1
Изобретение относится к черной металлургии, в частности к изготовлению эксплуатационной монолитной футеровки сталеразливочных ковшей и может быть использовано в отраслях, где применяются монолитные футеровки.
Одной из основных причин износа монолитной футеровки сталеразливочных ковшей является низкая механическая прочность ее поверхности после сушки. Причем сильная эрозия футеровки, приводит к ее разрушению в процессе эксплуатации. Особенно сильный износ отмечается в месте падения струй металла на поверхность футеровки.
Известен способ повышения стойкости футеровки сталеразливочных ковшей путем пропускания через футерЪвку ковша углеродсодержащего газа 1.
Наиболее близким техническим решением является способ зашиты огнеупорной футеровки металлургических агрегатов путей нанесения на рабочую поверхность футеровки при высокой температуре порошка в виде чистой окиси элемента, образующего с основным компонентом футеровки тугоплавкую шпинель. Например, на разогретую рабочую поверхность футеровки ковша, выполненной из магнезитового кирпича, после каждой плавки наносят слой порошка чистого глинозема, приэтом образуется защ(Гтный слой, состоящий преимущественно из магпезиально-глиноземистой шпииели 2.
Недостатком способа является ограниченность его применения. Далеки не все материалы, из которых выполняются футеровки, способны образовать тугоплавкую шпинель. Кроме того, большие затраты времени на нанесение покрытия после каждой
плавки, представляют чрезмерную сложность процесса, заключающуюся в необходимости разогрева футеровки до высокой температуры для обеспечения протекания реакции шпинелеобразования и получения покрытия необходимой толщины, низкую ме5 ханическую прочность и эрозионную стойкость футеровки, так как образующаяся на поверхности футеровки тонкая корочка шпи- . Нели легко повреждается.
Цель изобретения - повышение механиQ ческой прочности, и эрозионной стойкости. Поставленная цель достигается тем, что на поверхность футеровки в качестве защитного покрЫтй янанЪ ятсмёётБ водорастворимых соединений магния и хрома 0,2-3,0°/о
от веса футеровки, затем сушат со скоростью подъема температуры 50-2рО°С/ч до конечной температуры 100-1200 С. JB качестве растворителя добавки используется вода или водный раствор сульфитно-спиртовой барды. Вид добавки определяется составом футеровки.
Обработка поверхности раствором добавки обеспечивает проникновение добавки по порам внутрь футеровки, что повышает механическую прочность и эрозионную стойкость футеровки после сушки. Нанесение добавки обеспечивает футеровке дифг ференцированную механическую прочность по толщине, что в условиях монолитной футеровки исключает образование термических трешин.
Минимальное количество вводимой добавки 0,2% определено из расчета повыше НИН механической прочности поверхности футеровки в 2 раза (опыты проводились на примере выполнения футеровки из кремнеземис-тых набивных масс), максимальная 3,0°/о - из расчета полного заполнения пор футеровки при обработке поверхности раствором добавки.
Сушка футеровки необходима для полного удаления влаги на всю толщину футеровки. Конечная температура сушки должна быть не ниже 100°С. Проникающая вглубь влага может реагировать с материалом футеровки с образованием соответствующих гидратов, при этом в зависимости от материала футеровки конечную температуру сушки с учетом толщины футеровки необходимо поднимать до 1200°С.
Скорость подъема температуры сушки определяет интенсивность парообразования. Для обеспечения целостности футеровки скорость подъема температуры не превышает 200°С/ч. Чрезмерно низкая скорость подъема температуры увеличивает длительность операции, поэтому экономически нецелесообразно брать нижний предел скорости подъема температуры ниже 50°С/ч.
Пример 1. Раствор добавки 10-бО /о-ной концентрации готовят в расходной емкости. После выполнения монолитной футеровки с помощью распылителя раствор добавки наносится на поверхность футеровки. При одном проходе толщина наносимого раствора составляет не более 2-3 мм. При необходимости нанесения большегоколи1ества раствора (введение в состав футеровки, больщего количества добавки) новый слой наносится через 5-15 мин в зависимости от скорости проникновения раствора вглубь футерЬвки.
После нанесения KOBHI подается на сушку, удаление растворителя совмещается с сущкой футеровки и не требует дополнительного оборудования и затрат времени.
Пример 2. Футеровку готорят из кремнеземистой набивной массы состава, %: монолитного кварцита 87, глины 12, сульфитноспиртовой 1. Толщина футеровки 200 мм. В качестве добавки используется смесь сульфата магния- и бйхромата калия в соотношении 1:1.
Предварительно готовят растворы добавок 10, 30 и 50%-ной концентрации. После выполнения, на поверхность футеровки наносят раствор добавки из расчета введения P его в количестве 0,2; 1,0 и 3,0%. В качестве растворителя при приготовлении растворов добавки используют воду и водные растйоры сульфитно-спиртовой барды плотностью 1,05 и 1,20 г/см
После обработки футеровку сушат при конечной температуре 100°С в течение 4-х ч. После этого футеровку разрезают на образцы, на которых производят определение механической прочности и эрозионной стойкости. Определение механической прочности производили на кубиках размером 25х х25х25 мм. Эрозионная стойкость поверхности футеровки определяется путем вращения цилиндрического образца со скоростью 30 об/мин в расплаве металла при 1550°С в течение 10 мин.
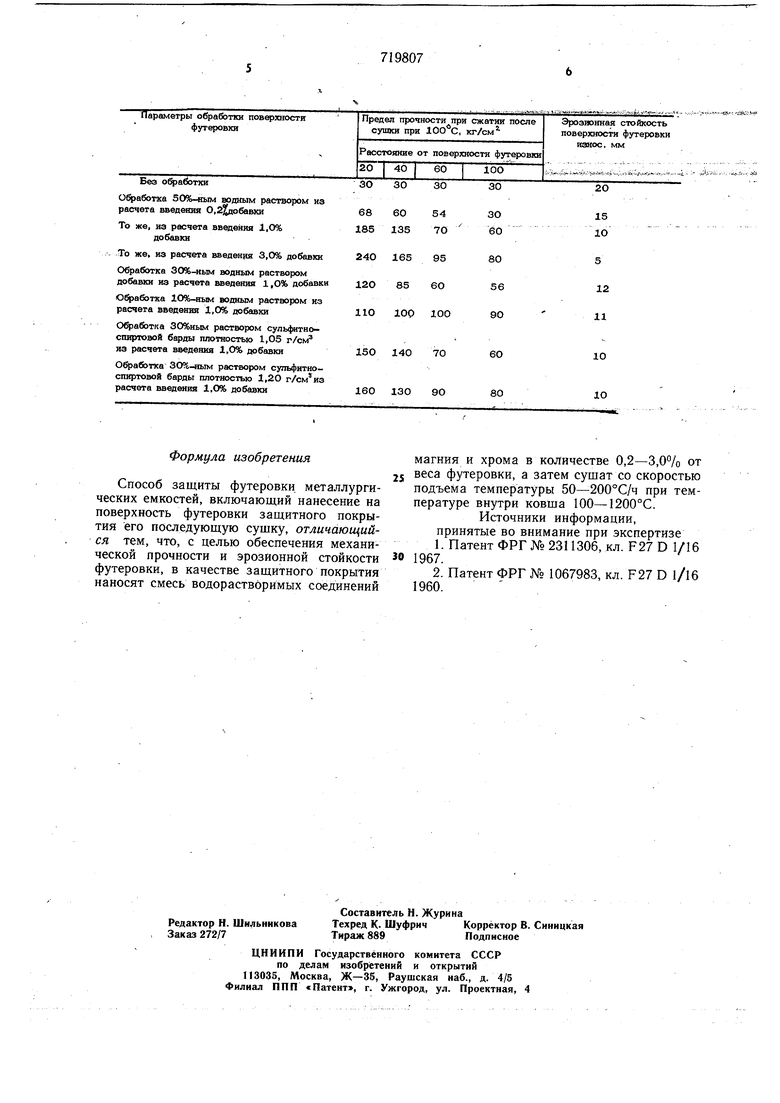
Результаты определения этих показателей при различных параметрах обработки (концентрация раствора добавки, количество вводимой добавки, вид растворителя) при ведены в таблице.
Из таблицы видно, что параметры обработки футеровки включают концентрацию раствора добавки 10-50% (предпочтительно 30-50%), количества вводимой добавки 0,2-3,0% (предпочтительно 1,0-
J 3,0%), температуру сушки футеровки 100- 1200°С, а также скорость подъема температуры 50-200°С/ч.
Пример 3. Футеровку готовят из набитой массы на основе магнезита состава %: магнезитового порошка ПМИ-88 89, глины
о 10 сульфитно-спиртовой барды 1. Толщина футеровки 150 мм. В качестве добавки, используется смесь сульфата магния и бйхромата калия в соотношении 1:1.
Параметры обработки футеровки включают концентрацию раствора добавки 10- 50% (предпочтительно 10-40%), количества вводимой добавки 0,2-3,0% (предпочтительно 0,2-2,0%), температуру сушки футеровки 1000-1200°С, а также скорость O подъема температуры 50-200°С/ч.
Использование данного способа не требует сложного оборудования и позволяет увеличить механическую прочность и эрозионную стойкость по сравнению с футеровкой без обработки в 1,5-5 раз.
То же. из расчета введения 3,0% добавки
Обработка 30%-ным вод11ым раствором добавки из расчета введення 1,0% добавки
Обработка Ю%-ным воаиым раствором из расчета введения 1,0% добавки
О аботка 30%иым раствором сульфитноспиртовой барды плотностью 1,05 г/см иа расчета введения 1,0% добавки
Офаботка ЗО%-ным раствором сульфитноспиртовой барды плотиостъю 1,20 г/смиз расчета введения 1,О% добавки
1659580
5
856О56
12
10010090
11
1407060
10 10
1309080
| название | год | авторы | номер документа |
|---|---|---|---|
| Огнеупорная масса | 1973 |
|
SU466200A1 |
| СПОСОБ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2020 |
|
RU2735014C1 |
| СПОСОБ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2020 |
|
RU2811006C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ СТАЛЕРАЗЛИВОЧНЫХ ОГНЕУПОРОВ | 2005 |
|
RU2272012C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ КОВША, ОГНЕУПОРНАЯ МАССА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ И КОВШ ДЛЯ ПЕРЕВОЗКИ ЖИДКОГО МЕТАЛЛА | 1999 |
|
RU2147485C1 |
| Огнеупорная масса | 1977 |
|
SU724478A1 |
| СПОСОБ РЕМОНТА ФУТЕРОВКИ КОНВЕРТЕРА | 2004 |
|
RU2277590C2 |
| Способ получения периклазоуглеродистого бетона и периклазоуглеродистый бетон | 2023 |
|
RU2818338C1 |
| Композиция для получения теплоизоляционного слоя двухслойного огнеупора для вращающихся печей | 1991 |
|
SU1806119A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКОГО КОВША ИЗ СУХИХ СПЕКАЕМЫХ МАСС | 1993 |
|
RU2057617C1 |
Формула изобретения
Способ защиты футеровки металлургических емкостей, включающий нанесение на поверхность футеровки защитного покрытия его последующую сущку, отличающийся тем, что, с целью обеспечения механической прочности и эрозионной стойкости футеровки, в качестве защитного покрытия наносят смесь водорастворимых соединений
магния и хрома в количестве 0,2-3,0% от веса футеровки, а затем сущат со скоростью подъема температуры 50-200°С/ч при температуре внутри ковща 100-1200°С.
Источники информации, принятые во внимание при экспертизе
