м
00
05
-I
Изобретение относится к обработке материалов резайием и может быть использовано при экспериментальных исследованиях условий работы режу- щего инструмента.
Цель изобретения - повышение точности определения сил при ограниченной жесткости системы станок-приспособление-инструмент-деталь (СПИД).
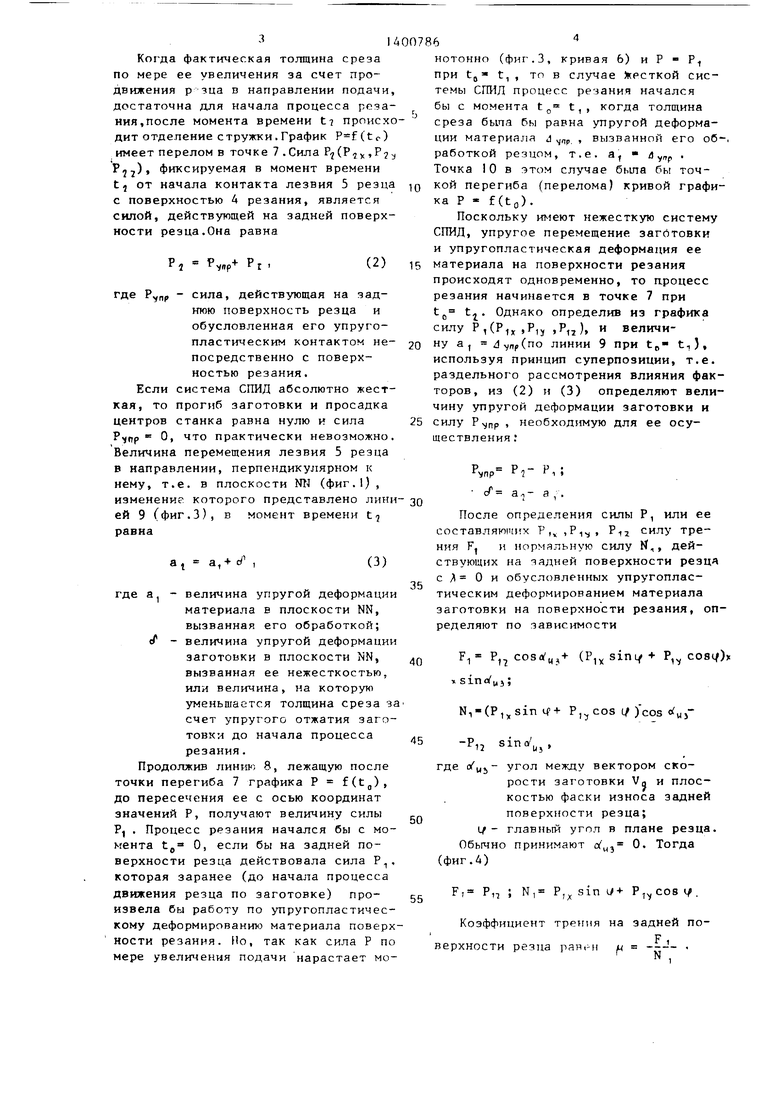
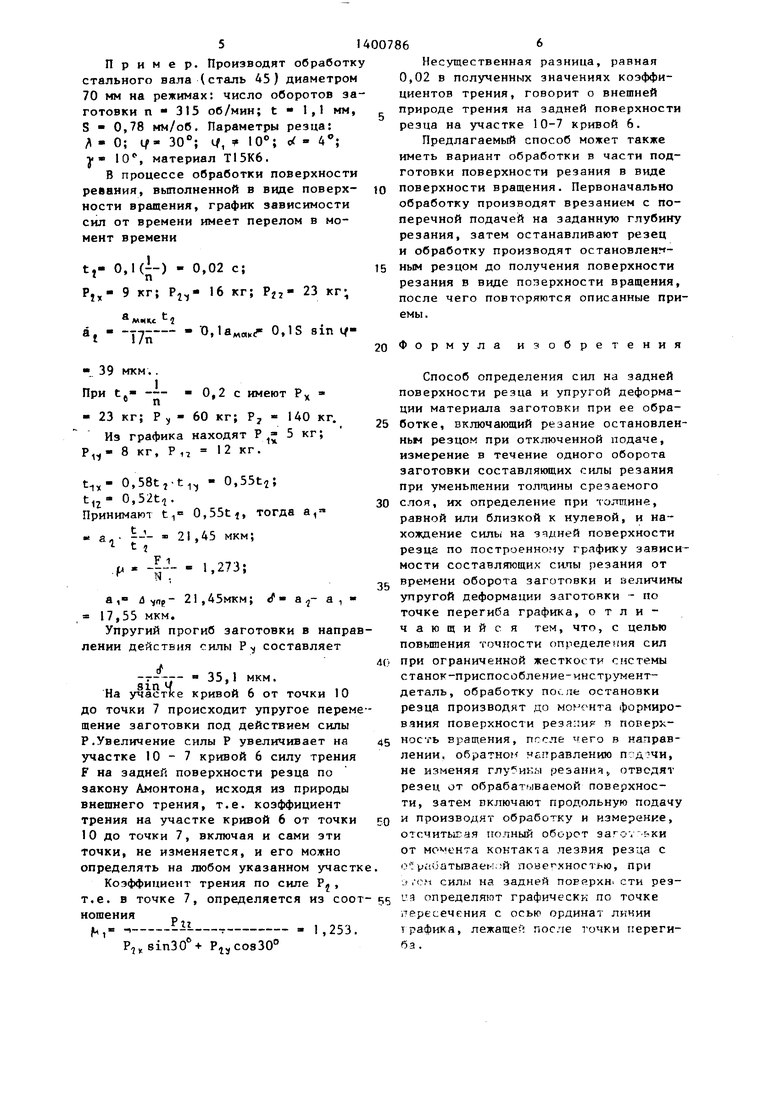
На фиг.1 представлена схема об- jработки; на фиг. 2 - развертка на плоскости траектории вершины режущег инструмента и изменение текущей подачи за один оборот заготовки после начала обработки; на фиг.З - изменение толщины среза и силы, действующей на резец за один оборот заготовки после начала обработки; на фиг.4 система сил, действующих на заднюю поверхность резца, в нормальном к лезвию сечении NN.
Способ осуществляют следующим образом.
При обработке резцом 1 , перемещав мым с подачей S, вращаемой со скоростью Vft заготовки 2, снимают припуск глубиной t со следующими парамерами сечения 3 среза
а S S in j ;(I)
b « t/fiin i ,
где a - толщина среза;
S - подача, мм/об;
b - ширина среза;
t - глубина резания;
Lf - главный угол резца в плане. В процессе обработки отключают пр продолънлто подачу и производят реза- ние остановленным оезцом 1 (положение резца I, фиг. 1) до получения по в рхности А резания в виде поверхности вращения, что обеспечивается времен2Г ( процесса, большим или рав- ным времени оаного оборота заготовки.
После этого в направл гнии, обратном направлению подачи, не изменяя глубины резания t, отводят резец от поверхности + резания на величину 1 (положение резца II) , освобождая его главное лезвие 5 от контакта с поверхнос-ью 4 резания. Величина 1, должна Г-ьпь больше величины упру- гой деформации материала в направле- мни подачи S, что необходимо для того, чтгбы Ни резец не действовл 1л силы со стороны поверхности р а- ния, которые могут внести погрет огт в последующие измерения ciui. Затем I включают продольную подачу и производят обработку с фиксацией 11звестнымя мб одами изменений составлякчдих силы резания после момента контакта главного лезвия 5 резца 1 с поверхностью А резания в течение времени одного оборота заготовки. При обработке траекторией каждой точки главного лезвия 5 резца 1 являё тся винтовая линия , имеющая угол подъема /и относительно плоскости вращения заготовки |фиг.2) От момента контакта лезвия 5 резца с поверхность резания подача на одном обороте заготовки увеличивается по закону
S(t) Sntg,
где S(t) - текущая подача;
п - частота вращения заготовки;
tp - время, прошедшее после включения подачи, и
i -
При to , S(t) S; при to
О, 5(t) 0.
Исходя из (1), толщина греза также меняется по указанной зависимости, как и S(t) (фиг.З). Далее- строят график 6 зависимости равнодействующей силы (или ее состаяляк щих), Л1 йствующей на резец, от времени t((фиг.З). Сила Р увеличивается с увеличением времени 1, График Р - f(t(,) имеет перегип t-jni перелом в точке 7, соответствующей времени t., укязьшающий, что стружкообразоаан.ш на передней поверхности резца H.-jqa- лось, т.е. начиная : точки 7, начинается гфоцесс резания, и да.л(:е сила резания уве:;ичивастся по кривой 8. С MOM jHTa контакта ре -:)г;а с за: отовк(.)й т.,. момента контакта лез-.-ия 5 рез- . с поврпхностью 4 резания заготог 1И 2, начмнается упп опластический олтакт задней rioBi-.рхностн рез1.,а с по 1Г-В - рхнис 7ЬК резаьчл. При. этом считают т-зготовку с усгановичнь ми центра- -1И наименее werrv: I l-; зьеиом системы
апм.
Когда фактическая толщина среза по мере ее увеличения за счет продвижения р зца в направлении подачи, достаточна для начала процесса резания,после момента времени t происхо дит отделение стружки. График (t с) имеет перелом в точке 7 .Сила P-i(P,Р2 ), фиксируемая в момент времени t от начала контакта лезвия 5 резца с поверхностью А резания, является силой, действующей на задней поверхности резца.Она равна
Р г
где сила, действующая на заднюю поверхность резца и обусловленная его упруго- пластическим контактом не посредственно с поверхностью резания.
Если система СПИД абсолютно жесткая, то прогиб заготовки и просадка центров станка равна нулю и сила ° О, что практически невозможно Величина перемещения лезвия 5 резца в направлении, перпендикулярном к нему, т.е. в плоскости Ш (фиг.1), изменение которого представлено лин ей 9 (фиг.З), в момент времени t равна
а ,
1
где а - величина упругой деформации материала в плоскости NN, вызванная его обработкой; f - величина упругой деформации
заготовки в плоскости NN, вызванная ее нежесткостью, или величина, на которую уменьшается толщина среза за счет упругого отжатия заготовки до начала процесса резания.
Продолжив линию 8, лежащую после точки перегиба 7 графика Р f(tg), до пересечения ее с осью координат значений Р, получают величину силы Р, . Процесс резания начался бы с мо- ьгента tg О, если бы на задней поверхности резца действовала сила Р, которая заранее (до начала процесса движения резца по заготовке) про- извела бы работу по упругопластичес- кому деформированию материала поверхности резания. Мо, так как сила Р по мере увеличения подачи нарастает мо-Q
15
20 25 - зо
35
Q g
„ gg нотонно (фиг.З, кривая 6) и Р - Р при tj t, , то в случае Жесткой системы СПИД процесс резания начался бы с момента t t,, когда толщина среза быпа бы равна упругой деформации материала d „ , вызванной его об-, работкой резцом, т.е. а а „р . Точка 10 в этом случае быпа бы точкой перегиба (перелома) кривой графика Р - f(to).
Поскольку имеют нежесткую систему СПИД, упругое перемещение заготовки и упругопластическая деформация ее материала на поверхности резания происходят одновременно, то ароцесс резания начинается в точке 7 при tg tj. Однако определив из графика силу P,(P,,P,j jP,,), и величину а, 4,,„р(по линии 9 при t,), используя принцип суперпозиции, т.е. раздельного рассмотрения влияния факторов, из (2) и (3) определяют величину упругой деформации заготовки и силу Рч(пр , необходимую для ее осуществления :
vnp Р ( t
/ а , .
После определения силы Р, или ее составляющих Р , , , Рц силу трения F, и нормальную силу М,, действующих на задней поверхности резця с ; О и обусловленных упругоплас- тическим деформированием материала заготовки на поверхности резания, определяют по зависимости
F Р, соза „,+ (P,sinLc+ Р, co8i/)x и sinWyj;
Ni-(P,sin If + P,,,cos t/) cos o wj-РП ,
где i/uj- угол между вектором скорости заготовки VB и плоскостью фаски износа задней поверхности резца; L/- главный угол в плане резца. Обычно принимают 0. Тогда (фиг.Д)
F, РП ; N, Р, sin I/.
Коэффициент трения на задней по р
верхности резца /ч - .
N .
Пример. Производят обработку стального вала (сталь 45) диаметром 70 мм на режимах: число оборотов заготовки п 315 об/мин; t 1,1 мм, S - 0,78 мм/об. Параметры резца: Д - 0; I/ 30°; I/, 10°; of - у- 10, материал Т15К6.
В процессе обработки поверхности рейания, вьтолненной в виде поверх- ности вращения, график зависимости сил от времени имеет перелом в момент времени
tj- 0,1() - 0,02 с;
PJ,- 9 кг; 16 кг; j- 23 кг;
МЧИС 1
T7n- 0,1а;, 0,15 sin If
Несущественная разница, равная 0,02 в полученных значениях коэффициентов трения, говорит о внешней природе трения на задней поверхности резца на участке 10-7 кривой 6.
Предлагаемый способ может также иметь вариант обработки в части подготовки поверхности резания в виде поверхности вращения. Первоначально обработку производят врезанием с поперечной подачей на заданную глубину резания, затем останавливают резец и обработку производят остановлен - ным резцом до получения поверхности резания в виде поверхности вращения, после чего повторяются описанные приемы.
20 Формула изобретения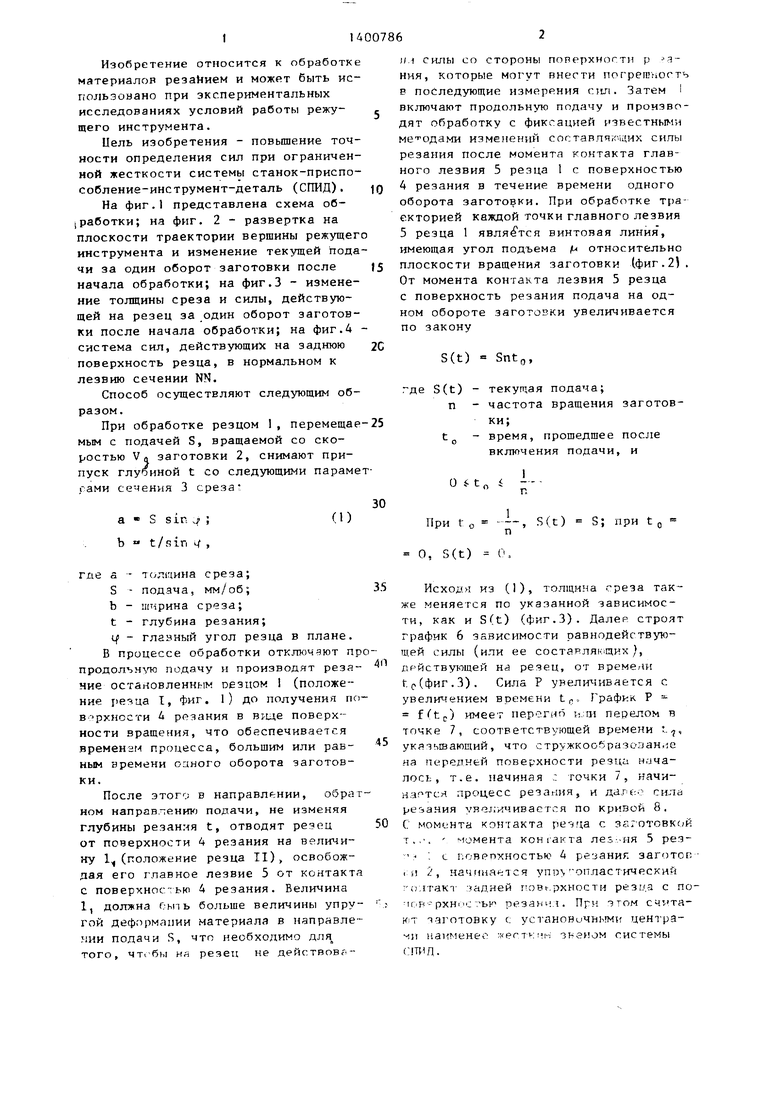
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения оптимального коэффициента трения на задней поверхности резца | 1990 |
|
SU1768352A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| Способ обработки резанием круглым резцом | 1984 |
|
SU1368107A1 |
| Виброгасящий резец | 1982 |
|
SU1087261A1 |
| Способ определения оптимальной скорости резания | 1985 |
|
SU1268293A1 |
| Способ прорезки кольцевых канавок | 1984 |
|
SU1199456A1 |
| Способ лезвийной обработки валов с профилем "равноосный контур | 1983 |
|
SU1126375A1 |
| Способ токарной обработки | 1983 |
|
SU1186400A1 |
| Способ установки ротационного резца | 1983 |
|
SU1152710A1 |
| Способ получения корней стружки | 1974 |
|
SU552138A1 |
Изобретение относится к области обработки материалов резанием и может быть использовано при эксперимен- тальимх исследованиях условий работы режушего инструмента. Целью изобретения является повьппение точности определения сил при ограниченной жесткости системи СПИД. В процессе бра- ботки отключают продольную подачу, измеряют в течение одного оборота заготовки составляющие силы резания При уменьшении толщины срезаемого слоя, определяют эти силы при указанной толщине, равной или близкой к нулевой. Находят силу на задней поверхности резца по построенному графику зависимости составляющих силы резания от времени оборота заготовки и величины упругой деформации заготовки - по точке перегиба графика. Обработку после остановки резца 1 производят до момента формирования поверхности резания 4 в поверхность вращения, после чего в направлении, обратном направлению подачи S, не изменяя глубины резания t, отводят резец от обрабатьшаемой поверхности, затем включают продольную подачу и . производят обработку и- измерение, отсчитывая полный оборот заготовки 2 от момента контакта лезвия резца с обрабатьшаемой поверхностью. При этом силы на задней поверхности резца определяют графически по точке пересечения с осью ординат линии, лежащей после точки перегиба. 4 ил. (Л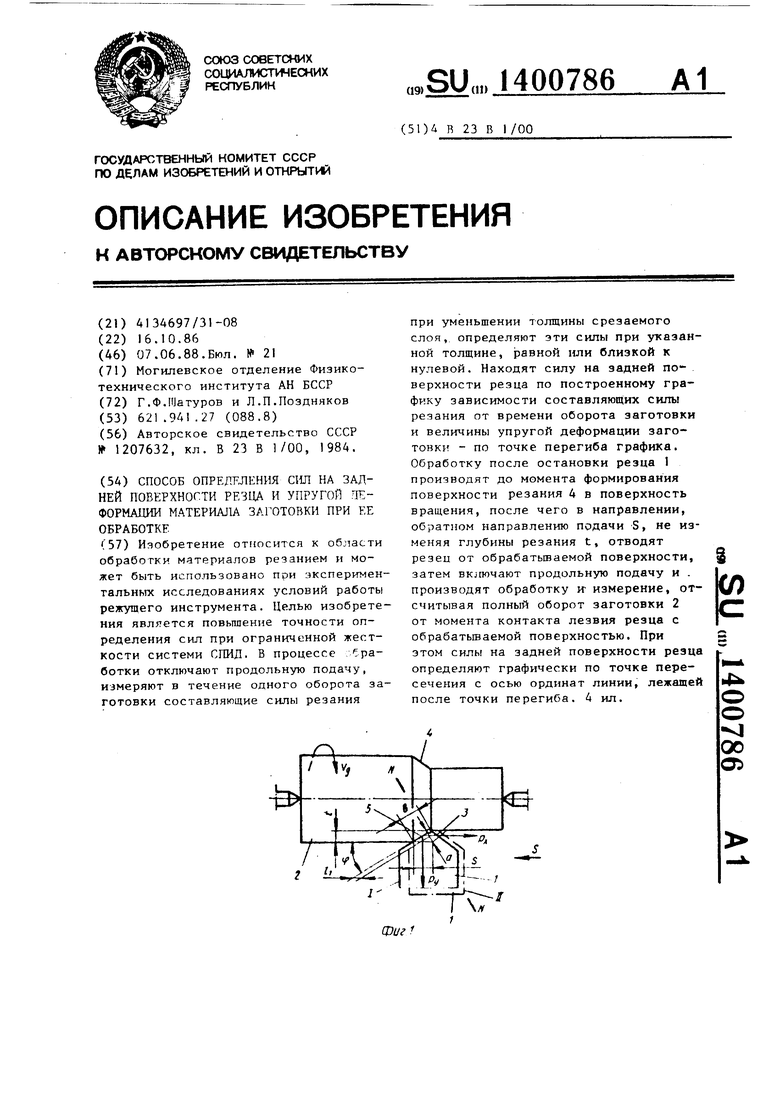
39 мкм..
При tj- - 0,2 с имеют Р
-23 кг; Р ,, - 60 кг; Р « 140 кг
Из графика находят Р 5 кг; Р,- 8 кг, Р ,, 12 кг.
0,58ti-ti., - 0,55t2;
tu- 0.52ti.
Принимают ti 0,55tt, тогда a,
- 21 ,45 мкм;
1 t
F 1
. LJ . 1,273;
ng
- 21,45мкм; f - a - a ,
17,55 мкм.
Упругий прогиб заготовки в направлении действия силы Р . составляет
------ и 35,1 мкм.
На участке кривой 6 от точки 10 до точки 7 происходит упругое перемещение заготовки под действием силы Р.Увеличение силы Р увеличивает на участке 10-7 кривой 6 силу трения F на задней поверхности резца по закону Амонтона, исходя из природы внешнего трения, т.е. козффициент трения на участке кривой 6 от точки 10 до точки 7, включая и сами эти точки, не изменяется, и его можно определять на любом указанном участке
Коэффициент трения по силе Pj, т.е. в точке 7, определяется из соот- ношения р . 1,253.
Р, ешЗО Рг,,созЗО°
5
0
5
0
5 O
5
Способ определения сил на задней поверхности резца и упругой деформации материала заготовки при ее обработке, включающий резание остановлен- ньм резцом при отключенной подаче, измерение в течение одного оборота заготовки составляющих силы резания при уменьшении толщины срезаемого слоя, их определение при толщине, равной или близкой к нулевой, и нахождение силы на задней поверхности резцй по построенному графику зависимости составляющих си.пы резания от времени оборота заготовки и величины упругой деформации заготовки по точке перегиба графика, отличающийся тем, что, с целью повьппения точности определения сил при ограниченной жесткости системы станок-приспособление-инструмент- деталь, обработку после остановки резца производят до мононта формирования поверхности резааня в поверхность вращения, после чего в направлении, обратном нглтравлению пад:-чи, не изменяя глубины резания j, отводят реэец от обрабатг шаемой поверхности, затем включают продольную подачу и производят обработку и измерение, отсчитыгая полный оборот заго / Е-ки от момента контакта лезвия резца с : -рабатываем;;й поверхностью, при j силы на задней поверхН сти рез- ия определяют графически; по точке пересечения с осью ординат линии графика, лежащей после точки перегиба.
О о ti ts
Фиг.З
| Способ определения сил на задней поверхности резца и упругой деформации материала при его обработке | 1984 |
|
SU1207632A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
