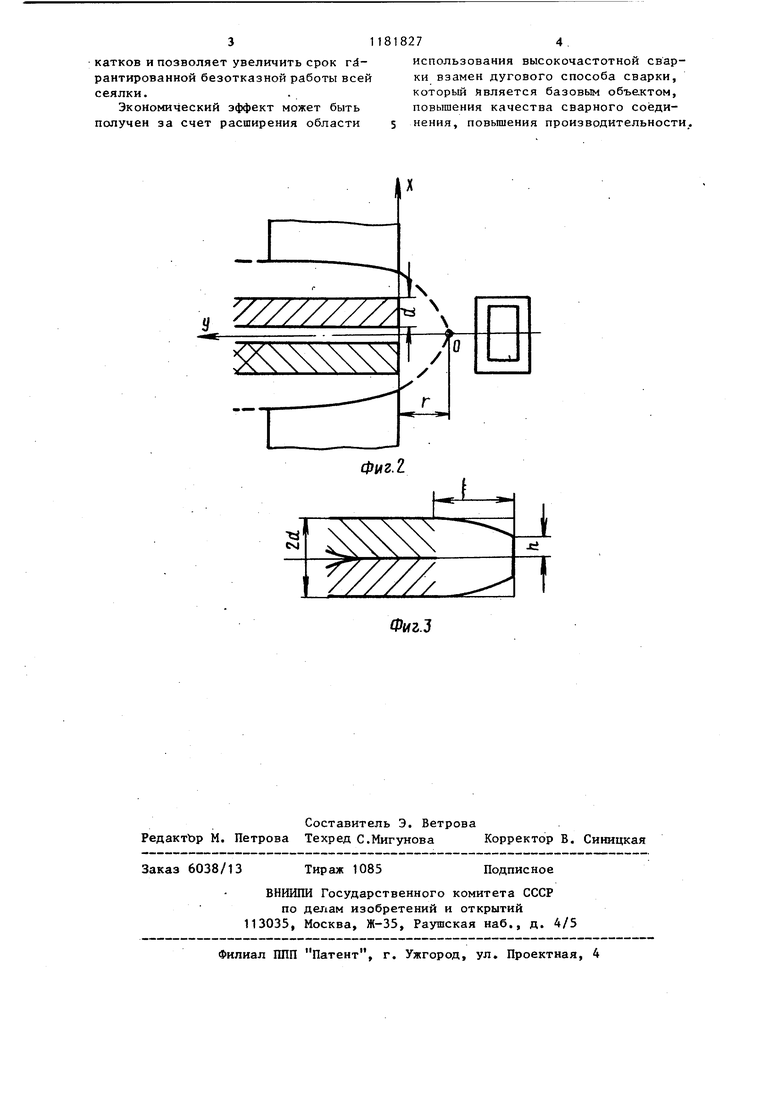
Изобретение относится к высокочастотной сварке металлических изцелий по отбортованным кромкам и: может быть использовано, например, при сварке катков сеялок, корпусов компрессоров холодильников и т.п. изделий. Цель изобретения - пЪвышение качества сварного соединения путем приведения в соответствие деформации металла с характером распределения температуры по п убине шва. На фиг. 1 изображена схема реализации предлагаемого устройства для высокочастотной сварки катков сеялок на фиг. 2 - расположение свариваемых кромок и обжимов с рабочей поверхностью по предлагаемому изобретению; на фиг. 3 - вид свариваемых кромок после проковки в обжимах. Устройство содержит индуктор 1, расположенный у торца свариваемых от бортованных кромок, свариваемые дета ли 2, прижимы 3 и 4, обжимы 5 с приводом 6 их перемещения. Сварка деталей производится следующим образом. Детали 2 устанавливаются на позиции сварки в зоне индуктора 1 с г.эмощью прижимов 3 и 4, По индуктирующему проводу индуктора 1 пропускают ток высокой частоты, при этом производится нагрев кромок деталей 2 до сварочной температуры. По окончании нагрева сварочный шов проковывается обжимами 5, перемещаемыми цилиндрами 6, Проведенные исследования показали что обжимами 5 с рабочей поверхностью, выполненной по предлагаемому изобретению, обеспечивают деформацию металла по глубине шва в соответстви с распределением температуры по окон чании нагрева. Точки с максимальной температурой вблизи торцов кромок получают наибол шую деформацию, а деформация остальных определяется параболическим зако ном, наиболее соответствующим характеру нагрева. Это позволяет получать сварной шов высокого качества. В зависимости от толщины d свариваемых кромок выбирается частота тока, питакидего индуктор. Зона нагре ва по глубине при этом обеспечиваетс более 1,5 d, так чтобы при проковке получать глубину сварного шва , равную 1,5 d. Из этих же соображений выбирается ширина обжимов для проковки. Положение вершины параболы, обозначенное на фиг. 2 цифрой О, определяется в этом случае величиной необходимой деформации металла на торцах кромок. Эксперименты показали, что качественная сварка обеспечивается, когда величина деформации на торцах кромок h составляет 0,5 d, а по глубине 1,5 d от торцов равна нулю. Математический анализ при этих условиях показывает, что общее выражение для параболы у - 2 рх приобретает, вид у х, т.е. параметр параболы р 0,5. Для толщин свариваемых кромок изделий d 0,5-5 мм, реально встречающихся в практике, расстояние г определяется в диапазоне (0,25-2,5)d. Причем для толщин d 5 мм вершина параболы отстоит от торца кромок на расстояние г 0,25 d, а для d 0,5 - соответственно г 2,5 d.. На практике могут возникать специальные требования по сварке изделий, ограничивающие как глубину сварного шва , так и величину h деформации металла кромок. В этом случае параметр параболы будет иметь значение, отличное от 0,5, и может быть определен по формулер 2d(1-frVd2 а положение вершины параболы lb/d)i (1-h /d)2 Предлагаемая конструкция обжимов проверена при сварке металлических изделий - катков сеялок, толщина металла кромок 3+3 мм, частота тока 10000 Гц, ширина активной части обжимов Р 4,5 мм, выполнена в виде участка параболы с параметром ,5 с вершиной, отстоящей от кроMOK на расстоянии г 1,5 мм. Время нагрева 15 с. Усилие осадки 450 кН. Глубина шва /v4,5. Величина осадки на кромках 1,5 мм. Качество сварки удовлетворительное. Глубина полученного шва значительно превышает глубину шва при дуговой сварке в углекислом газе, что повьшает качество сваренных катков и позволяет увеличить срок гйрантированной безотказной работы все сеялки. Экономический эффект может быть получен за счет расширения области 11818274. использования высокочастотной сварки взамен дугового способа сварки, который Является базовым объектом, повышения качества сварного соёди5 нения, повьпыения производительности,,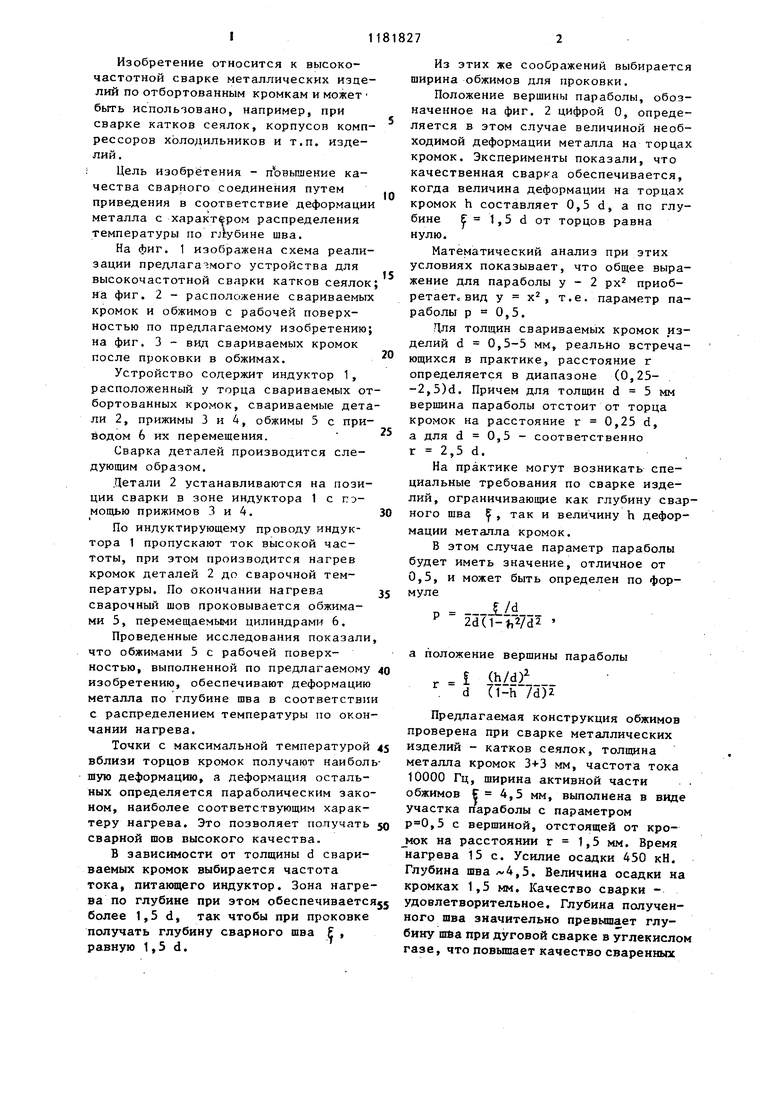
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ высокочастотной сварки плавлением по отбортованным кромкам | 1986 |
|
SU1447609A1 |
| Способ сварки плавлением | 1977 |
|
SU721281A1 |
| Способ высокочастотной сварки по отбортованным кромкам | 1985 |
|
SU1301610A1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ЛИСТОВЫХ ДЕТАЛЕЙ ПО ОТБОРТОВАННЫМ КРОМКАМ | 1992 |
|
RU2031762C1 |
| СПОСОБ СВАРКИ СТАЛЬНЫХ ИЗДЕЛИЙ ПО ОТБОРТОВАННЫМ КРОМКАМ | 1991 |
|
RU2053080C1 |
| Способ сварки плавлением | 1977 |
|
SU662298A1 |
| Способ изготовления осесимметричного стального корпуса сварного сосуда высокого давления | 2018 |
|
RU2686431C1 |
| Способ высокочастотной сварки трубных плетей с ребрами | 1985 |
|
SU1318365A1 |
| Способ высокочастотной сварки | 1980 |
|
SU912443A1 |
| Индуктор для высокочастотной сварки | 1990 |
|
SU1803288A1 |
УСТРОЙСТВО .ОПЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ ДАВЛЕНИЕМ деталей по отбортованным кромкам, содержащее индуктор и обжимы для осуществления сварочного давления, отличающееся тем, что, с целью повышения качества сварного соединения путем приведения в соответствие деформации металла с характером распределения температуры по глубине шва, рабочие поверхности обжимов в сечении выполнены в форме отрезков параболы, вершина которой расположена на оси симметрии устройства между индуктором и обжимами. СХ) 00 1С 
| Устройство для высокочастной сварки давлением | 1976 |
|
SU591284A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Богданов В.Н | |||
| и др | |||
| Высокочастотная сварка узлов сеялок | |||
| -Сварочное производство, 1983, № 10, с | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
