(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ U-ОБРАЗНЫХ ДЕТАЛЕЙ ГИБКОЙ ПРЯМОЛИНЕЙНЫХ ЗАГОТОВОК ПРОТАЛКИВАНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления @ -образных деталей гибко прямолинейных заготовок проталкиванием | 1981 |
|
SU994091A2 |
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
| Штамп для гибки | 1985 |
|
SU1299658A1 |
| Станок для двусторонней гибки деталей из труб | 1981 |
|
SU997904A1 |
| Штамп последовательного действия для изготовления деталей типа скоб | 1983 |
|
SU1143494A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп последовательного действия | 1986 |
|
SU1382544A1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Фланцегибочная машина | 1980 |
|
SU925477A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ ПУТЕМ ГИБКИ | 2004 |
|
RU2290274C2 |
1
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления из рулонного материала способом проталкивания через гибочную матрицу деталей U-образной формы.
Известны устройства для изготовления деталей из рулонного материала способом проталкивания, содержащие гибочную матрицу, имеющую незамкнутый контур поперечного сечения рабочей поверхности 1.
Такие устройства не могут быть использованы для изготовления деталей, имеющих U-образную форму, так как на них невозможно фиксировать передний торец заготовки.
Наиболее близким по технической сущности и достигаемому эффекту к предложенному является устройство для изготовления U-образных деталей гибкой прямолинейных заготовок проталкиванием, содержащее разъемную в плоскости гибки гибочную матрицу, состоящую из щаблона с рабочим отверстием в виде канала, соответствующего профилю получаемой детали, и подвижной стенки связанной с приводом разъема, механизм подачи заготовки и средства удаления готовой детали 2.
Это устройство не может быть использовано для изготовления деталей из ленточного рулонного материала.
Целью изобретения является обеспечение возможности изготовления деталей из
5 ленточного рулонного материала.
С этой целью устройство для изготовления U-образных деталей гибкой прямолинейных заготовок проталкиванием, содержащее разъемную в плоскости гибки гибочную мат,Q рицу, состоящую из шаблона с рабочим отверстием в виде канала, соответствующего профилю получаемой детали, и подвижной стенки, связанной с приводом разъема, механизм подачи заготовки и средства удаления готовой детали, снабжено установленным перед гибочной матрицей в направлении подачи заготовки отрезным щтампом для формообразования и разделения переднего и заднего концов смежных заготовок, а щаблон смонтирован с возможностью воз2Q вратно-поступательного перемещения в направлении подачи заготовки и снабжен механизмом этого .перемещения.
Средства удаления готовой детали выполнены в виде смонтированного в щаблоне подпружиненного выталкивателя, съемника.
снабженного приводом возвратно-поступательного перемещения в плоскости, параллельной рабочему торцу шаблона и неподвижно связанного со съемником толкателя, взаимодействующего с выталкивателем.
Подвижная стенка выполнена поворотной в плоскости разъема, а механизм перемещения щаблона выполнен в виде несущей шаблон ползушки и системы, рычагов, связывающих ползушку с приводом разъема.
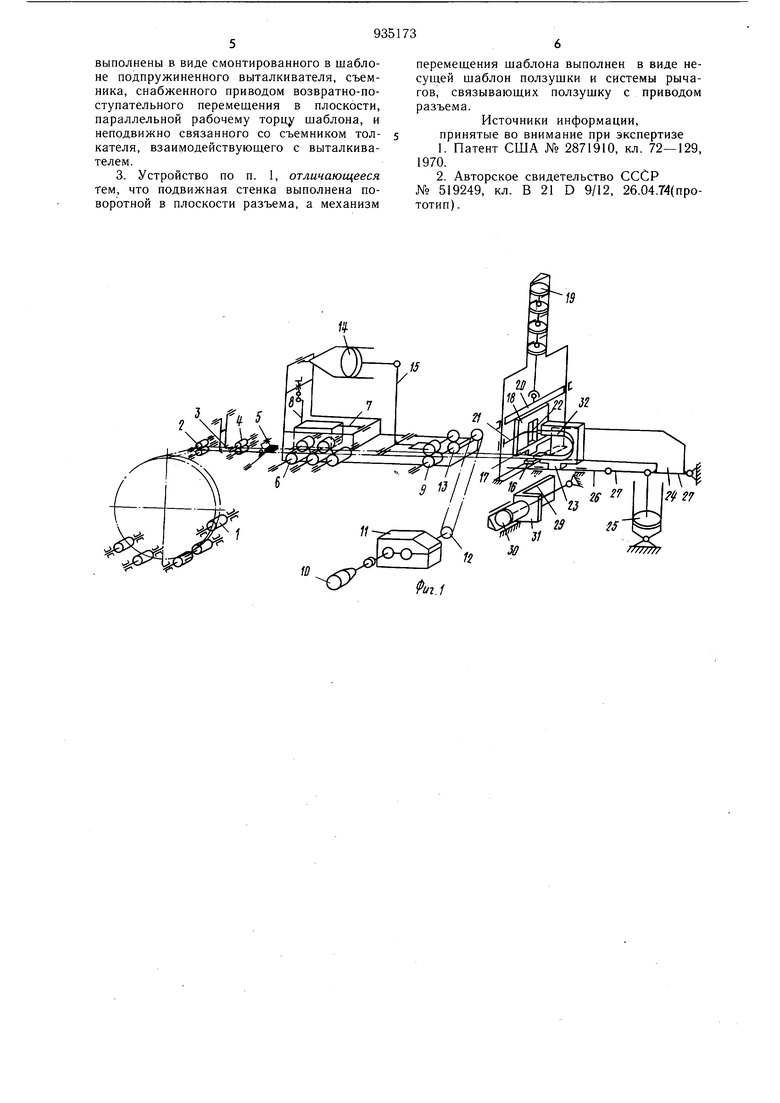
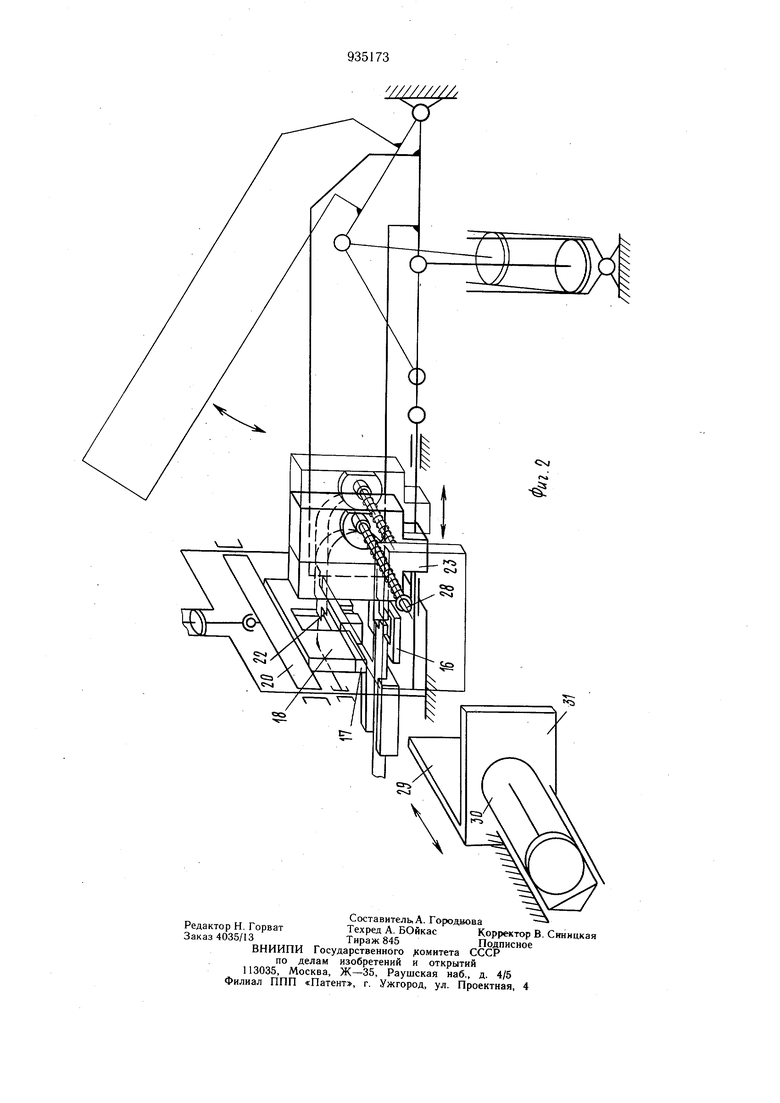
На фиг. 1 изображена кинематическая схема устройства; на фиг. 2 - узел гибки и средства удаления готовой детали.
Устройство для гибки проталкиванием включает смонтированные на станине (не показана) рулонницу 1, ловящие ролики 2, пластины для снятия заусениц 3, поддерживающие ролики 4, рычажное устройство 5 для очистки ленты. Позиции 2-5 представляют собой узел проводки. Тамже, на станине, установлены неприводные правильные ролики 6, причем верхние ролики смонтированы на рычаге 7, связанном с винтовым узлом 8 регулирования прогиба ленты.
Механизм подачи ленты выполнен в виде подающих роликов 9, приводимых электродвигателем 10 через редуктор 11, цепную передачу 12 и крупномодульную зубчатую пару 13. Прижим верхнего подающего ролика осуществлен от пневмоцилиндра 14 рычагом 15. За механизмом подачи в направлении перемещения ленты установлен отрезной штамп с матрицей 16 и пуансоном 17, закрепленным в пуансонодержателе 18, связанном со штоком многопорщневого пневмоцилиндра 19 посредством плиты 20, несущей пуансонодержатель. В отверстии пуансонодержателя 18 на рычаге 21 смонтирован поворотный упор 22, торец которого в рабочем положении всегда находится в одной вертикальной плоскости с линией отоезки.
Далее по направлению подачи ленты размен|ена сменная разъемная в плоскости гибки гибочная матрица, состоящая из щаблона 23 с рабочим отверстием в виде канала, соответствующего профилю получаемой детали, и поворотной в плоскости раъема стенки 24, связанной с приводом разъема пневмоцилиндром 25.
Шаблон 23 смонтирован с возможностью возвратно-поступательного перемещения в направлении подачи ленты и снабжен механизмом этого перемещения: ползущкой 26, несущей шаблон, и системой рычагов 27, связывающих ползушку 26 с приводом 25 разъема.
Средства удаления готовой детали выполнены в виде установленного в щаблоне 23 подпружиненного выталкивателя 28, съемника 29, снабженного приводом 30 возвратнопоступательного перемещения в плоскости, параллельной рабочему торцу матрицы, и толкателя 31, выполненного за одно целое со съемником 29 и взаимодействующего
с выталкивателем 28. Позицией 32 обозначена готовая деталь.
Устройство работает следующим образом.
Лента из рулонницы 1 через узел проводки 2-5, правильные ролики 6 и подающие ролики 9 (верхний ролик 9 поднят) подается так, что торец ее заходит за центр отрезного щтампа на 3-5 мм. Включают пневмоцилиндр 19 пуансона 17 и производят отрезку переднего конца заготовки и образование выреза на нем. Затем переключателем (не показан) устанавливают режим работы, включают кнопку «Цикл, верхний ролик 9 опускается, включается электрический двигатель подающих проликов и лента подается в гибочную матрицу до упора 22. При нажатии ленты на упор 22 подается команда на подъем верхнего подающего ролика 9 и на пневмоцилиндр 19 пуансона 17, отделяющего согнутую деталь 22, прорубающего вырезы на ее конце и в начале подаваемой ленты. После отделения детали 32 ползущка 26 под воздействием пневмоцилиндра 25 перемещает щаблон 23 на позицию выталкивания детали. Одновременно поднимается поворотная стенка 24. Срабатывает привод 30. Съемник 29 воздействует на ветви согнутой детали 32, а толкатель 31 - на выталкиватель 28, и готовая деталь 32 удаляется из рабочей зоны гибочной матрицы.
Технико-экономический эффект предлагаемого устройства определяется возможностью изготовления хомутов различных типоразмеров из ленточного рулонного материала и полной автоматизации этого процесса.
Формула изобретения
выполнены в виде смонтированного в шаблоне подпружиненного выталкивателя, съемника, снабженного приводом возвратно-поступательного перемещения в плоскости, параллельной рабочему торцу шаблона, и неподвижно связанного со съемником толкателя, взаимодействующего с выталкивателем.
перемещения шаблона выполнен в виде несущей щаблон ползушки и системы рычагов, связывающих ползушку с приводом разъема.
Источники информации, принятые во внимание при экспертизе
№ 519249, кл. В 21 D 9/12, 26.04.74(прототип).
