I
Т1зобретение относится к области машиностроения и может быть использовано при механической обработке на металлорежущих станках.
Известен способ определения оптимальных скоростей резания при чистовом и получистовом точении жаропрочны сплавов, при котором производят определение приращения термоэлектродвижущей силы в паре резец-деталь при разточных скоростях резания, соблюдая постоянство Длин пути резания. Затем по минимальному значению приращения термоэлектродвижущей силы определяют соответствующую скорость, которая является оптимальной скоростью резания 1.
Недостатком известного способа является необходимость на разных скоростях резания обрабатыг5ать большую поверхность. Это приводит кснижению точности, лишней затрате времени и повышению расхода металла.
Целью изобретения является повышение точности определения скорости резания.
Это достигается тем, что на разных скоростях резания измеряют величину термотока, возникающего в процессе резания в цепи деталь-станок-резец-деталь, строят графическую зависимость величины термотока от скорости и определяют оптимальную скорость резания по точке перегиба указанной графической зависимости.
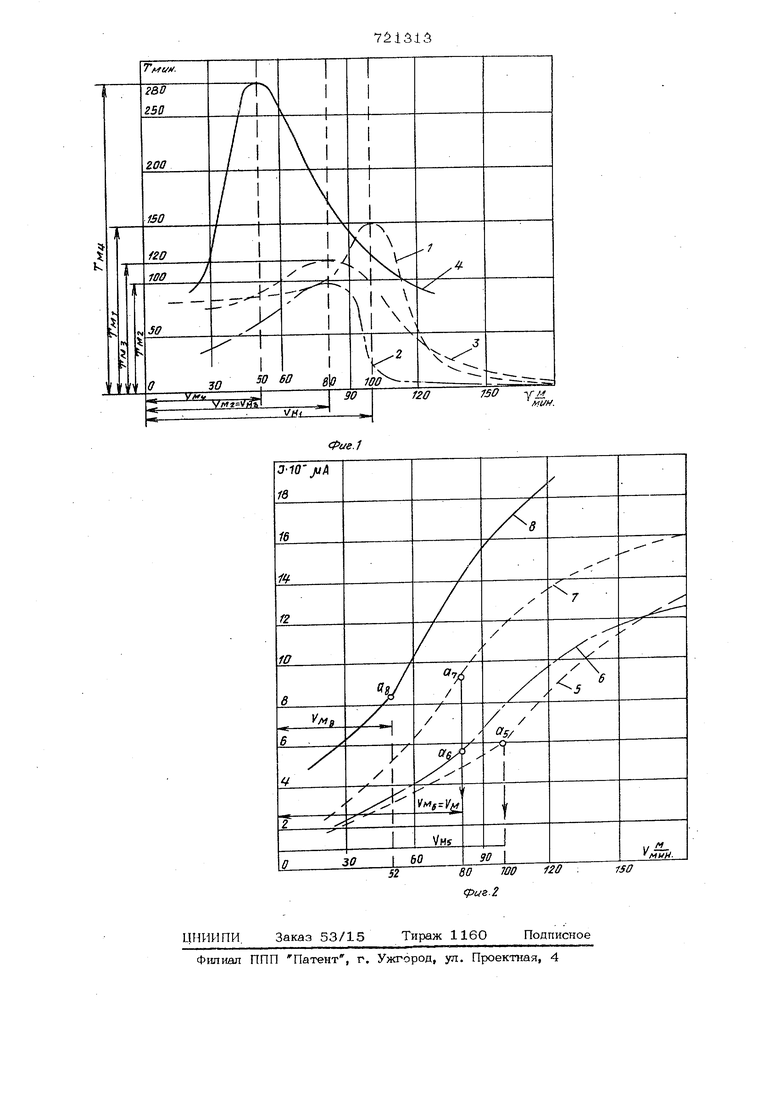
Предлагаемый способ поясняется чертежами, где на фиг, 1 представлена графическая зависимость стойки резпа от скорости резания; на фиг. 2 - графическая зависимость величины термотока от скорости резания.
Определение оптимальной скорости резания проводилось на униворсстлыюм станке 1И611П резцом, ocirairiRinrbiM пластинкой металлокерамического т(Ю)Лого сплпва ВК8. Сначала проводились стойкост- .
ные испытания резца и строились, кривые (V) (фиг. 1) для определения Т
и V м при обработке данного материала. Полученные данные сводились в табл.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСКОРЕННОГО ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНЫХ РЕЖИМОВ НЕСТАЦИОНАРНОГО РЕЗАНИЯ | 2001 |
|
RU2207935C2 |
| Способ определения оптимальной скорости резания | 1976 |
|
SU657918A1 |
| Способ определения оптимальной скорости резания | 1978 |
|
SU673377A1 |
| Способ определения сил на задней поверхности резца и упругой деформации материала заготовки при ее обработке | 1986 |
|
SU1400786A1 |
| Способ определения оптимального коэффициента трения на задней поверхности резца | 1990 |
|
SU1768352A1 |
| Способ определения скорости резания, обеспечивающей максимальную работоспособность резца при точении труднообрабатываемых сталей и сплавов с помощью сборных резцов со сменными режущими твердосплавными пластинами | 2023 |
|
RU2806933C1 |
| Способ тарирования естественной термопары резец-деталь и устройство для его осуществления | 1982 |
|
SU1013111A1 |
| Способ тарирования естественнойТЕРМОпАРы дЕТАль-РЕзЕц | 1979 |
|
SU806269A1 |
| Способ управления обработкой резанием детали | 1991 |
|
SU1754331A1 |
| К БИБЛИОТЕК?* | 1972 |
|
SU350590A1 |
0,2
- 1
0,2 0,2
4 Сталь 4 ОХ
1,0
Определение величины термотока проводилось с помощью микровмперметра цена дедания 10 А, шкала от О до ЗОО500 Ау, который соединен с резцом, изолированным от резиедержатгеля суппорта станка, и с обрабатываемой деталью через токосъемное устройство, представляющее собой медную вставку, запрессованную в отверстие задней части шпинделя станка. Выступающий конический закругленный конец медной вставки контактирует при вращении щпинделя с неподвижной меднографитовой пластиной, прикрепленной к кожуху сменных шестерен станка.
После определения величины термотока строились графические зависимости О f(V). При этом данные принимались по таблице. Кривые 5, 6, 7 и 8 на фиг. 2 рассматриваются соответственно кривым I, 2, 3 и 4 на фиг. 1. На кривых фиг. 2 точки а , а , а , а - точки перегиба. Этим точкам на фиг. 2 соответствуют скорости резания соответственно: V 100 м/мин, V Ум7 + 8О м/мин, V.
- вг
02 м/мий, т. е, такие же, что и CKoipoc ти S/,, полученные при стойкостных испытаниях.
Использование изобретения позволяет сократить время и стоимость определения оптимальных скоростей резания и тем самым обеспечивает повышение производительности труда, точности обработки деталей.
Форм.ула изобретения
Способ определения оптимальной скорости резания, соответствующей периоду максимальной стойкости инструмента через косвенный электрический параметр, отличающийся тем, что, с целью повышения точности определения скорости резания, на разных сг оростях резания измеряют величину термотока, возникающего в процессе резания в цепи деталь-станок-резец-деталь, строят графическую зависимость величины термотока от скорости и определяют оптамальную скорость резания по точке перегиба указанной графической зависимости.
Источники информации, принятые во внимание при экспертизе
.
гвд
25/7
ZOO
150
f20
1
/
10O
/ПЛ
V
x
50 60
w
sz:
БШ
vn
l
V
v
fffff -
750
f2ff
u.
