются также с учетом поправок на деформацию анкерных головок и упоров формы при сжатии элементов. .
По измеренному значению температуры, при которой начался рост мехайических напряжений, с помощью номограмм определяют конечные напряжения, которые.установятся в арматурном элементе после его полного остывания.
Формула изобретения
- Способ контроля качества арматурных элементов при изготовлении напряженных железобетонных конструкций, включающий нагрев арматурных элементов, размещение их в упорах формы и замер с помощью датчиков напряжений в элементах при охлаждении, о т л и чающийся тем, что, с целью ускорения процесса контроля и повышения его точности, на упоры формы устанавливают датчики механических напряжений, а на арматурные элементы датчики температуры, фиксируют момент возникновения напряжений в элементах и одновременно их температуру, по величине которой судят о конечных механических напряжениях в элементах.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
№ 351066, кл. q 01 W 33/38, 1968
2.Дьяченко В. Т. идр. Измерение силы натяжения арматуры при изготовлении предварительно напряженных же. лезобетонных изделий, М., Стройиздат, Г968, с. 54-55.
05 10 15 20 25 50 35 IMUH.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления механически напряженной арматуры | 1977 |
|
SU734370A1 |
| Устройство для изготовления напряженной арматуры | 1976 |
|
SU717259A1 |
| Устройство для контроля напряженной арматуры | 1978 |
|
SU771296A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДНАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И ФОРМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1996 |
|
RU2109898C1 |
| Способ изготовления преднапряженных железобетонных изделий и форма для осуществления способа | 2001 |
|
RU2219050C2 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2017911C1 |
| Способ заготовки и натяжения арматурных стержней | 1975 |
|
SU669040A1 |
| СПОСОБ ЭКСПЛУАТАЦИОННОГО КОНТРОЛЯ НАТЯЖЕНИЯ СИЛОВОЙ КАНАТНО-ПУЧКОВОЙ АРМАТУРЫ В ПРЕДНАПРЯГАЕМЫХ КОНСТРУКЦИЯХ И СООРУЖЕНИЯХ | 2006 |
|
RU2315272C2 |
| АРМАТУРНЫЙ ПУЧОК ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОГО ЖЕЛЕЗОБЕТОННОГО СООРУЖЕНИЯ | 2007 |
|
RU2372458C2 |
| Устройство для фиксации и отпуска напрягаемой арматуры | 1990 |
|
SU1791600A1 |

