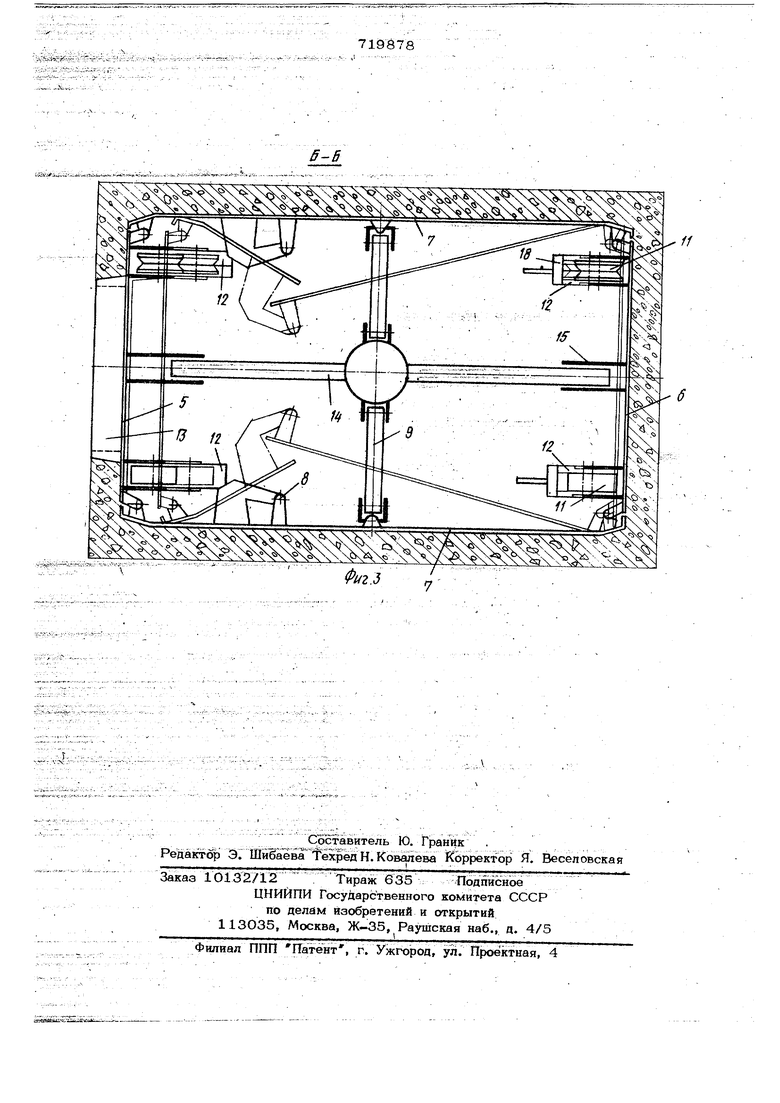
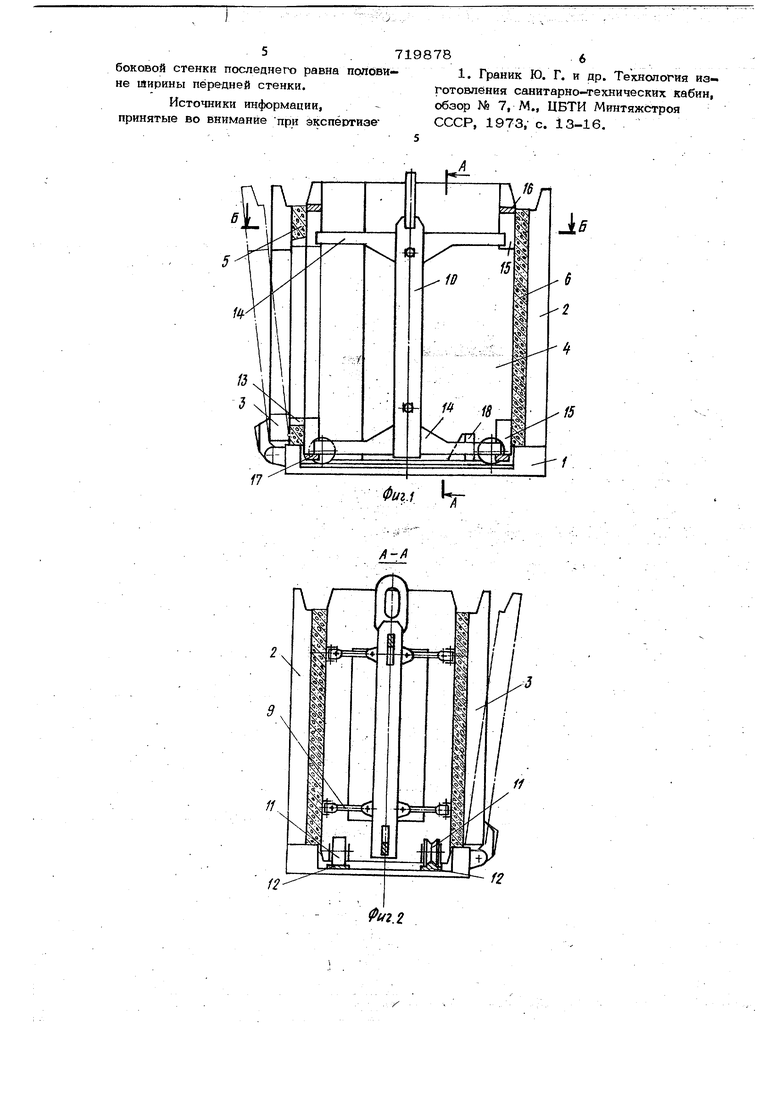
/ Щнты 2 и 3 снабжены Ларовыми рубашками и теплоизоляцией. Они Образуют наружную опалубку бетонного изделия и снабжены вибраторами для уплотнения бетона при фо рвании. Складывающийся сердечник 4 имеет цельные переднюю 5 и заднюю 6 стенки, шарнирно соединенные с разрезными бо ковыми стенками 7с неравными частями коггорые соеДинёйы между собой шарнирами 8. Разрезные боковые стенки 7 сердечника 4 связаны шарнирными тягами 9с центральной штангой 1О.Сердечник 4 устрановден на катках 11 взаимодействующих с направляющими 12, смонтированньгми на поддоне 1. На передней стенке 5 сердечника жес ко закреплен (дверной) проемообразователь ,13, имеющий сквозной проход. Такой же проход выполнен соответственно и в передней стенке 5 сердечника и в переднем откидном щите 3.Г Центральная штанга 10 снабжена жес кймй кронштейнами 14, которые входят в направляющие 15, закрепленные на передней 5 и задней 6 cTeHKiax сердечника. На этих же стенках укреплены верхние 16 и нижние 17ог эайичители хода штан ги 10. На подДоНе станины тайже закреп лены ограничители 18 горизонтального перемещения задней стенки 6 при распалубке.- V Работает, установка следующим образом. ;. ;. .. .. В подготовленную к фс эмованию ycTai новку,очищенную и смазанную, краном опускается сердечник 4, устанавливаясь катками 11 на направляющие 12 поддона станины 1. Штанга 10 опускается до момента упора крс5йи1тейнов 14 в нижние бграни- чители хода 17. При этом боковые разрезные стенки 7, толкаемью Шарнирными тягами б, выпрямляются, и сердечник 4 прИКшМает рабочее положение. Откидные щиты 3 крепятся зажимами к жестким щитам 2. После aiOfb обущес вляется укладка бетонной смеси и подача пара в паровые рубашки щитов 2 и 3. По окончании цикла термообработки йрЪнсходит распалубка отформованного изделия. Сначала краном поднимается центральная штанга 10. При этом боковые разрезные стенки 7 начинают складываться, обеспечивая параллельное движение передней 5 и задней 6 стенок се|рдечйика навстречу друг другу. При дальнейшем движении задняя стенка 6, взаимодействуя на своем пути с ограничителями 18, останавливается, а передняя 5 продолжает двигаться вместе с закрепленным на ней (дверным) проембобразователем 13 до полного его вьгоода из тела бетона. Деление разрезных боковых стенок на неравные части, . при котором ширина меньшей части каждой из боковых стенок равна половине ширины передней стенки, дает возможность в оптимальном варианте получить максимальный суммарный ход передней 5 и задней б стенок сердечника. Когда кронштейны 14 штанги 10 упираются в верхние ограничители хода 16, сложенный сердечник извлекается из установки и транспортируется на пост чистки и смазки. Следующая операция - раскрывание отдидных щитов и извлечение готового изделия из установки. Во В{:)емя процесса формования ив период термообработки изделия механизм сердечника может обслуживаться изнутри благодаря наличию сквозного проема в переднем Щите, передней стенке сердечника и также в дверном проемооб1эазователе. Использование предлагаемой установки позволяет значительно сэкономить производственную площадь и тем самым увеличить показатель съема продукции с 1 м производственной площади. . Кроме того, исключение необходимое-, ти применения привода для раскрывания откидных щитов устанЬвки упрощает ее Конструкцию и снижает себестоимость. Ф о р м у л а и 3 о б р е т е н и я Установка для формования объемных элементов из бетонных смесей, содержащая станину с откидными щитами, скла-: дывающийся сердечник с передней, задней и боковьпч и разрезными стенками, соединенными посредством шарнирных тяг с центральной штангой, и проемообразователи, отличающаяся тем, что, с целью снижения трудоемкости и уменьшения необходимой производственной площади, станина выполнена с ограничителем горизонтальных перемео1ений задней стенки сердечника, причем проемооб- разователи закреплены на его передней стенке, а ширина меньшей части каждой
боковой сгенки последнего равна половине ширины передней стенки.
Источники информации, принятые во внимание при экспертизе1. Граник Ю. Г. и др. Технология изготовления санитарно-технических кабин, обзор № 7, М., ЦБТИ Минтяжстроя СССР, 1973, с. 13-16.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления строительных изделий | 1980 |
|
SU992192A1 |
| Кассетная установка | 1980 |
|
SU967844A1 |
| ПРОЕМООБРАЗОВАТЕЛЬ | 2008 |
|
RU2385394C1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ФАСОННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2033919C1 |
| Форма для изготовления изделий из бетонных смесей | 1986 |
|
SU1329981A1 |
| Форма для изготовления изделий из бетонных смесей | 1984 |
|
SU1186490A1 |
| Форма для изготовления изделий из бетонных смесей | 1984 |
|
SU1135654A1 |
| Кассетная форма для изготовления изделий из бетонных смесей | 1973 |
|
SU677929A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНОЙ ТРЕХСЛОЙНОЙ СТЕНОВОЙ ПАНЕЛИ | 2001 |
|
RU2190524C1 |
| Установка для изготовления объемных элементов | 1981 |
|
SU1206099A1 |