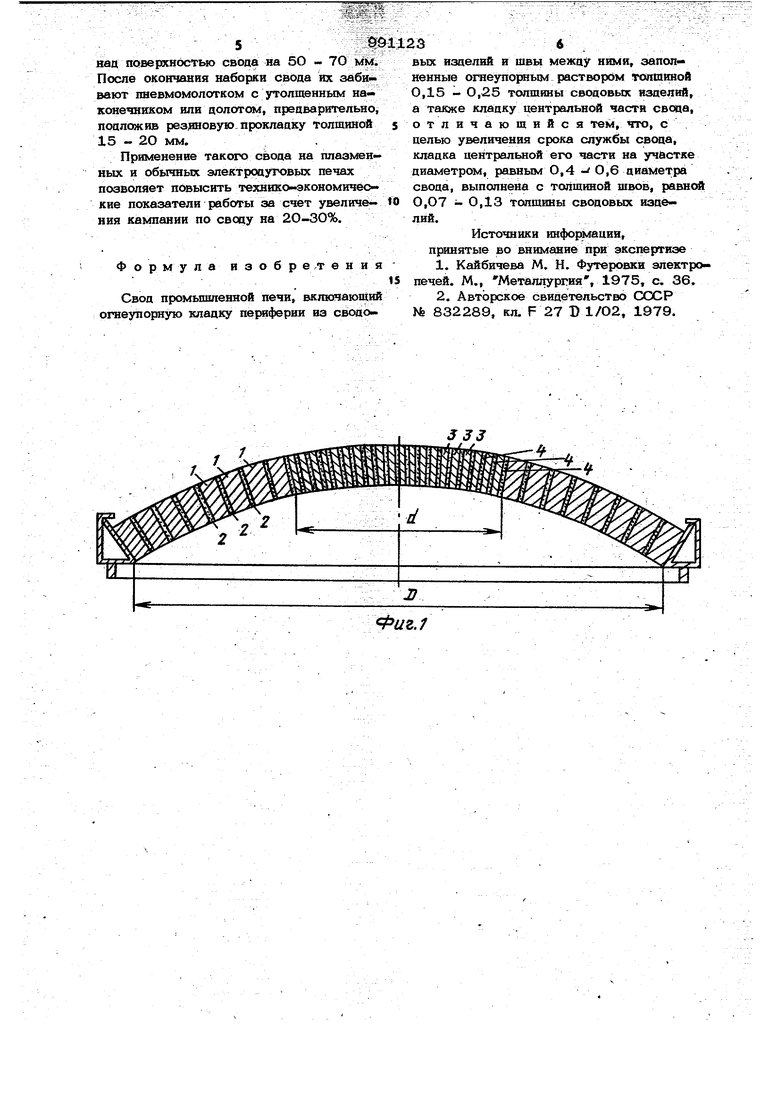
(54) СВОД ПРОМЫШЛЕННОЙ ПЕЧИ Изобретение относится к черной металлургии, а именно к устройству своцов дуговых электрсхзталеплавильных печей. Известен свод электроцуговой печи, включающий огнеупорную кладку вз сво- довых изаелий и швы между ними, запоп ненные мертелем (огнеупорным раствором). При этом широко известно, что толщина щвов между кирпичами при заполнении мертелями составляет 2-3 мм 13 . : Недостаткст этой конструкции свода является низкая стойкость футеровки, поскольку тонкий материальный шов даяе кр не в полной мере компенсирует ческое расширение кирпичей в прсшессе эксплуатации и прочностные его оказываются недостаточными для механического удержания скалывающихс кусков кирпича. Наиболее близким к изобретению по технической супщости и достигаемому результату является свод промьшшенной печи, включающий огнеупорную кладку периферии из сводовых изаелий я швы межау ними, заполненнью огнеупорным: раствором толщиной 0,15-0,25 толщины сводовых изделий, а также кладку центральной части свода С 2 . Зерновой состав отощителя огнеупорного раствора идентичен зернс ому составу шихты, используем для изготовления этих изделий. Эта конструкция свода позволяет существенно повь1сит 1 (на 25-35%) кость футеровки, однако наличие швов указанной толщины снижает строительную прочность центральной части в связи со снижением расклинивающих усилий,. которые создают путем за;бивания замковых кирпичей, чтб в условиях более высо ких эксплуатационных температур этого участка футеровки и механических толчков при подъеме и отводе свода после к 1ждой плавки приводит к заметному разупрочению центральной части кладки свода. По этой причине свод снимают при остаточной толщине футеровки неоколько большей, чем допустимая, что сокращает его эксплуатацию. Целью изобретения является увеличе- ние срока службы свода. Поставленная цель достигается тем, что в своде промьшшенной печи, включаю щем огнеупорную кладку периферии из сводовых изделий и швы между ними; заполненные огнеупорным раствором толщиной 0,15-0,25 толщины сводовых изделий, а также кладку центральной части свода, кладка центральной его час ти на участке диаметром, равным О,4- 0,6 диаметра свода, вьшолнена с толщиной щвов, равной О,07-О,13 толщины сводовых изделий. Сущность изобретения состоит в том что наличие в кладке центральной части свода щвов вдвое тоньще, чем в периферийной, обеспечивает достаточно высокую строительную прочность на этом участке кладки за счет расклинивания ее замковыми кирпичами и, с другой стороны, толщина таких щвов оказывается достаточной для компенсации термомеханичес- ких напряжений, возникающих в кладке вследствие расщирения сводовых изделий при одностороннем нагреве футеровки. Повьпцение прочности футеровки в центрральной части свода позволяет эксплуатировать футеровку свода в целом до меньшей остаточной толщины, что увеличивает срок его службы. Экспериментально установлено; что кладка центральйой части соода на участ ке диаметром равным 0,4-0,6 от диаме ра свода должна быть Ьыполнена с толщиной щвов равйой О,07-О,13 толщины сводовых изделий. Уменьщение величины нижнего предела толщины щва недопустимо, так как более тонкие Щвы оказываются недостаточными для компенсации термомеханических напряжений в кладке, а также для механическо|го удержания скалывающихся кусков ки|рпича слоем раствора. Превьпиение ркнего предела толщины щва нецелесообразно в связи со снижением расклинфающих усилий при забивании замковь| с кирпичей в кладке центральной свода, что соответственно, уменьшает ее строительную прочность. При этом эффект от применения швов указанной тапщи|1ы в кладке центральной части свода I достигается, когда размеры этого участка кладки ограничены диаметром равньри О,4-О,6 от диаметра сврда. Превьщгение верхнего предела приводит к локальной концентрации термомеханических напряжений в кладке, и как следствие, к деформации (короблению) футеровки свода, а уменьшение нижнего предела - к быстрому разупрочению централ ной части футеровки в процессе эксплуатации. На фиг. 1 представлен свод, поперечный разрез; на фиг. 2 - то же, виц сверху. Свод содержит огнеупорную кладку 1 из сводовых изделий периферийной части, ЩВЫ 2, заполненные огнеупорным раствором, толщиной 0,15-0,25 толщины сводовых изделий, огнеупорную кладку 3 из сводовых изделий центральной части диаметром сЗ , равным 0,4-0,6 диаметра свода D , швы 4, заполненные огнеупорк ным раствором, толщиной 0,07 - 0,13 толщины сводовых изделия. В соответствии с ГОСТ 1О888-76 сводовые изделия (ПХС) выпускаются толщиной 65,75 и 9О мм, следовательно, на практике толщина швов между кирпичами в центральной части может лежать в пределах от 5 до 12 мм, т.е. толщина шва в центральной части вдвое меньше, чем в периферийной (1О-23 мм). В зависимости от тоннажа электродуговых печей диаметр свода изменяется от 2 до 8 м, соответственно диаметр участка центральной части свода с толщиной щвов 5-12 мм мсисет быть от 0,8 до 4,8 м. Раствор для наборки свода приготавливают на месте кладки в растворомешалках с-вращаюыщмися лопастями любого типа. При этом порошок (отошитель), близкий по химическому составу к сводовым изделиям, должен содержать 55-65%, крупной фракции (3 - 0,5 мм) и 35-45% фракции меньше 0,5 мм. Загруженный в растворомешалку поре щок по мере перемещивания увлажняют жидким стеклом, плотностью 1,28 1,35 г/см, до получения раствора густей консистенции (аналогичный вязкой сметане). Наборку свода выполняют используя общепринятые приемы кладки с применением раствора. При этом слой раствора, наносимый на плашку и боковую грань каждого лирпича, должен обеспечивать толщину швов в кладке периферийной части 0,15 - 0,25, а в центральной 0,7 - 0,13 от толщины применяемых для кладки изделий. В центральной части кладки оставляют 4-7 замковыЗс кирпичей, которые должны выступать над поверхностью свода на 5О - 7О мм. После окончания наборки свода их забивают пневмомолотком с утолщенным на- конечнкком нпи долотом, предварительно, подложив рездаовую. прокладку толщиной 15 - 20 мм. Применение такого свода на плазменных и обычных эяектродуговых печах позволяет повысить технико-экономические показатели работы за счет увеличения кампании по своду на 20-ЗО%. Формула и 3 о б р е ,т е н и я Свод промьшшенной печи, включающий огнеупорную кладку периферии из сводовых изделий и швы между ними, заполненные огнеупорным растворбм толшиной О,15 - О,25 толшины сводовых изделий, а также кладку центральной части свода, отличающийся тем, что, с целью увеличения срока службы свода, кладка центральной его части на участке диаметром, равным 0,4- 0,6 диаметра свода, выполнена с толщиной щвов, равн 0,О7 - 0,13 толщины сводовых изделий. Источники инфорвигадии, принятые во внимание при экспертизе 1.Кайбичева М. Н. Футеровки электропечей. М., Металлургия, 1975, с. 36. 2.Авторское свидетельство СССР № 832289, кл. F 27 D 1/02, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| Свод промышленной печи | 1981 |
|
SU1009166A1 |
| Свод промышленной печи | 1980 |
|
SU916943A1 |
| Свод плавильной печи | 1979 |
|
SU832289A1 |
| Свод плавильной печи | 1987 |
|
SU1435914A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ МАЛЫХ СВОДОВ ЭЛЕКТРОПЕЧЕЙ | 2002 |
|
RU2242688C2 |
| Огнеупорный раствор | 1981 |
|
SU986900A1 |
| Свод промышленной печи | 1981 |
|
SU996832A1 |
| Огнеупорный раствор | 1981 |
|
SU1039916A1 |
| СВОД ПЕЧИ | 2003 |
|
RU2251648C1 |
| ОГНЕУПОРНЫЙ КАМЕНЬ ДЛЯ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 1995 |
|
RU2082928C1 |
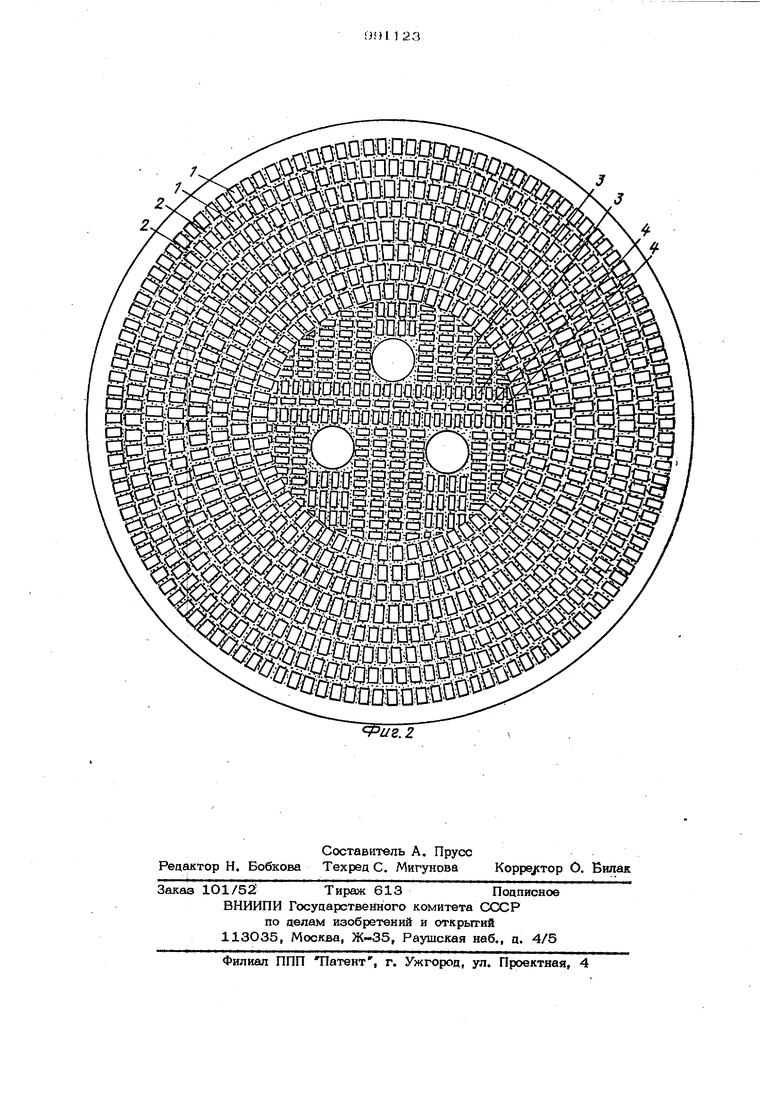
Фиг.1
