2. Штамп по п. 1, отличающийся тем, что плоскости разъема формоизменяющих элементов калибровочного ручья смещены относительно плоскости симметрии рабочей
полости его и образованы поверхностями выступов и впадин, -выполненных на обращенных одна к другой частях указанных элементов.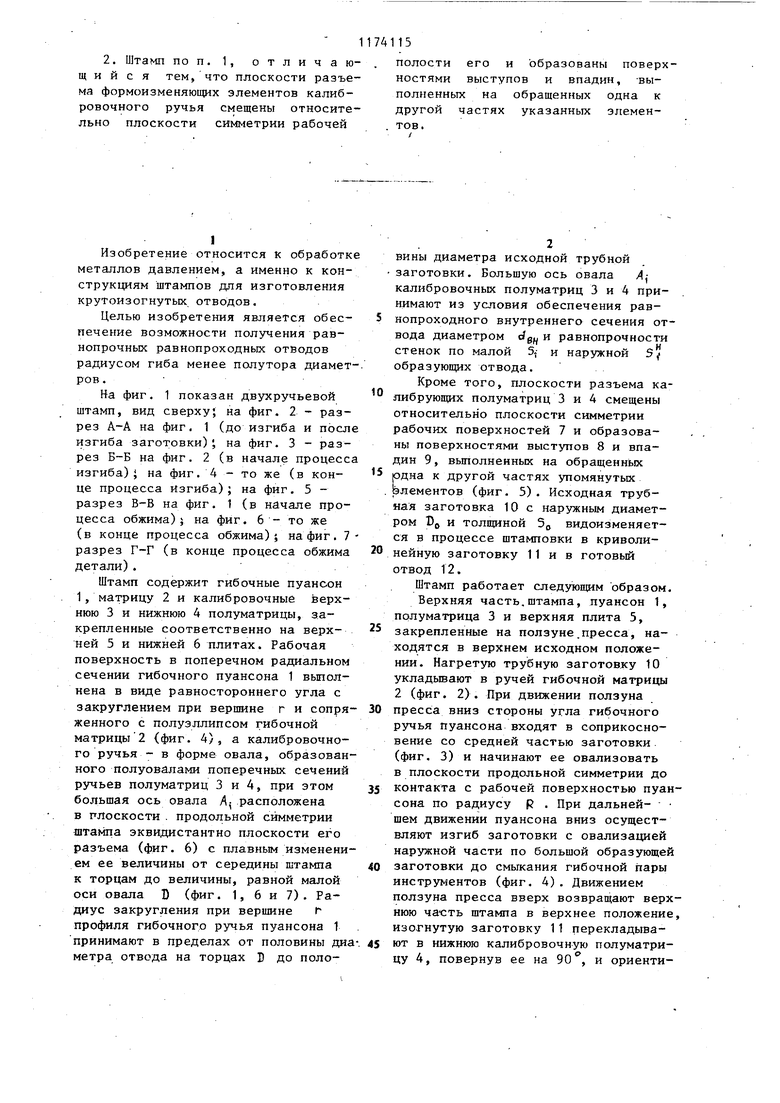
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления толстостенных крутоизогнутых отводов | 2016 |
|
RU2628444C1 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2008 |
|
RU2391166C1 |
| ОПРАВКА ДЛЯ ГИБКИ ТРУБ | 1986 |
|
RU1417281C |
| ДВУХРУЧЬЕВЫЙ ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ТРУБНЫХ УГОЛЬНИКОВ | 1968 |
|
SU206517A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РАВНОПРОХОДНЫХ ТРОЙНИКОВ | 2006 |
|
RU2311982C1 |
| Штамп для изготовления крутоизогнутых отводов | 1978 |
|
SU722637A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ И УСТРОЙСТВО ДЛЯ ИХ ФОРМООБРАЗОВАНИЯ | 2009 |
|
RU2405645C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ТРУБНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2192324C2 |
| Двухручьевой штамп для изготовления крутоизогнутых трубных угольников | 1958 |
|
SU127229A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
1. ИГГАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУТСМЗОГНУТЫХ ОТВОДОВ, содержащий гибочный и калибровочный рзгчьи, рабочие поверхности каждого из которых образованы рабочими поверхностями сопряженных между собой формоизменяющих элементов,отличающ и и с я TeMj что, с целью обеспечения возможности получения равнопрочных равнопроходных отводов радиусом гиба менее полутора диаметров, поперечное сечение гибочного ручья выполнено в виде равностороннего угл,а с закруглением при вершине в одном из его формообразующих элементов, сопряженного с полуэллипсом, выполненным в другом элементе, а поперечное сечение калибровочного ручья - в форме овала, образованного полуовалами, поперечных сечений ручьев составляющих его элементов, при чтом большая ось овала располоi жена в плоскости продольной симмет(Л рии штампа эквидистанстно плоскости его разъема с плавньм изменением ее величины от середины штампа к торцам до величины, равной малой оси овала. 4 СП
1
Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для изготовления крутоизогнутых, отводов.
Целью изобретения является обеспечение возможности получения равнопрочных равнопроходных отводов радиусом гиба менее полутора диаметров.
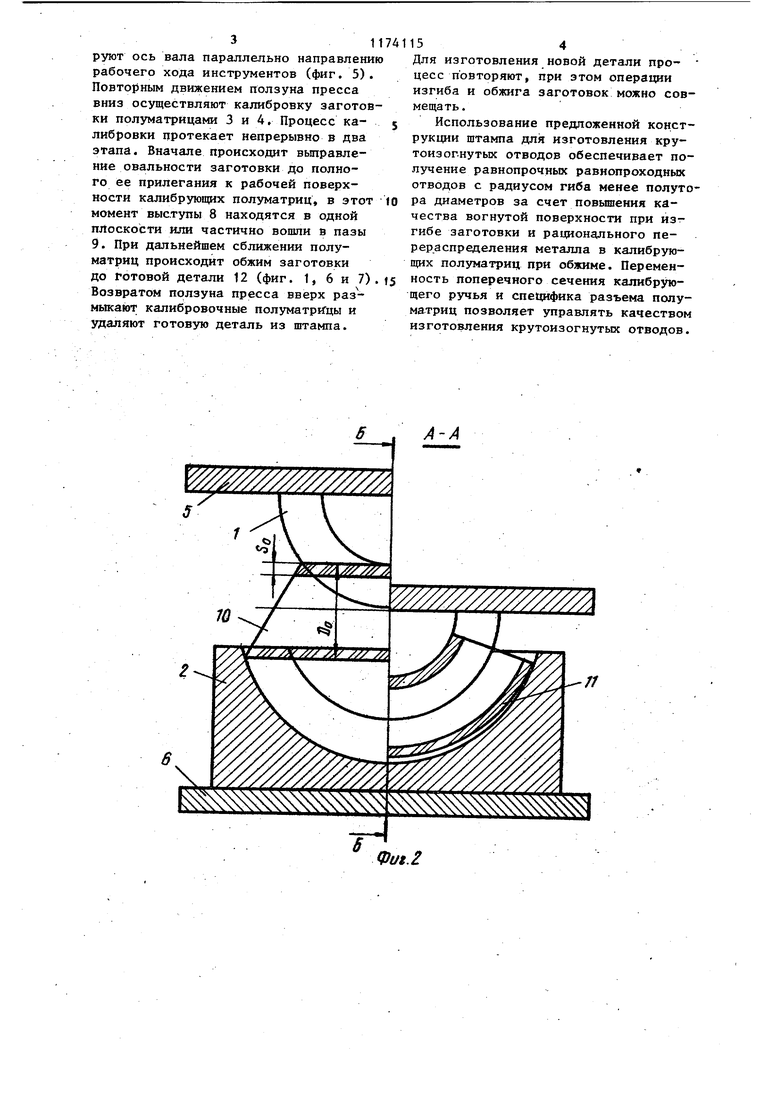
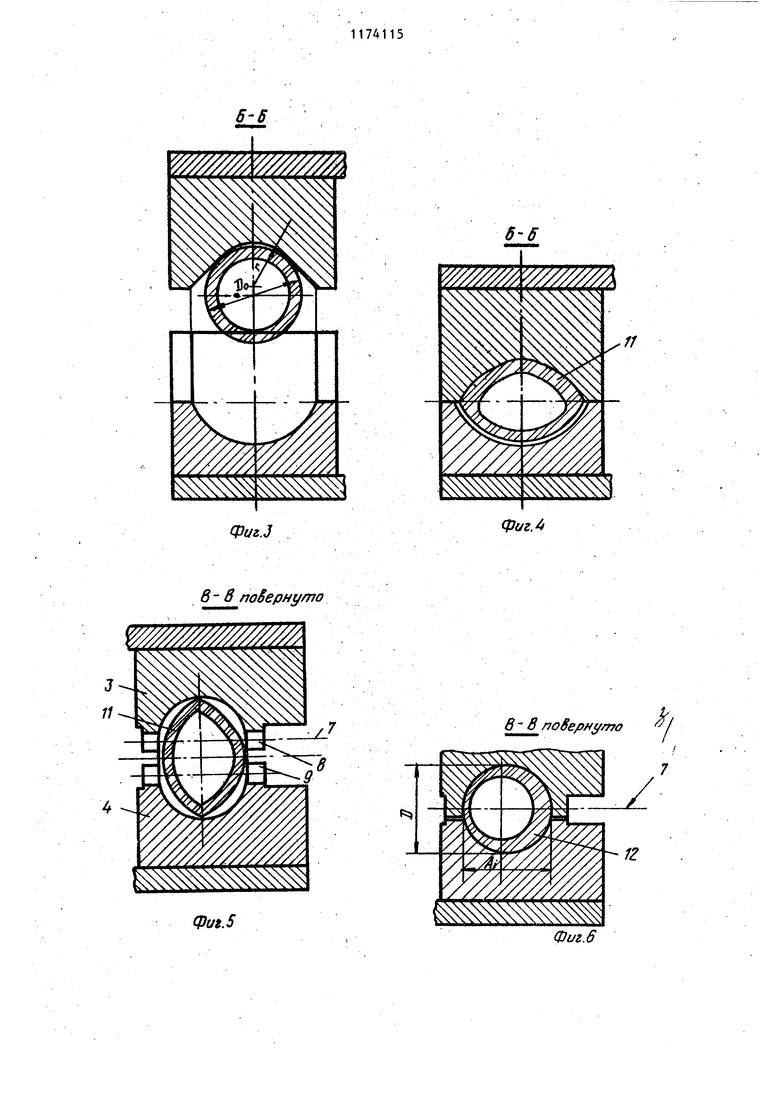
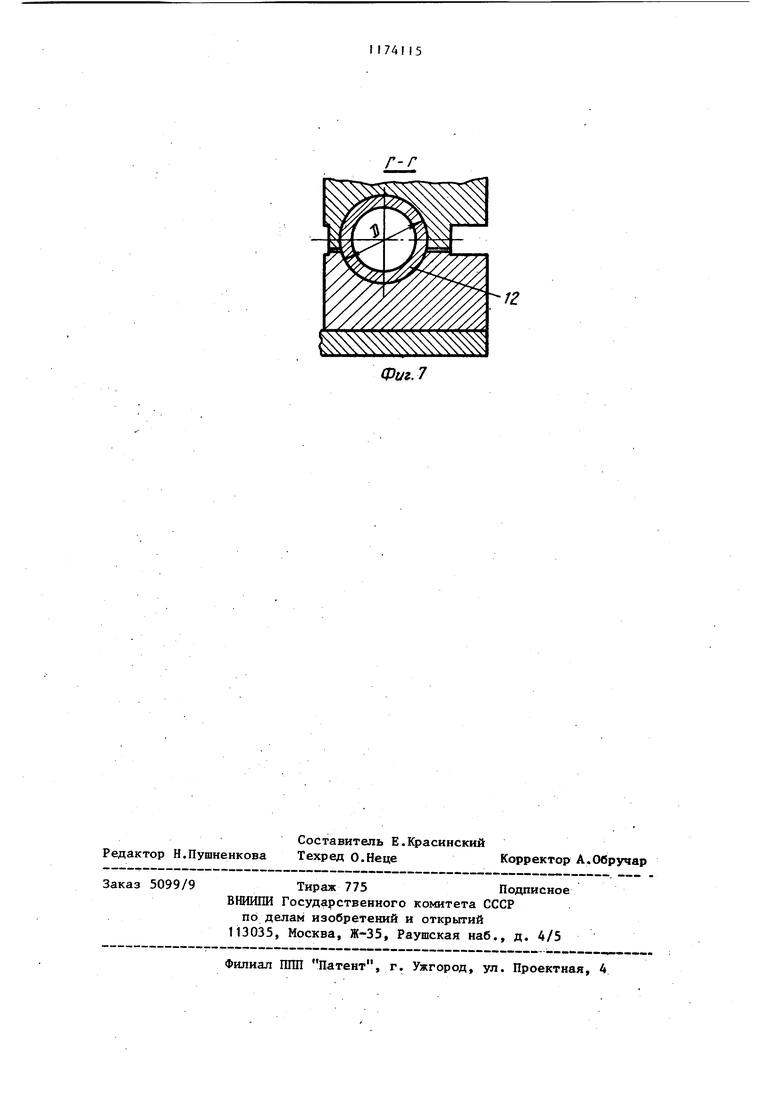
На фиг. 1 показан двухручьевой штамп, вид сверху; на фиг. 2 - разрез А-А на фиг, 1 (до изгиба и после изгиба заготовки); на фиг. 3 - разрез на фиг. 2 (в начале процесса изгиба); на фиг. 4 - то же (в конце процесса изгиба); на фиг. 5 разрез В-В на фиг. 1 (в начале процесса обжима)5 на фиг. 6 - то же (в конце процесса обжима); на фиг. 7разрез Г-Г (в конце процесса обжима детали).
Штамп содержит гибочные пуансон 1, матрицу 2 и калибровочные верхнюю 3 и нижнюю 4 полуматрицы, закрепленные соответственно на верхней 5 и нижней 6 плитах. Рабочая поверхность в поперечном радиальном сечении гибочного пуансона 1 вьеолнена в виде равностороннего угла с закруглением при вершине г и сопряженного с полузллипсом гибочной матрицы2 (фиг. 4), а калибровочного ручья - в форме овала, образованного полуовалами поперечных сечений ручьев полуматриц 3 и 4, при этом большая ось овала А. расположена в плоскости . продольной симметрии штампа эквидистантно плоскости его разъема (фиг. 6) с плавным изменением ее величины от середины штампа к торцам до величины, равной малой оси овала Ъ (фиг. 1, 6 и 7). Радиус закругления при вершине 1 профиля гибочного ручья пуансона 1 принимают в пределах от половины диа метра отвода на торцах D до половины диаметра исходной трубной заготовки. Большую ось овала А калибровочных полуматриц 3 и 4 принимают из условия обеспечения равнопроходного внутреннего сечения отвода диаметром cfg и равнопрочности стенок по малой 5,- и наружной 5 образующих отвода.
Кроме того, плоскости разъема калибрующих полуматриц 3 и 4 смещены относительно плоскости симметрии рабочих поверхностей 7 и образованы поверхностями выступов 8 и впадин 9, выполненных на обращенньк 5 одна к другой частях упомянутых . элементов (фиг. 5). Исходная трубная заготовка 10 с наружным диаметром В и толщиной 5о видоизменяется в процессе штамповки в криволинейную заготовку 11 и в готовьй отвод 12.
Штамп работает следующим образом. Верхняя часть,штампа, пуансон 1, полуматрица 3 и верхняя плита 5, 5 закрепленные на ползуне.пресса, находятся в верхнем исходном положении. Нагретую трубную заготовку 10 укладьшают в ручей гибочной матрицы 2 (фиг. 2). При движении ползуна 0 пресса вниз стороны угла гибочного ручья пуансона входят в соприкосновение со средней частью заготовки (фиг. 3) и начинают ее овализовать в плоскости продольной симметрии до 5 контакта с рабочей поверхностью пуансона по радиусу Р . При дальней- тем движении пуансона вниз осуществляют изгиб заготовки с овализацией наружной части по большой образующей 0 заготовки до смыкания гибочной пары инстру1 ентов (фиг. 4). Движением ползуна пресса вверх возвращают верхнюю часть штампа в верхнее положение, изогнутую заготовку 11 перекладывают в нижнюю калибровочную полуматрицу 4, повернув ее на 90, и ориенти311
руют ось вала параллельно направлению рабочего хода инструментов (фиг. 5). Повторным движением ползуна пресса вниз осуществляют калибровку заготовки полуматрицами 3 и 4, Процесс калибровки протекает непрерывно в два этапа. Вначале происходит выправление овальности заготовки до полного ее прилегания к рабочей поверхности калибрующих полуматриц, в этот момент выступы 8 находятся в одной плоскости или частично вопши в пазы 9. При дальнейшем сближении полуматриц происходит обжим заготовки до готовой детали 12 (фиг. 1, 6 и 7). Возвратом ползуна пресса вверх размыкают калибровочные полуматр1Гцы и удаляют готовую деталь из штампа.
Для изготовления новой детали про- цесс повторяют, при этом операции изгиба и обжига заготовок можно совмещать .
Использование предложенной конструкции штампа для изготовления крутоизогнутых отводов обеспечивает полз ение равнопрочных равнопроходных отводов с радиусом гиба менее полутора диаметров за счет повышения качества вогнутой поверхности при изгибе заготовки и рационального перераспределения металла в калибрующих полуматриц при обжиме. Переменность поперечного сечения калибрующего ручья и специфика разъема полуматриц позволяет управлять качеством изготовления крутоизогнутых отводов.
Фи1.2
LL ///////МЖШ
fpUZ.J
8- в поВернуто
фиг.
L в 8 ло8ерн(/то f
Фиг.5
Фиг.б
ФигЛ
| Штамп для изготовления крутоизогнутых отводов | 1978 |
|
SU722637A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ изготовления бесшовных крутоизогнутых фитингов | 1952 |
|
SU114533A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
