Изобретение относится к обработке металлов давлением, в частности к способам изготовления толстостенных крутоизогнутых отводов из трубных заготовок, и может быть использовано в различных отраслях машиностроения.
Известен способ изготовления бесшовных крутоизогнутых фитингов (А.с. СССР №114533, В21С 37/28, B21D 9/07, опубл. 01.01.1958), который заключается в предварительном придании заготовке с косыми срезами по обоим концам изогнутой и сплющенной формы с введением в нее торцевых оправок и последующей правке в штампе. К недостаткам способа следует отнести технологические ограничения, обусловленные возможностями холодной штамповки, при которой не возможно получить толстостенные отводы трубопроводов, а также высокую трудоемкость и низкую производительность.
Известно изготовление крутоизогнутых отводов (А.с. СССР №1174115, В21С 37/28, B21D 9/07, 22/06, опубл. 23.08.1985), включающее формование детали в виде крутоизогнутого отвода из трубной заготовки путем силового воздействия на боковую поверхность нагретой трубной заготовки, т.е. изгиба с одновременной овализацией наружной части трубной заготовки по большой образующей. Затем осуществляют поворот заготовки на 90° и формовку с ориентацией малой оси овала параллельно направлению рабочего хода инструмента. Недостатком способа является многопереходность процесса формообразования, где для придания готовой детали круглого поперечного сечения осуществляют ее последующую калибровку в два этапа. При этом последующие калибровочные операции не устраняют разнотолщинности, полученной на первом переходе формообразования.
Наиболее близким решением, принятым за прототип, является изготовление крутоизогнутых тонкостенных трубных угольников в двуручьевом штампе (А.с. СССР №127229, В21С 37/28, B21D 7/06, опубл. 21.02.1960), один из ручьев которого гибочный, а другой - обжимной калибровочный. При этом гибочный ручей выполнен закрытым в поперечном сечении с глубиной ручья матрицы, большей диаметра заготовки, а обжимной калибровочный ручей - с разъемом между пуансоном и матрицей. Под воздействием пуансона овальное поперечное сечение изогнутой заготовки в обжимном ручье матрицы приобретает форму круга.
Недостатком способа является сложность центрирования заготовки с косым резом в штампе при изготовлении толстостенных отводов, что не позволяет обеспечить равномерную толщину стенки по периметру отвода.
Технической задачей, решаемой изобретением, является обеспечение равномерной толщины стенки по периметру толстостенных крутоизогнутых отводов, преимущественно с радиусом гиба 1,5÷2 наружных диаметра.
Поставленная задача решается за счет того, что в способе изготовления толстостенных крутоизогнутых отводов, включающем нагрев трубной заготовки диаметром больше диаметра отвода, овализацию заготовки путем силового воздействия на ее боковую поверхность, поворот заготовки на 90° и формовку в штампе с криволинейным каналом с ориентацией большой оси овала в направлении силового воздействия, согласно изобретению используют заготовку с прямым резом, наружным диаметром больше наружного диаметра отвода на 5÷15% и длиной, превышающей длину внешней образующей отвода на 5÷20%, осуществляют овализацию на прессе до величины наружного диаметра овала по малой оси, равной или не более 2% наружного диаметра отвода.
Использование в предлагаемом способе заготовки с прямым резом позволит исключить замятие торца отвода при формовке и изменить схему нагружения с сосредоточенного изгиба на схему внецентренного растяжения.
Использование заготовки, наружный диаметр которой больше наружного диаметра отвода на 5÷15%, позволит получить отводы с равномерной толщиной стенки по периметру на торцах готового изделия. Применение заготовки наружным диаметром больше 15% приведет к увеличению толщины стенки после штамповки и невозможности получения отводов требуемого качества, а наружным диаметром меньше 5% приведет к утонению стенки заготовки и не обеспечит требуемого радиуса гиба отвода.
Использование заготовки длиной, превышающей длину внешней образующей готового отвода на 5÷20%, позволяет получить равномерную толщину стенки отвода по периметру на торцах готового изделия. Использование заготовки длиной, превышающей длину внешней образующей готового отвода менее чем на 5%, не обеспечит требуемые геометрические параметры отвода (строительную длину, толщину стенки отвода, диаметр и заполнение криволинейного канала штампа). А при использовании заготовки длиной, превышающей длину внешней образующей готового отвода более чем на 20%, произойдет перерасход металла.
Осуществление овализации заготовки на прессе с использованием плит позволяет универсализировать процесс формовки для изготовления отводов любого типоразмера, используя один набор плит. При этом выполнение последующей формовки в штампе обеспечит получение отводов требуемого радиуса гиба. Выполнение овализации заготовки до величины наружного диаметра овала по малой оси, равной или не более 2% наружного диаметра отвода, при последующей формовке обеспечит получение равномерной толщины стенки по периметру отвода на торцах готового изделия. При овализации заготовки с получением наружного диаметра овала по малой оси более 2% наружного диаметра отвода произойдет выдавливание части металла в зоне смыкания штампа (матриц), что приведет к необходимости зачистки отвода и, возможно, не всегда обеспечит требуемые геометрические параметры отвода (радиус гиба, диаметр отвода).
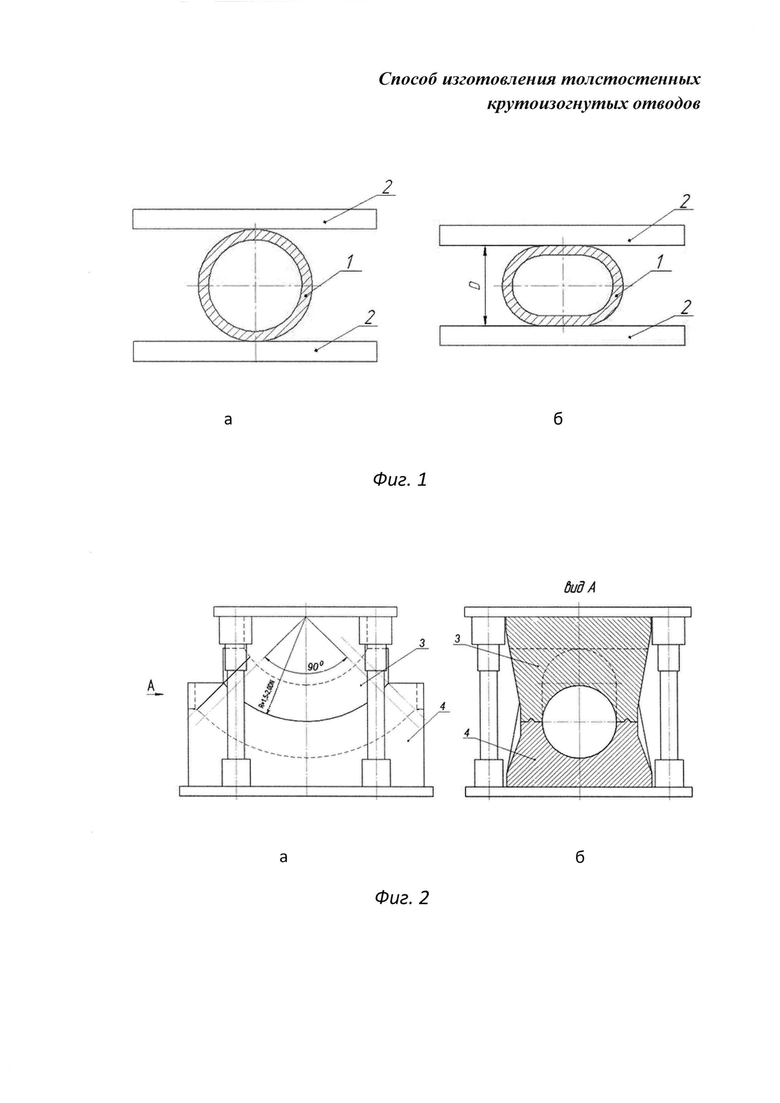
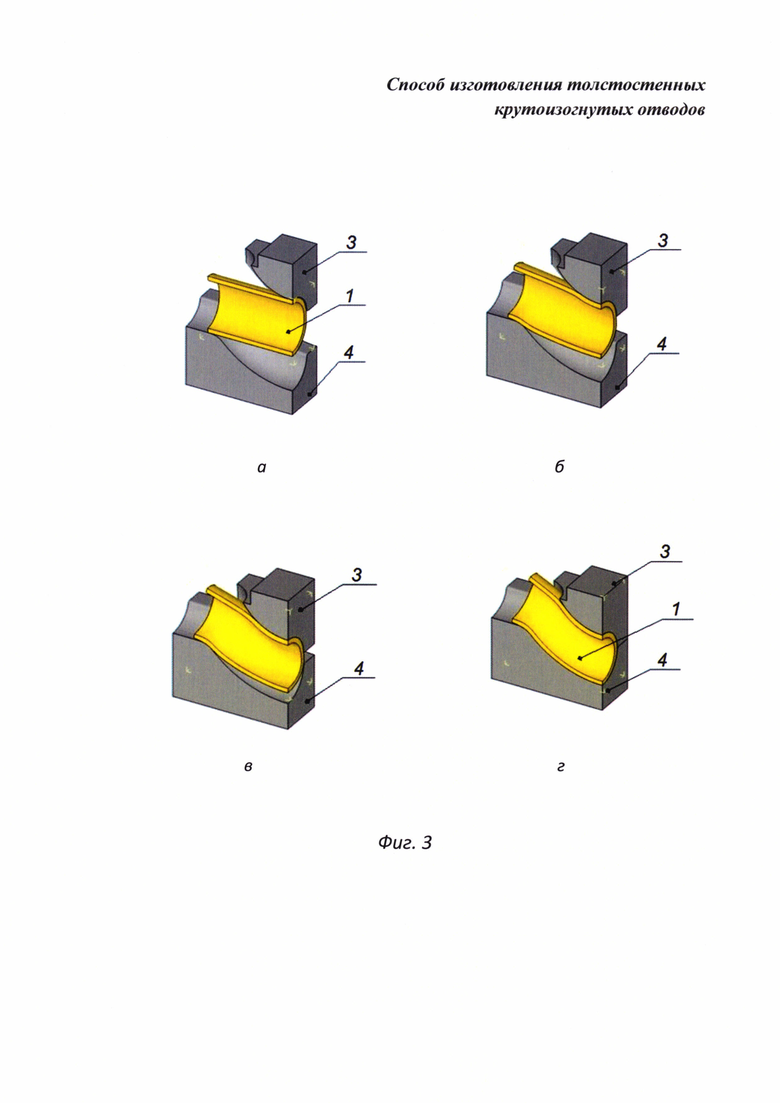
Предлагаемый способ поясняется рисунками, где на фиг. 1 представлены этапы овализации трубной заготовки на прессе с помощью универсальных плит: на фиг. 1, а - начало овализации трубной заготовки, на фиг. 1, б - окончательный этап овализации; на фиг. 2, а представлен штамп в сомкнутом состоянии, на фиг. 2, б - вид А на фиг. 2, а; на фиг. 3 представлены этапы формовки заготовки, выполненной с помощью компьютерного моделирования (показана  часть каждого этапа): на фиг. 3, а - начало формовки овализированной заготовки, на фиг. 3, б и 3, в - промежуточные этапы и на фиг. 3, г - окончательный этап формовки и получение крутоизогнутого отвода.
часть каждого этапа): на фиг. 3, а - начало формовки овализированной заготовки, на фиг. 3, б и 3, в - промежуточные этапы и на фиг. 3, г - окончательный этап формовки и получение крутоизогнутого отвода.
Трубную заготовку 1 овализируют на прессе с помощью универсальных плит 2, штамп для формовки состоит из верхней 3 и нижней 4 матриц.
Предлагаемый способ изготовления толстостенных крутоизогнутых отводов осуществляют следующим образом. Для формовки используют трубную заготовку 1, выполненную с прямым резом, диаметром больше диаметра отвода на 5÷15% и длиной, превышающей длину внешней образующей готового отвода на 5÷20%. Нагретую заготовку 1 овализируют на прессе с помощью универсальных плит 2 до величины наружного диаметра овала D по малой оси, равной наружному диаметру отвода (DN) или составляющей не более 2% от его величины. Затем осуществляют формовку овализированной заготовки в штампе с криволинейным каналом между верхней 3 и нижней 4 матрицами, при этом заготовку поворачивают на 90° с ориентацией большой оси овала в направлении силового воздействия. Формовку осуществляют с радиусом гиба, составляющим 1,5÷2 наружных диаметра отвода.
Предлагаемый способ изготовления отводов был опробован на АО «Трубодеталь» при изготовлении отводов крутоизогнутых штампосварных (ОКШ) 406,4×36 мм из стали Х70. Для изготовления отводов использовали трубную заготовку с прямым резом по обоим концам, диаметром 464 мм, что больше диаметра изготавливаемого отвода на 14%, и длиной 1400 мм, превышающей длину внешней образующей готового отвода на 8,8% (длина 1287 мм). Овализацию заготовки проводили на прессе с использованием комплекта универсальных плит до величины наружного диаметра овала по малой оси, равного 410 мм, что не превышало 2% от величины наружного диаметра отвода. В результате формовки были получены отводы с равномерной толщиной стенки по периметру отвода, составляющей 36 мм, и радиусом гиба R, равным 610 мм (R=1,525DN). Не происходило замятия торца отвода при формовке.
Пример изготовления отвода крутоизогнутого штампованного 219,1×23 мм из стали Х70 с диаметром овала по малой оси, равным наружному диаметру отвода. Для изготовления отводов использовали трубную заготовку размером 237×23 мм с прямым резом по обоим концам, диаметр которой больше диаметра изготавливаемого отвода на 8%, и длиной 760 мм, превышающей длину внешней образующей готового отвода на 18%. Овализацию заготовки проводили на прессе с использованием комплекта универсальных плит до величины наружного диаметра овала по малой оси, равного 219 мм, что соответствует величине наружного диаметра отвода. В результате формовки были получены отводы с равномерной толщиной стенки по периметру отвода, составляющей 23 мм, и радиусом гиба R, равным 300 мм (R=1,5DN). Замятия торца отвода при формовке не происходило.
Использование предлагаемого способа изготовления толстостенных крутоизогнутых отводов позволяет усовершенствовать технологию за счет универсализации производства различного типоразмера отводов с применением одного комплекта плит, обеспечивает равномерную толщину стенки по периметру отвода на торцах готового изделия и повышение производительности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления крутоизогнутых отводов | 1983 |
|
SU1174115A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ | 2003 |
|
RU2251462C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| Способ изготовления тройников (варианты) | 2016 |
|
RU2635491C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2008 |
|
RU2369457C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2012 |
|
RU2506134C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ (ВАРИАНТЫ) | 2012 |
|
RU2492952C1 |
| Штамп для предварительной формовкиТРОйНиКОВ из ТРубНыХ зАгОТОВОК | 1978 |
|
SU837439A1 |
| Способ изготовления тройников | 2020 |
|
RU2745218C1 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2008 |
|
RU2391166C1 |
Изобретение относится к обработке металлов давлением, в частности к способам изготовления толстостенных крутоизогнутых отводов из трубных заготовок. Осуществляют нагрев трубной заготовки с прямым резом, наружным диаметром, превышающим наружный диаметр отвода, и длиной, превышающей длину внешней образующей отвода. Овализацию заготовки проводят на прессе до величины наружного диаметра овала по малой оси, равной или не более 2% наружного диаметра отвода. Затем осуществляют поворот заготовки на 90° и формовку в штампе с ориентацией большой оси овала в направлении силового воздействия. Обеспечивается равномерная толщина стенки по периметру отвода. 3 ил., 1 пр.
Способ изготовления толстостенных крутоизогнутых отводов, включающий нагрев трубной заготовки диаметром больше диаметра отвода, овализацию наружной части трубной заготовки путем силового воздействия на ее боковую поверхность, поворот заготовки на 90° и формовку в штампе с криволинейным каналом с ориентацией большой оси овала в направлении силового воздействия, отличающийся тем, что используют заготовку с прямым резом по ее концам, наружным диаметром больше наружного диаметра отвода на 5÷15% и длиной, превышающей длину внешней образующей отвода на 5÷20%, причем овализацию наружной части трубной заготовки осуществляют на прессе до величины наружного диаметра овала по малой оси, равной или не более 2% наружного диаметра отвода.
| Двухручьевой штамп для изготовления крутоизогнутых трубных угольников | 1958 |
|
SU127229A1 |
| Разъем для плат с печатным монтажом | 1960 |
|
SU141528A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТВОДОВ | 1991 |
|
RU2028849C1 |
| US 3453857 A, 08.07.1969. | |||

