.Изобретение относится к металлургической промышленности и может быть использовано при изготовлении сводов сталеплавильных печей, например плаз менных, электродуговых и мартеновски Известен свод плазменной печи, включающий кладку из магнезитохромитовых сводовых кирпичей, выполняемую насухо (без раствора) 1. Недостатком данной конструкции св да является его деформируемость (jfоробление) и высокая скорость износа футеровки сколами в процессе эксплуа тации под воздействием термомеханических напряжений в кладке, которые .возникают вследствие расширения кирпича при одностороннем высокотемпературном ее нагреве. Отсутствие возможности компенсации этого расширени в кладке и способности механического удержания скалывающихся кусков кирпича обуславливает низкую стойкость футеровки такого свода. Известен свод электродуговой печи, включающий огнеупорную кладку из сводовых изделий и швы межлу ними заполненные мертелем (огнеупорным раствором) 2. При этом широко известно, что толщина швов между кир.пичами в кладке при заполнении мер.телями составляет 2-4 мм, а наибольшая величина зерен отощителя (порошка) , используемого в этих мертелях, составляет 1-1,5 мм 3, 4 и 5. Недостатком этих конструкций свода является также невысокая стойкость футеровки, поскольку тонкий материальный шов вследствие тонкозернистого состава мертеля способствует спеканию кладки в монолит,но далеко не в полной мере компенсирует термическое расширение кирпичей в процессе эксплуатации. Некоторая компенсация этого расширения имеет место тЬлько на первых плавках, когда швы свежие, но отрицат льным в этот период является то, что прочность тонкого шва оказывается недостаточной для механического удержания скалывающихся кусков кирпича, размер которых обычно бывает 30-50 мм. После спекания свода в мо нолит дальнейшая компенсация термического расширения, вызванного насыщением рабочей поверхности кладки по ходу компании реагентами плавки из пространства печи, практически прекращается, возникающие при этом термомеханические напряжения в рабочем слое футеровки приводят к ее деформированию и преждевременному износу.
Цель изобретения - повышение стойкости свода за счет снижения термомеханических напряжений в кладке и уменьшения скорости ее износа сколами,
Поставленная цель достигается тем что в известной конструкции свода сталеплавильной печи, включающей огнеупорную кладку из сводовых изделий и швы между ними, заполненные огнеупорным раствором, толщина швов составляет 0,15-0,25 от толгцины сводовых изделия, а зерновой состав отощителя в растворе идентичен зерновому составу шихты, используемой для изготовления этих изделий.
Сущность изобретения заключается в том, что утолщенный шов,заполненны раствором такого же зернового состава, что и шихта для производства сводовых изделий, после выгорания связки всегда имеет пористость значительно большую (24 - 27%), чем сводовые изделия (16 - 18%). Благодаря этому термостойкость такого материального шва в 1,5-2 раза выше термостойкости применяемых для кладки изделий и в силу своей значительной прочности при указанной толщине он способен удерживать скалывающиеся куски изделий, большая толщина шва позволяет компенсировать термическое расширение кирпичей на протяжениивсей компании, а следовательно, обеспечивает снижение термомеханических напряжений в кладке и исключает деформируемость свода.
Экспериментально установлено, что толщина швов при кладке должна составлять 0,13-0,25 от толщины сводовык изделий. Так как в соответствии с ГОСТ 10888-76 сводов изделия (ПХС) применяемое для футеровки сталеплавильных печей, .выпускаются толщиной от 65 до 90 мм, то соответственно иа практике толщина швов между кирпичами в кладке изменяется от 10 до 23 мм.
Превышение верхнего предела толщины шва для соответствующей толщины изделия приводит к растрескиванию раствора и отрыва его от кирпича вследствие усадки при нагреве в процессе эксплуатации. Это увеличивает газопроницаемость футеровки и понижает прочность связывания кирпичей.
Уменьшение величины нижнего предела нецелесообразно в связи с ухудшением, удобоукладываемости кирпича при выбранном крупнозернистом составе раствора, а также потому, что при этом снижается;эффект от механического удержания скалывающихся кусков kиpпичa и. возможность более полной компенсации термомеханических напряжений в кладке.
При выборе зернового состава отощителя (порошка) исходят из общих требований к раствору, вытекающих из
сновного его назначения - обеспеить плотный шов, прочно связывающий лементы кладки при максимально возожной термостойкости. Такие же треования предъявляюдся и к зерновому оставу шихты для изготовления сводовых изделий, т.е. соотношение крупной и мелкой фракции в шихте должно обеспечивать наиболее плотную уклгщку зерен при прессовании и достаточно высокую термостойкость полученных после обжига сводовых изделий. В связи с этим зерновой состав отощителя в растворе взят идентичным зерновому составу шихты для производства сводовых изделий.
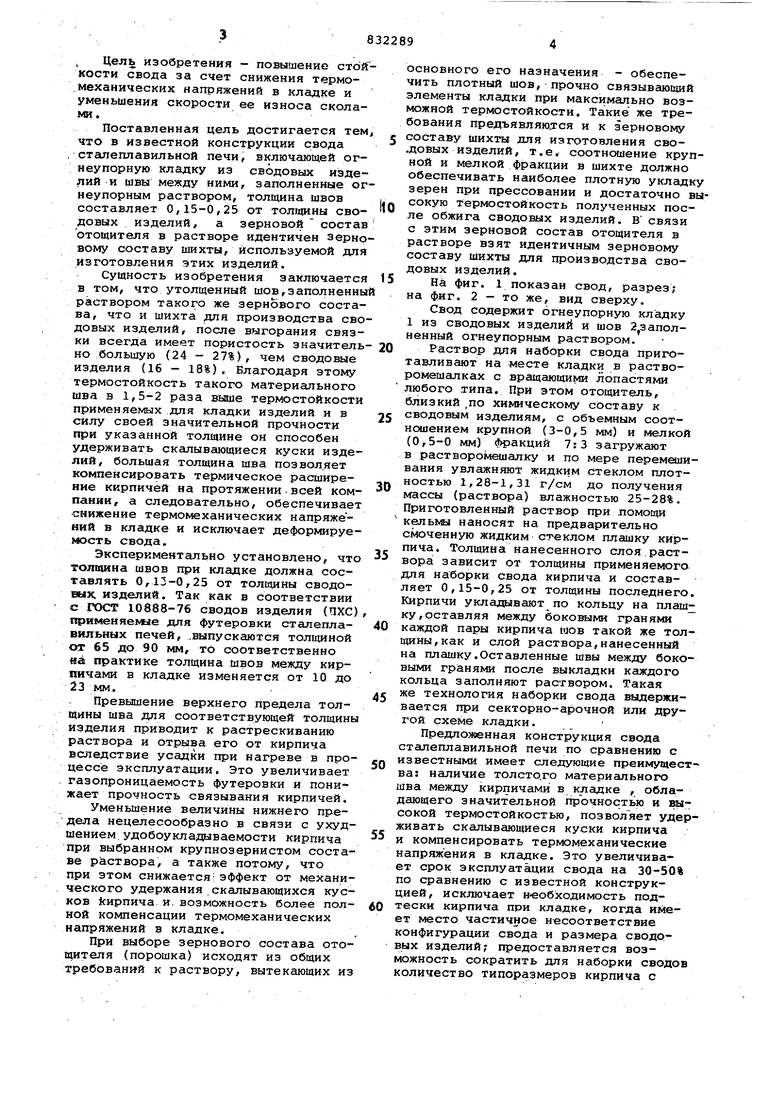
На фиг. 1 показан свод, разрез; на фиг. 2 - то же, вид сверху.
Свод содержит огнеупорную кладку 1 из сводовых изделий и шов 2,заполненный огнеупорным раствором.
Раствор для наборки свода приготавливают на месте кладки в растворомешалках с вращающими лопастями любого .типа. При этом отощитель, близкий ,по химическому составу к сводовым изделиям, с объемным соотношением крупной (3-0,5 мм) и мелкой (0,5-0 мм) фракций 7;3 загружают в растворомешалку и по мере перемешивания увлажняют жидким стеклом плотностью 1,28-1,31 г/см до получения массы (раствора) влажностью 25-28%. Приготовленный раствор при ломощи кельмы наносят на предварительно смоченную жидким стеклом плашку кирпича. Толщина нанесенного слоя.раствора зависит от толщины применяемого для наборки свода кирпича и составляет 0,15-0,25 от толщины последнего. Кирпичи укладывают по кольцу на плашку, оставляя между боковыми гранями каждой пары кирпича шов такой же толщины, как и слой раствора,нанесенный на плашку.Оставленные швы между боковыми гранями после выкладки кг сдого кольца заполняют раствором. Такая же технология наборки свода выдерживается при секторно-арочной или другой схеме кладки.
Предложенная конструкция свода сталеплавильной печи по сравнению с известными имеет следующие преимущества; наличие толстого материального шва между кирпичами в кладке , обладающего значительной прочностью и высокой термостойкостью, позволяет удерживать скалывающиеся куски кирпича и компенсировать термомеханические напряжения в кладке. Это увеличивает срок эксплуатации свода на 30-50% по сравнению с известной конструкцией, исключает н-еобходимость подтески кирпича при кладке, когда имеет место частичное несоответствие конфигурации свода и размера сводовых изделий; предоставляется возможность сократить для наборки сводов количество типоразмеров кирпича с

| название | год | авторы | номер документа |
|---|---|---|---|
| Свод промышленной печи | 1981 |
|
SU1009166A1 |
| Свод промышленной печи | 1981 |
|
SU991123A1 |
| Свод промышленной печи | 1980 |
|
SU916943A1 |
| Огнеупорный раствор | 1981 |
|
SU986900A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ МАЛЫХ СВОДОВ ЭЛЕКТРОПЕЧЕЙ | 2002 |
|
RU2242688C2 |
| Свод плавильной печи | 1987 |
|
SU1435914A1 |
| ОГНЕУПОРНЫЙ КАМЕНЬ ДЛЯ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 1995 |
|
RU2082928C1 |
| СВОД ПЕЧИ | 2003 |
|
RU2251648C1 |
| Свод промышленной печи | 1980 |
|
SU896972A1 |
| ВЫСОКОГЛИНОЗЕМИСТЫЙ МЕРТЕЛЬ | 1998 |
|
RU2148565C1 |
