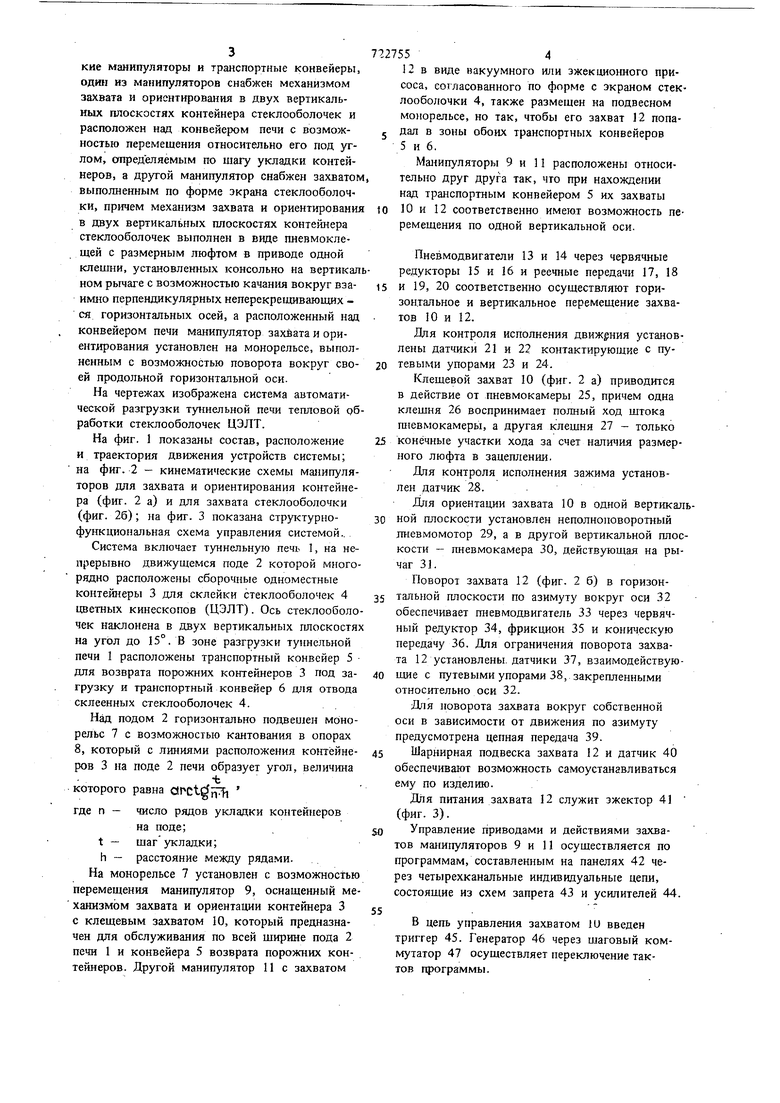
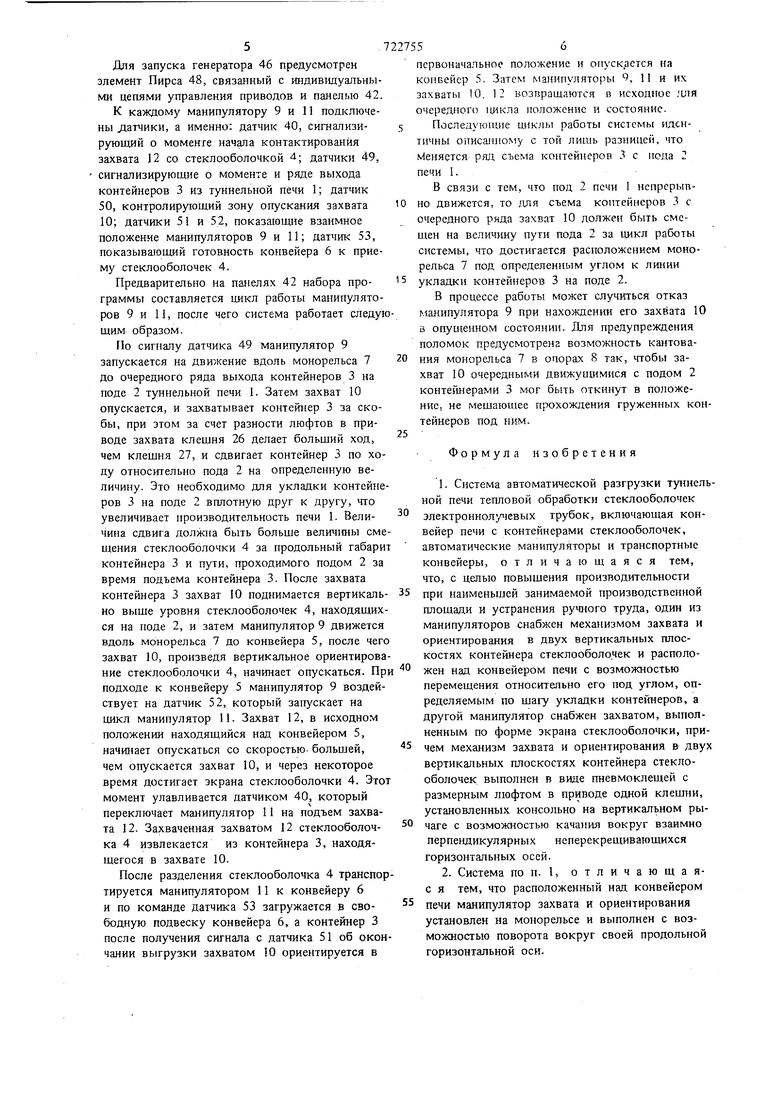
кие манипуляторы и транспортные конвейеры, один из манипуляторов снабжен механизмом захвата и ориентирования в двух вертикальных плоскостях контейнера стеклооболочек и расположен над конвейером печи с возможностью перемещения относительно его под углом, определяемым по шагу укладки контейнеров, а другой манипулятор снабжен захватом выполненным по форме экрана стеклооболочки, причем механизм захвата и ориентирования в двух вертикальных плоскостях контейнера стеклооболочек выполнен в виде пневмоклещей с размерным люфтом в приводе одной клешни, установленных консольно на вертикал ном рычаге с возможностью качания вокруг взаимно перпендикулярных неперекрещивающих оя горизонтальных осей, а расположенный над конвейером печи манипулятор захвата и ориентирования установлен на монорельсе, выполненным с возможностью поворота вокруг своей продольной горизонтальной оси. На чертежах изображена система автоматической разгрузки туннельной печи тепловой об работки стеклооболочек ЦЭЛТ. На фиг. 1 показаны состав, расположение и траектория движения устройств системы; на фиг. 2 - кинематические схемы манипуляторов для захвата и ориентирования контейнера (фиг. 2 а) и для захвата стеклооболочки (фиг. 26); на фиг. 3 показана структурнофу1псциональная схема управления системой.. Система включает туннельную печь 1, на непрерывно движущемся поде 2 которой много рядно расположены сборочные одноместные контейнеры 3 для склейки стеклооболочек 4 цветных кинескопов (ЦЭЛТ). Ось стеклооболо чек наклонена в двух вертикальных плоскостя на угол до 15°. В зоне разгрузки ту 1нельной печи 1 расположены транспортный конвейер 5 для возврата порожних контейнеров 3 под загрузку и транспортный конвейер 6 для отвода склеенных стеклооболочек 4. Над подом 2 горизонтально подвешен монорельс 7 с возможностью кантования в опорах 8, который с линиями расположения контейнеров 3 на поде 2 печи образует угол, величина fc которого равна где п - число рядов укладки контейнеров на поде; t - шагукладки; h - расстояние между ряда.ми. На монорельсе 7 установлен с возможностью перемещения манипулятор 9, оснащенный ме ханизмом захвата и ориентации контейнера 3 с клещевым захватом 10, который предназначен для обслуживания по всей ширине пода 2 печн 1 и конвейера 5 возврата порожних контейнеров. Другой манипулятор 11 с захватом 554 12 в виде вакуумного или зжекщ онного присоса, согласованного по форме с экраном стеклооболочки 4, также размещен на подвесном монорельсе, но так, чтобы его захват 12 попадал в зоны обоих транспортных конвейеров 5 и 6. Манипуляторы 9 и 11 расположены относительно друг друга так, что при нахождении над транспортным конвейером 5 их захваты 10 и 12 соответственно имеют возможность перемещения по одной вертикальной оси. Пневмодвигатели 13 и 14 через червячные редукторы 15 и 16 и реечные передачи 17, 18 и 19, 20 соответственно осуществляют горизонтальное и вертикальное перемещение захватов 10 и 12. Для контроля исполнения движения установлены датчики 21 н 27 контактирующие с путевыми упорами 23 и 24. Клещевой захват 10 (фиг. 2 а) приводится в действие от пневмокамеры 25, причем одна клешня 26 воспринимает полный ход штока ппевмокамеры, а другая клешня 27 - только конечные участки хода за счет наличия размерного люфта в зацеплении. Для контроля исполнения зажима установлен датчик 28. Для ориентации захвата 10 в одной вертикальной плоскости установлен неполноповоротный пневмомотор 29, а в другой вертикальной плоскости - пневмокамера 30, действующая на рычаг 31. Поворот захвата 12 (фиг. 2 б) в горизонтальной плоскости по азимуту вокруг оси 32 обеспечивает пневмодвигатель 33 через червячный редуктор 34, фрикцион 35 и коническую передачу 36. Для ограничения поворота захвата 12 установлены, датчики 37, взаимодействующие с путевыми упорами 38, закрепленными относительно оси 32. Для поворота захвата вокруг собственной оси в зависимости от движения по азимуту предусмотрена цепная передача 39. Шарнирная подвеска захвата 12 и датчик 40 обеспечивают возможность самоустанавливаться ему по изделию. Для питания захвата 12 служит эжектор 41 (фиг. 3). Управление приводами и действиями захватов ма1гипуляторов 9 и 11 осуществляется по программам, составленным на панелях 42 через четырехканальные индивидуальные цепи, состоящие из схем запрета 43 и усилителей 44. В цепь управления захватом Ш введен триггер 45. Генератор 46 через шаговый коммутатор 47 осуществляет переключение тактов программы.
Для запуска генератора 46 предусмотрен элемент Пирса 48, связанный с индиввдуальными цепями управления приводов и панелью 42.
К каждому манипулятору 9 и 11 подключены датчики, а именно: датчик 40, сигнализирующий о моменте начала контактирования захвата 12 со стеклооболочкой 4; датчики 49, сигнализирующие о моменте и ряде выхода контейнеров 3 из туннельной печи 1; датчик 50, контролирующий зону опускания захвата 10; датчики 51 и 52, показающие взаимное положение манипуляторов 9 и 11; датчик 53, показывающий готовность конвейера 6 к приему стеклооболочек 4,
Предварительно на панелях 42 набора программы составляется цикл работы манипуляторов 9 и 11, после чего система работает следующим образом.
Flo сигналу датчика 49 манипулятор 9 запускается на движение вдоль монорельса 7 до очередного ряда выхода контейнеров 3 на поде 2 туннельной печи 1. Затем захват 10 опускается, и захватывает контейнер 3 за скобы, при этом за счет разности люфтов в приводе захвата клешня 26 делает больщий ход, чем клешня 27, и сдвигает контейнер 3 по ходу относительно пода 2 на определенную величину. Это необходимо для укладки контейнеров 3 на поде 2 вплотную друг к другу, что увеличивает нроизводительность печи 1. Величина сдвига должна быть больше велич1шы смещения стеклооболочки 4 за продольный габарит контейнера 3 и пути, проходимого подом 2 за время подъема контейнера 3. После захвата контейнера 3 захват 10 поднимается вертикально выще уровня стеклооболочек 4, находящихся на поде 2, и затем манипулятор 9 движется вдоль монорельса 7 до конвейера 5, после чего захват 10, произведя вертикальное ориентирование стеклооболочки 4, начинает опускаться. При подходе к конвейеру 5 манипулятор 9 воздействует на датчик 52, который запускает на цикл манипулятор 11. Захват 12, в исходном положении находящийся над конвейером 5, начинает опускаться со скоростью- большей,
чем опускается захват 10, и через некоторое время достигает экрана стеклооболочки 4. Этот момент улавливается датчиком 40, который переключает манипулятор 11 на подъем захвата 12. Захваченная захватом 12 стеклооболочка 4 извлекается из контейнера 3, находящегося в захвате 10.
После разделения стеклооболочка 4 транспортируется манипулятором 11 к конвейеру 6 и по команде датчика 53 загружается в свободную подвеску конвейера 6, а контейнер 3 после получения сигнала с датчика 51 об окончании выгрузки захватом 10 ориентируется в
первоначальное положение и опускается на конвейер 5. Затем ма {ипуляторы 9, 11 и их захваты 10, 12 возвращаются в исходное .шя очередного цикла положение и состояние.
Последующие циклы работы системы идентичны описшнюму с той лишь разницей, что Меняется ршд съема контейнеров 3 с неда 2 печи 1.
В связи с тем, что под 2 печи I непрерывно движется, то для съема контейнеров 3 с очередного ряда захват 10 должен быть смещен на величину пути пода 2 за работы системы, что достигается расположением монорельса 7 под определенным углом к линии укладки контейнеров 3 на поде 2.
В процессе работы может случиться отказ манипулятора 9 при нахождении его захвата 10 в опущенном состоянии. Для предупреждения поломок предусмотрена возможность кантования монорельса 7 в опорах 8 так, чтобы захват 10 очередными движущимися с подом 2 контейнерами 3 мог быть откинут в положение, не мешающее прохождения груженных котейнеров под ним.
Формула изобретения
1.Система автоматической разгрузки туннелной печи тепловой обработки стеклооболочек электроннолучевых трубок, включающая конвейер печи с контейнерами стеклооболочек, автоматические манипуляторы и транспортные конвейеры, отличающаяся тем, что, с целью повышения производетельности при наименьшей занимаемой производственной площади и устранения ручного труда, один из манипуляторов снабжен механизмом захвата и ориентирования в двух вертикальных плоскостях контейнера стеклооболочек и расположен над конвейером печи с возможностью перемещения относительно его под углом, определяемым по щагу укладки контейнеров, а другой манипулятор снабжен захватом, выполненным по форме экрана стеклооболочки, причем механизм захвата и ориентирования в дву вертикальных плоскостях контейнера стеклооболочек выполнен в виде пневмоклещей с размерным люфтом в приводе одной клецл И, установленных консольно на вертикальном рычаге с возможностью качания вокруг взаимно перпевдикулярных неперекрещивающихся горизонтальных осей.
2.Система по н. 1, отличающаяс я тем, что расположенный над конвейером печи манипулятор захвата и ориентирования установлен на монорельсе и выполнен с возможностью поворота вокруг своей продольной горизонтальной оси.
Источники информации, принятые во внимание при экспертизе 1. Авторское сввдетельство СССР № 441141, боры и элементы автоматики и вычислительной
кл. В 25 5/02. 1970.
7227558
2. Анализ технических требований и техникоэкономическое обоснование применения разумных роботов. Экспресс-информация. При5 техники. 1976, № 24, с. 23-33.
Г Г-гц/ плО/у
.vv VnY У)
30 3t гв
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор | 1990 |
|
SU1754435A1 |
| Способ термовакуумной обработки электронно-лучевых трубок | 1978 |
|
SU767861A1 |
| Автоматическая линия для транспортировки полуфабрикатов | 1973 |
|
SU653186A1 |
| СПОСОБ ПЕРЕМЕЩЕНИЯ ГРУЗОВ И ПОДЪЕМНО-ТРАНСПОРТНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2078934C1 |
| Устройство для укладки бутылок в контейнеры | 1989 |
|
SU1611788A1 |
| Промышленный робот | 1986 |
|
SU1505774A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ГОРОДСКОЙ КОМПЛЕКС И АВТОМАТИЗИРОВАННАЯ ПОДЗЕМНАЯ СИСТЕМА АДРЕСНОЙ ДОСТАВКИ ГРУЗОВ | 2013 |
|
RU2526202C1 |
| Технологический комплекс по производству железобетонных изделий | 1987 |
|
SU1445974A1 |
| Установка для резки и укладки кирпича-сырца на сушильную вагонетку | 1988 |
|
SU1622131A1 |
| Автоматическая линия погрузки кирпича на печные вагонетки | 1983 |
|
SU1159787A1 |

