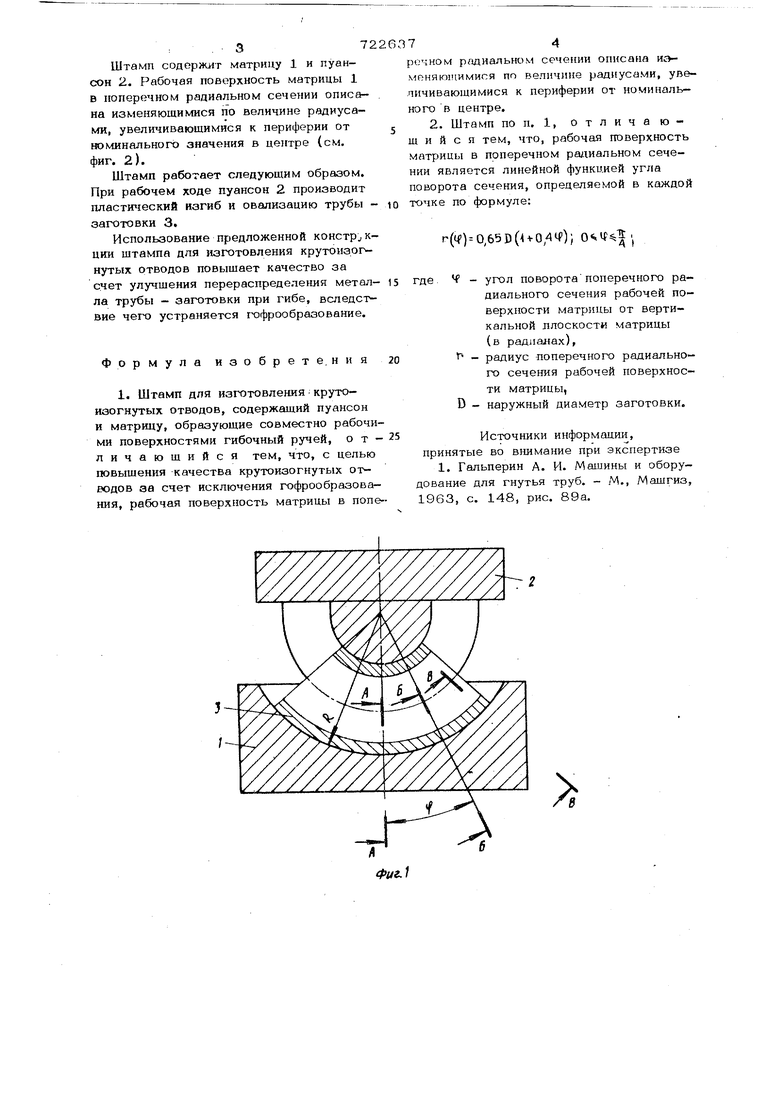
Изобретение относится к обработке металлов давлением, а именно к констру Щ1ЯМ штампов для изготовления крутоизогнутых отводов. Известен штамп для изготовления крутоизогнутых отводов содержащий пуансон и матрицу, образующие совместно рабочими поверхностями гибочный ручей (ij . Недостатком такой конструкции штам па является невысокое качество крутоизогнутых отводов вследствие гофрообра зования на внешней поверхности гнутой трубки - заготовки. Целью изобретения является повышение качества крутоизогнутых отводов за счет исключеЕшя гофрообразования. Это достигается тем, что в штампе для изготовления крутоизогнутых отводов, содержащем пуансон и матрицу, образующих совместно рабочими поверхностями гибочный ручей, рабочая поверх ность матрицы в поперечном радиальном сечении описывается изменяющимися по величине радиусами, увеличивающимися к периферии от номинального в центре. Кроме того, рабочая поверхность матрицы в поперечном радиальном сечении является линейной функцией угла поворота сечения, определяемой в каждой тдчке по формуле: ,65D(UO,44); , угол поворота поперечного радиального сечения рабочей поверхности матрицы от вертикальной плоскости матрицы (в радианах); радиус поперечного радиального сечения рабочей поверхности матрицы; Ъ - наружный диаметр заготовки. На фиг. 1 схематично изображено продольное сечение гибочного ручья предлагаемого штампа; на фиг. 2 - изменение радиуса г в радиальных поперечных сечениях пЪверх+юсти полости матрицы. Штамп содержит матрицу 1 и пуансон 2. Рабочая поверхность матрицы 1 в поперечном радиальном сечении описана изменяющимися по величине радиусами, увеличивающимися к периферии от номинального значения в ueitTpe (см. фиг. 2). Штамп работает следующим образом. При рабочем ходе пуансон 2 производит пластический изгиб и овализацию трубы заготовки 3. Использование предложенной констр к ции штампа для изготовления крутоизопнутых отводов повышает качество за счет улучшения перераспределения метал ла трубы - заготовки при гибе, вследст вие чего устраняется гофрообразование. Формула изобрете.ния 1. Штамп для изготовления крутоизогнутых отводов, содержащий пуансон и матрицу, образующие совместно рабоч ми поверхностями гибочный ручей, о т личаюшийся тем, что, с целью повышения качества круто изо гнутых отводов за счет исключения гофрообразова кия, рабочая поверхность матрицы в поп р:)Очном р;щиальном сечении описана иэменяющимися по величине радиусами, увеличивающимися к периферии от номинального в центре. 2. Штамп по п. 1, отличающийся тем, что, рабочая поверхность матрицы в поперечном радиальном сечении является линейной функцией угла поворота сечения, определяемой в каждой точке по формуле: r-(4)0,65)(UO,4tp); 0««if«:1, где Ч - угол поворотапоперечного радиального сечения рабочей поверхности матрицы от вертикальной плоскости матрицы (в радиаиах), - радиус поперечного радиального сечения рабочей поверхности матрицы, D - наружный диаметр заготовки. Источники информации, принятые во внимание при экспертизе 1. Гальперин А. И. Машины и оборудование для гнутья труб. - М., Машгиз, 1963, с. 148, рис. 89а.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления крутоизогнутых отводов | 1983 |
|
SU1174115A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2003 |
|
RU2241561C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1998 |
|
RU2172221C2 |
| Способ изготовления толстостенных крутоизогнутых отводов | 2016 |
|
RU2628444C1 |
| ДВУХРУЧЬЕВЫЙ ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ТРУБНЫХ УГОЛЬНИКОВ | 1968 |
|
SU206517A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1994 |
|
RU2094151C1 |
| Устройство для двусторонней гибки крутоизогнутых отводов | 1974 |
|
SU541534A1 |
| Способ изготовления волноводов сложной формы и устройство для осуществления способа | 2016 |
|
RU2634815C1 |
| Двухручьевой штамп для изготовления крутоизогнутых трубных угольников | 1958 |
|
SU127229A1 |
| ОПРАВКА ДЛЯ ГИБКИ ТРУБ | 1986 |
|
RU1417281C |

