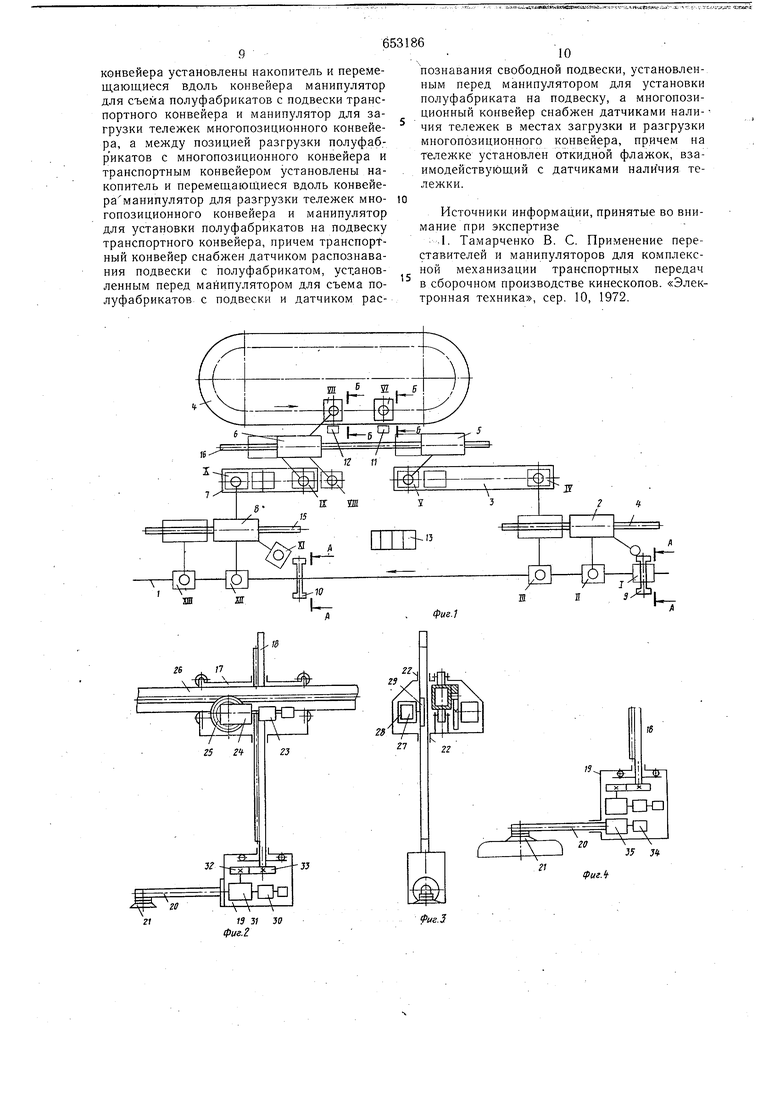
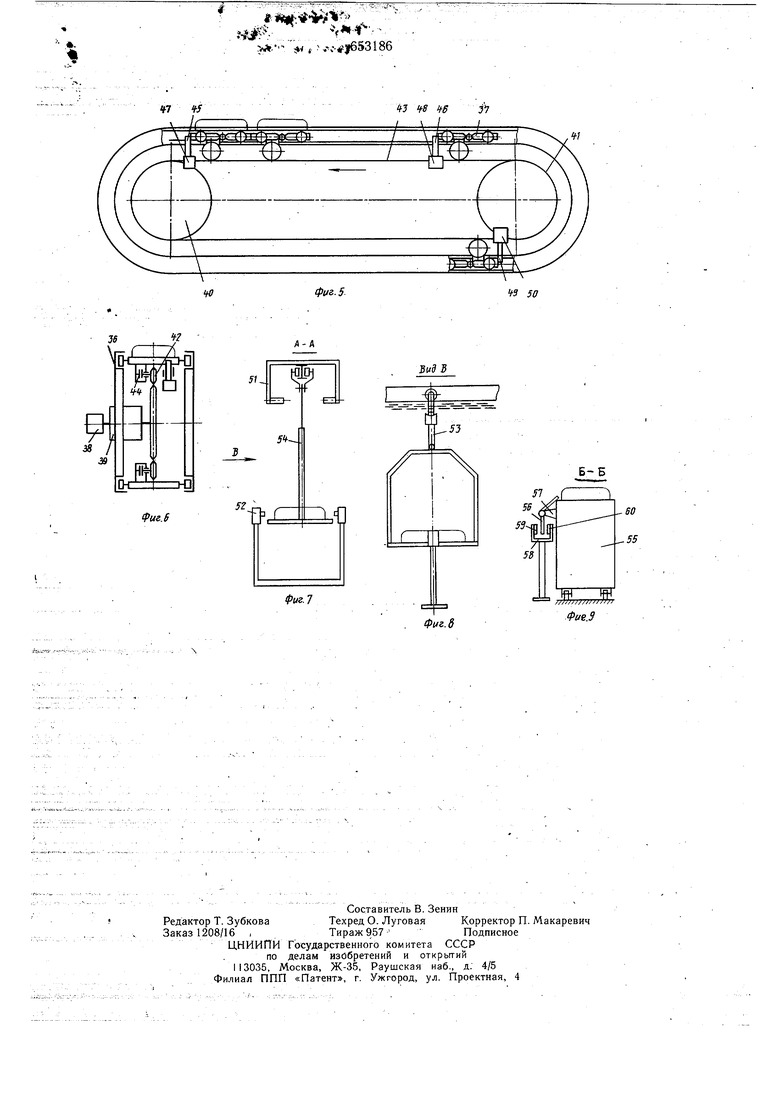
операций перегрузки; на фиг. 3 - манипулятор для осуществления операций перегрузки, вид сбоку; на фиг. 4 - головка манипулятора для разгрузки многопозиционного конвейера; на фиг. 5 - накопитель; на фиг. 6 - то же, вид сбоку; на фиг. 7 - датчики наличия подвески с экраном и свободной подвески (разрез А-А на фиг. 1); на фиг. 8 - вид по стрелке В на фиг. 7; на фиг. 9 - тележка многопозиционного конвейера нанесения (разрез Б-Б на фиг. 1), Предлагаемая автоматическая линия содержит непрерывно движущийся транспортный конвейер 1 с манипулятором 2 для съема экранов с подвесок контейнера I и накопителем 3 для неалюминированных экранов, многопозиционный конвейер 4 с непрерывно движущимися тележками для нанесения алюминиевого покрытия на экраны цветных кинескопов, с манипулятором 5 для загрузки многопозиционного конвейера 4, манипулятором 6 для разгрузки указанного конвейера и накопителем 7 для алюминированных экранов, и манипулятором 8 для установки алюминированных экранов в подвески транспортного конвейера 1, датчик 9 наличия экрана в подвеске конвейера датчик 10 наличия свободной подвески конвейера 1, датчик 11 наличия тележки многопозиционного конвейера 4 в месте загрузки машины, датчик 12 наличия тележки указанного конвейера 4 в месте разгрузки и пульт программного управления 13. Манипуляторы 2 и 8 установлены соответственно на монорельсах 14 и 15 с возможностью перемещения вдоль трассы транспортного конвейера 1. Манипуляторы 5 и 6 установлены на монорельсе 16 с возможностью перемещения вдоль трассы движения тележек многопозиционного конвейера 4 для нанесения алюминиевого покрытия. Каждый из манипуляторов 2, 5, 6 и 8 состоит из установленной на соответствующем монорельсе тележки 17, штанги 18, поворотной головки 19 и руки 20 с вакуумным захватом 21. На тележке 17 смонтированы привод перемещения тележки вдоль монорельса, приЬод вертикального перемещения штанги 18 и направляющие 22 для штанги. Привод перемещения тележки вдоль монорельса содержит электродвигатель постоянного тока 23 и червячный редуктор 24, на выходном валу которого установлена шестерня 25, зацепляющаяся с рейкой 26, закрепленной на монорельсе. Привод вертикального перемещения щтанги 18 содержит электродвигатель постоянного тока 27 и червячный редуктор 28, на выходном валу которого установлена шестерня 29, зацепляющаяся с рейкой, нарезанной на щтанге 18. На нижнем конце щтанги 18 установлена поворотная головка 19, имеющая возможность поворачиваться вокруг вертикальной оси. Привод поворота головки содержит электродвигатель постоянного тока 30, редуктор 31 с щестерней 32, зацепляющейся с шестерней 33. Последняя закреплена на штанге 18. При вращении электродвигателя 30 головка 19 с закрепленной на ней рукой 20 поворачивается вокруг вертикальной оси, обкатываясь вокруг шестерни 33. Поворотная головка 19 манипулятора 6, предназначенного для съема алюминированных экранов с тележки многопозиционного конвейера нанесения, снабжена дополнительным приводом для поворота руки 20 с вакуумным захватом 21 вокруг горизонтальной оси. Это необходимо для осуществления контроля качества нанесенного на внутреннюю поверхность экрана алюминиевого покрытия. Привод поворота руки вокруг горизонтальной оси содержит электродвигатель 34 постоянного тока и редуктор 35, на выходном валу которого закреплена рука 20. Каждый из манипуляторов снабжен системой программного управления, позволяющей осуществлять включение и выключение приводов в необходимой последовательности задавать различные скорости перемещения механизмов манипулятора, осуществлять задержку в выполнении программы до получения внещней команды на ее продолжение. Конструкция накопителей 3 и 7 однотипна. Она содержит каркас с направляющими 36, тележки 37 для экранов с колесами, движущимися по направляющим 36 и привод включающий электродвигатель 38, редуктор 39 и звездочки 40 и 41, на которых натянута приводная цепь. На.каждой тележке 37 закреплена ось со звездочкой 42, зацепляющейся с цепью 43, и фрикционной муфтой 44. На позициях загрузки и разгр-узки накопителя имеются подвижные упоры 45 и 46, управляемые кулачком вала электродвигателей 47 и 48 соответственно. Аналогичное устройство с упором 49 и электродвигателем 50 установлено и на нижней ветви цепи 43 под позицией загрузки экрана в тележку 37 накопителя. При включенном приводе цепь 43 движется, вместе с нею движутся и тележки 37, звездочки 42 которых зацепляются с цепью. При подходе тележки к любому из упоров 45, 46 и 49 тележка останавливается. Она также останавливается при упоре в другую тележку. Разрешение на движение тележка получает при включении одного из электродвигателей 47, 48 и 50, которые, сделав один оборот, вновь выключаются. Например, тележка, находящаяся на позиции загрузки накопителя 3 начинает двигаться к позиции загрузки многопозиционного конвейера после того, как на нее-поставлен полуфабрикат. Манипулятор 2, установив полуфабрикат на тележку накопителя, дает команду на включение электродвигателя 48, упор 46 отводится и тележка с полуфабрикатом движется к многопозиционному конвейеру нанесения до упора 45 или упора в предыдущую тележку с полуфабрикатом. Отсутствие тележки на позиции загрузки полуфабриката служит командой для включения электродвигателя 50, отводящего упор 49, в результате чего на позицию загрузки выезжает пустая тележка, ранее находящаяся в позиции ожидания на нижней ветви цепи 43. Электродвигатель 47 включается по получении команды от манипулятора 5 после того, как он снял полуфабрикат с тележки накопителя. Пустая тележка перемещается на нижнюю ветвь цепи 42 к позиции ожидания (упору 49). Перемещение т.ележек накопителя 7 осуществляется по командам от манипуляторов 6 и 8. Датчики 9 и 10 распознавания подвесок с полуфабрикатами и свободных подвесок конструктивно выполнены одинаковыми. Они состоят из фотореле 51, закрепленного на монорельсе транспортного конвейера и фотореле 52, установленного на полу под трассой транспортного конвейера. Каждое фотореле содержит источник света и фотодиод. Фотореле 51 срабатывает, когда луч света перекрывается тягой 53 подвески 54, Которая предназначена для транспортирования полуфабриката. Фотореле 52 срабатывает при перекрытии луча света экраном. Датчик 9 дает команду на начало цикла работы манипулятора 2 при перекрытии лучей обоих фотореле 51 и 52, т, е. в том случае, когда на позицию съема полуфабриката с подвески конвейера пришла подвеска с полуфабрикатом. Датчик 10 дает команду на продолжение цикла работы.манипулятора,8, когда на позицию загрузки полуфабриката в подвеску конвейера прищла свободная подвеска. В этом случае перекрыт световой луч только фотореле 51. Каждая непрерывно движущаяся тележка многопозиционного конвейера нанесения 55 снабжена для управления манипуляторами 5 и 6 откидным стальным флажком 56, взаимодействуюндим с датчиками 11 и 12 наличия тележки многопозиционного конвейера на месте загрузки и разгрузки полуфабриката. Флажок 56 установлен на оси, закрепленной в кронщтейне 57, смонтированНОМ на позиции 55. Флажок может занимать два положения: рабочее, когда он взаимодействуетс датчиком 11 и 12, и нерабочее, показанное на чертеже тонкими линиями. В нерабочее положение флажок переводится в случаях, когда тележка 55 многопозиционного конвейера неисправна или когда на тележке находится полуфабрикат, требующий повторного распыления навески алюминия. При откинуто.м положении флажка 56 манипулятор 5 не устанавливает в эту позицию полуфабрикат, а манипулятор 6 не снимает полуфабрикат. Датчики И и 12 представляют собой кронщтейн 58, в котором смонтирован геркон 59 и постоянный магнит 60. Контакты геркона 59 под воздействием постоянного магнита замкнуты. При прохождении стального флажка 56 между герконом и магнитом контакты геркона размыкаются. При срабатывании датчика 11 манипулятор 5 получает разрещение на продолжение программы работы и устанавливает полуфабрикат тележки многопозиционного конвейера. При срабатывании датчика 12 м.анипулятор 6 получает команду на начало цикла работы и снимает полуфабрикат с тележки многопозиционного конвейера. На фиг. 1 жирными линиями показаны манипуляторы 2, 5, 6 и 8 в положениях, соответствующих началу цикла. Последовательные положения экрана в процессе перемещения обозначены римскими цифрами, а промежуточные манипуляторов - тонкими линиями. Автоматическая линия для транспортировки полуфабрикатов работает следующим образом. Экраны поступают с предыдущего технологического участка в подвесках 54 непрерывно движущегося со скоростью В- 16 м/мин транспортного конвейера. Когда подвеска с экраном оказывается в положении I, датчик 9 дает команду на начало цикла работы манипулятора 2. Рука 20 манипулятора поворачивается по ходу конвейера так, что линейная скорость центра вакуумного захвата 21 равна скорости конмйера 1. В положении II центр захвата 21. совпадает с центром экрана, находящегося в подвеске конвейера, так как путь перемещения центра захвата из положения начала цикла в положение II равен пути центра экрана от положения I до положения II. После этого поворот руки прекращается, включается электродвигатель 23 и тележка 17 манипулятора начинает перемещаться по монорельсу 14 вдоль трассы конвейера со скоростью, равной скорости последнего. При перемещении тележки манипулятора 2 из положения II в положение III центр захвата 21 совпадает с центром экрана (захват и экран взаимно неподвижны). При этом включается электродвигатель 27 привода вертикального перемещения, захват опускаеТся на экран, присасывает его, электродвигатель 27 вновь включается на реверсивное вращение, экран приподнимается вместе с рукой манипулятора 2 над опорами подвески 54. Движение тележки по монорельсу прекращается. Далее в соответствии с программой включается электродвигатель 30 поворотной головки 19, экран выносится из подвески конвейера и Перемец1ается в положение IV -над тележкой накопителя 3, находящегося в позиции загрузки. Включением привода вертикального перемещения щтанги 18 экран укладывается на тележку накопителя 3, в-вакуумный захват 21 подается сжатый воздух и рука манипулятора по сложной траектории
возвращается в исходное положение. Повторение цикла работы происходит по поступлению новой подвески с экраном в положение I.
Тележка 37 накопителя 3 с экраном получает разрешение на движение и перемещается в положение V, где ожидает, пока находящийся на ней экран не будет взят манипулятором 5. Перед позициейсъема экрана с накопителя 3 находится несколько тележек с экранами. Это позволяет осуществлять загрузку всех тележек многопозиционного конвейера нанесения 4 при неритмичной загрузке экранами подвесок транспортного конвейера. Манипулятор 2 осуществляет съем экранов с подвесок конвейера независимо от того, что в отдельные тележки многопозиционного конвейера 4 нельзя устанавливать экраны из-за того, что тележка неисправна или экран требует повторного расцыления навески алюминия. При этом экраны накапливаются перед позицией у накопителя 3. .
Манипулятор 5 получает команду на начало цикла при наличии экрана в тележке накопителя 3 в положении V. В соотвегствии со своей программой работы он захватывает экран и по сложной траектории с использованием имеющихся у него степеней свободы перемещает экран в положение VI, после чего выполнение программы прерывается до прихода тележки многопозиционного конвейера 4 в положение загрузки. Флажок 56 тележки 55 этого конвейера входит в датчик 11 и дает команду на продолжение программы манипулятора 5. При этом тележка 17 манипулятора перемеи;ается по монорельсу 16 вдоль трассы движения тележек многопозиционного конвейера, штанга 18 с захватом 21 опускается, и экран укладь1вается в тележку многопозиционного конвейера 4. Вакуумный присос подает сжатый воздух и манипулятор возвращается в исходное положение за новым экраном, находящимся в тележке накопителя 3.
Экран проходит технологическую обработку на конвейере 4 и тележка с ним поступает в положение VII, где флажок 56 тележки входит, в датчик 12 и дает команду на начало цикла манипулятора 6.
В соответствии с программой осуществляетсй включение и выключение электродвигателей 23, 27, 30 и 34 манипулятора 6. Экран захватывается вакуумным захватом, снимается с тележки конвейера 4 нанесения алюминиевого покрытия и переносится в положение VIII, где он разворачивается внутренней поверхностью экрана в положение, удобное для визуального контроля. После осуществления контроля оператор нажимает кнопку, что дает разрещение манипулятору 6 на продолжение его программы. Экран вновь переворачивается куполом вверх,перемещается к позиции загрузки накопителя 7 и укладывается в тележку (положение IX).
653186
Тележка накопителя 7 получает разрешение на движение и перемещает экран в поло жение X, где подается команда на начало цикла работы манипулятора 8. Манипулятор 8 захватывает экран и переносит его в положение XI ожидания свободной подвески транспортного конвейера 1. Последний снабжен датчиком 10 распознавания свободной подвески. Датчик дает команду на продолжение программы работы по прохождении мимо него свободной подвески.
, Процесс работы манипулятора 8 при перемещении экрана последовательно в положение ХП и XIII аналогичен описанной выше работе манипулятора 2 при съеме экрана с подвески конвейера.
После укладки экрана в подвеску транспортного конвейера 1 (положение ХП1) манипулятор 8 возвращается в исходное положение для захвата нового экрана, поданного на позицию разгрузки накопителя 7. Последний позволяет, функционировать манипулятору 6 в случаях, когда несколько подвесок 54 транспортного конвейера заняты экранами и манипулятор 8 вьшужден задерживаться в положении XI. Накопитель 7 позволяет также непрерывно работать манипулятору 8 в случае, когда одна из тележек многопозиционного конвейера 4 неисправна и происходит задержка в подаче алюминированного экрана манипулятором 6.
Предлагаемая автоматическая система обработки полуфабрикатов позволяет полностью автоматизировать обработку и перегрузку полуфабрикатов на технологическом участке, включающем многопозициОнный конвейер нанесения, средства перегрузки и непрерывно движущийся со скоростью 16 м/мин транспортный конвейер, который доставляет полуфабрикат с предыдущего технологического участка и транспортирует его после обработки на следующий технологический участок.
Формула изобретения
1. Автоматическая линия для транспортировки полуфабрикатов, например, экранов цветных кинескопов, содержащая непрерывно движущийся конвейер с подвесками, многопозиционный конвейер с тележками, имеющий позиции загрузки и разгрузки полу. фабрикатов, устройство для перегрузки полуфабрикатов с подвесок транспортного конвейера в тележки многопозиционного конвейера и обратно, отличающаяся те.м, что, с целью обеспечения загрузки полуфабрикатами всех тележек многопозиционного конвейера при неритмичной подаче полуфабрикатов транспортным конвейером, между транспортным, конвейером и позицией загрузки полуфабрикатами многопозиционного
9
конвейера установлены накопитель и перемещающиеся вдоль конвейера манипулятор для съема полуфабрикатов с подвески транспортного конвейера и манипулятор для загрузки тележек многопозиционного конвейера, а между позицией разгрузки полуфабрикатов с многопозиционного конвейера и транспортным конвейером установлены накопитель и перемещающиеся вдоль конвейераманипулятор для разгрузки тележек многопозиционного конвейера и манипулятор для установки полуфабрикатов на подвеску транспортного конвейера, причем транспортный конвейер снабжен датчиком распознавания подвески с полуфабрикатом, установленным перед манипулятором для съема полуфабрикатов с подвески и датчиком рас653186
10
познавания свободной подвески, установленным перед манипулятором для установки полуфабриката на подвеску, а многопозиционный конвейер снабжен датчиками нали- чия тележек в местах загрузки и разгрузки многопозиционного конвейера, причем на тележке установлен откидной флажок, взаимодействующий с датчиками наличия тележки.
Источники информации, принятые во внимание при экспертизе
-.1. Тамарченко В. С. Применение переставителей и манипуляторов для комплексной механизации транспортньгх передач в сборочном производстве кинескопов. «Электронная техника, сер. 10, 1972.
j. ,,.V
A.,,%-.#|653186

| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор | 1972 |
|
SU441141A1 |
| Манипулятор | 1990 |
|
SU1754435A1 |
| Установка для литья по выплавляемым моделям | 1981 |
|
SU1003995A1 |
| Устройство для перегрузки подвесок с траверс подвесного конвейера | 1981 |
|
SU1004227A1 |
| Поточная линия для производства трикотажного полотна | 1981 |
|
SU1306991A1 |
| Автоматизированная линия для получения отливок | 1982 |
|
SU1154802A1 |
| Автоматизированная линия для многопереходной штамповки | 1986 |
|
SU1344471A1 |
| Система автоматической разгрузки туннельной печи тепловой обработки стеклооболочек цветных электронно- лучевых трубок | 1977 |
|
SU722755A1 |
| Устройство для управления перемещением подвижных узлов,например, исполнительных механизмов работаманипулятора | 1974 |
|
SU515633A1 |
| Манипулятор | 1974 |
|
SU542641A2 |
ft f J 5 , I jV I
Л-A
-и
.
5
fue.S
(/г.7
Bw Ъ
.53
Б-Б
Рл/г.
