Изобретение относится к металлургической промышленности и мозкет быть использовано в конструкции дуговых печей. Известен свод электропечи, кладка которого выполнена по секторно-арочной схеме ij . Недостатком такого свода является отсутствие возможности-ремонта централь ной части свода. Для удаления центральной части необходимо выбить выложенную из кирпичей центральную арку, что нарушает целостность и ведет к резкому снижению строительной прочности всего свода. Известен также свод электропечи, в котором кладка пери(|)ерийной части произ водится кольцевыми рядами. Кирпичи цент ральной части свода непосредственно примыкают к кольцевым рядам кладки периферийной части. Удаление изношенной центральной части может производиться путем разборки кладки или путем ее выдавливания. Разборка кладки производится вручную и осушествляется обычно на шаблоне, используемой для наборки своla 2 . Недостатком способа является большая трудоемкость из-за значительных усилий распора. Выдавливание кладки производится либо вручную с помощью, например, шестов, либо механически, с помсацью приспособления, навешанного на крюк мостового крана. Свод в этом случае ставят Над бункером, с тем, чтобы кирпичи центральной части попадали в него. Удаление кладки вручную опасно для жизни персонала, а механическое выдaвливa rae не предназначенными для этого устройства Не обеспечивает удаления одновременно всей кладки центральной части и ведет к де(|юрмации кладки периферии. Цель изобретения - трудоемкости удаления центральной части свода при его ремонте. Для этого предлагается свод дуговой -печи, включаюший сводовое кольцо, кольцевые ряды кладки перифери и клапку центральной части. Отличается свод том.
чтчэ между кладкой периферии и центральной части выполнен шов на расстоянии 1/2-1/3 радиуса свода. ilJoB выполнен обожнсенным огнеупорным nopoiiiKOAt размерами зерен 2-5 мм. Толщина шва составляет О,,ООЗ внутреннего ра двуса свода.
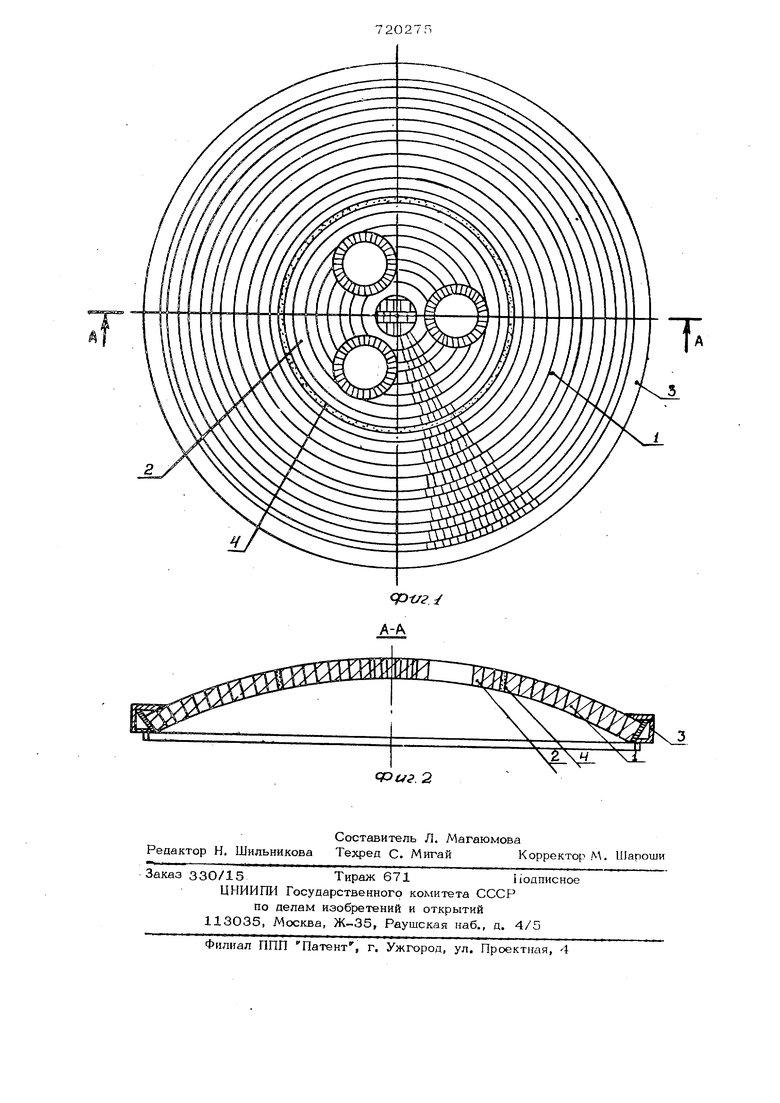
На фиг. 2 разрез свода А-А ira фиг. 1, на фиг. 1 показан вид сверху.
Кольцевые ряды кладки 1 периферии и кладки 2 центральной части выполняются в дводовом кольце 3. Между 1сладкой 1 периферии и кладкой 2 центральной части выполняется кольцевой шов 4,на расстоянии 1/2 - 1/3 радиуса свода, запопненный огнеупорным порошком размером зе .рен 2-5 мм и толщиной 0,001-0,003 внутреннего радиуса свода.
При наборке свода вначале выполняют кольцевые ряды кладки перис)ерии. После окончания кладки кольцевых рядов периферии начинают вы сладывать первый кольцевой ряд luiamiti 2 цептрашзной части, оставляя между этими рядами периферии и центральной части зазор величиной О,ОО1-0,ООЗ внутреннего радиуса свода, который по мере выкладьшания первого кольцевого ряда кладки 2 центральной части заполняют обожженным огнеупорным порошком размерами зерен 2-5 мм, образующим шов 4. Шов 4 выпольшют на расстоянии 1/2-1/3 радиуса свода. После выполнатя первого кольцевого р5вда , кладки 2 центральную часть продолжают выкладывать принятым способом (по кольцевой,, секторно-арочной или др схеме).
В процессе службы свода на ду:говых печах максим-альному износу подвергается его центральная часть. Для увелич 31гая стойкости свода и сншкения расхода огнеупоров целесообразно проводить ремонт
его центральной части. Для проведения ремонта необходимо удалить изношенную кладку це11тра,пьной части.
Предложенная конструвдня свода печи благодаря наличшо кольцевого шва из огнеупорного порошка, образующего в результате определенного зернового состава неспекаемую прослойку между кольцевой кладкой периферии и кладкой
центральной части позволяет обеспечить быстрое, легкое и качественное удаление одноврвдМенно всей центральной части вверх с помощью специального приспособ лет1я щэи соблюдении требований по техш{ке безопасности. Тем самым сокраща- ется общее время ремонта центральной части свода.
Формула изобретения
1,Свод дуговой печи, содержащий сводовое кольцо, кольцевые ряды кладки периферии и кладку центральной частя, отличающийся тем, что, с целью снижения трудоемкости 5деления центральной части при ремонте свода, между кладкой периферии и центральной части выполнен щов на расстоянии 1/21/3 радиуса свода, запоппенныД обо окенным orHeynopiibiM nopomjcoM с размерами зерен 2-5 мм,
2,Свод по п. 1, о т л и ч а ю щ и йс я тем, что толщина щва составляет 0,ОО1-0,ООЗ внутреннего радиуса свода.
Источники информации, принятые во внимание при экспертизе
1.Зинуров И, Ю. и др., Дуговые сталепт щвилышю печи. Атлас, А1., Металлургия, 1974, с, 66,
2.Там же, ст, 67,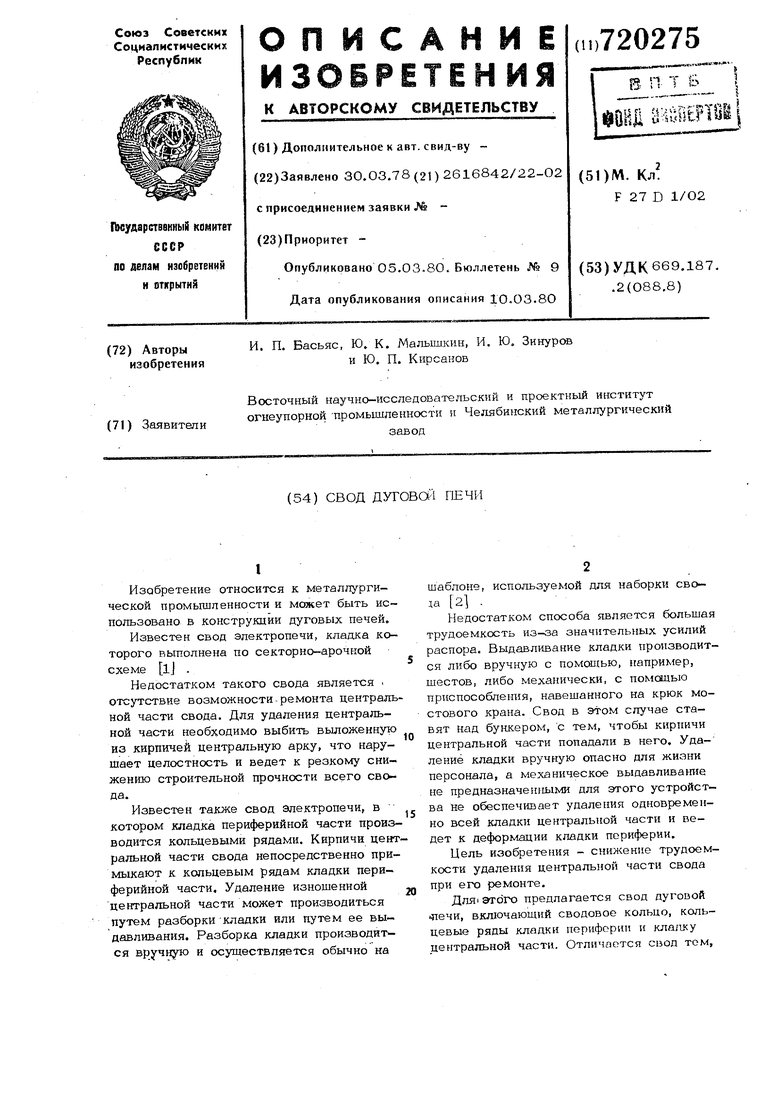
| название | год | авторы | номер документа |
|---|---|---|---|
| Свод дуговой печи | 1977 |
|
SU691667A1 |
| Свод дуговой печи | 1980 |
|
SU926492A1 |
| Свод плавильной печи | 1979 |
|
SU832289A1 |
| Свод дуговой печи | 1980 |
|
SU900092A1 |
| Свод промышленной печи | 1980 |
|
SU916943A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ МАЛЫХ СВОДОВ ЭЛЕКТРОПЕЧЕЙ | 2002 |
|
RU2242688C2 |
| Свод дуговой металлургической печи | 1980 |
|
SU939914A1 |
| СВОД ЭЛЕКТРОДУГОВОЙ ПЛАВИЛЬНОЙ ПЕЧИ | 1989 |
|
RU2037761C1 |
| Свод промышленной печи | 1981 |
|
SU991123A1 |
| Свод дуговой печи | 1986 |
|
SU1388688A1 |