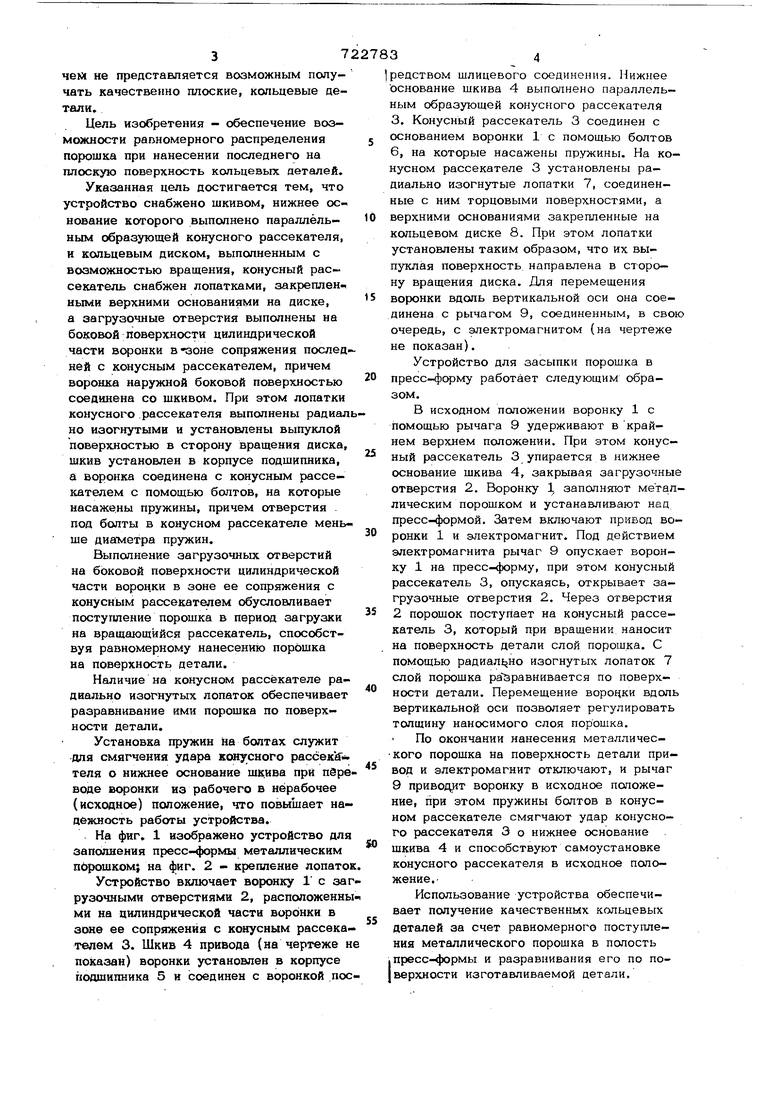
Изобретение относится к порошковой металлургии, в частности к устройствам для засыпки порошка в пресс-форму. Известно устройство для заполнения пресс-формы металлическим порошком, включающее бункер с дозатором и загрузочную воронку, снабженную лопастями и соединенную в верхней части с электроприводом. Пр есс-форма выполнена с возможностью вращения. При вращении воронки лопасти захватывают порошок и сбрасывают его в пресс-форму, обеспечивая таким образом ее равномерное заполнение Ij. Недостатком устройства является то, что для вращения пресс-формы используется дополнительный привод, в связи с чем при изготовлении крупных деталей требуются повышенные затраты электроэнергии. Кроме того, устройство, обеспе чивая равномерное.заполнение пресс-формы, в то же время не позволяет равномерно распределять порошок по поверхкости изготавливаемой детали, что отрицательно сказьтается на ее качестве. Наиболее близко к предлагаемом у по технической сущности и достигаемому эффекту устройство для засыпки порсяика в пресс-форму, включающее воронку с конической и цилиндрической частями и с загрузочными отверстиями, подвижно смонтированную относительно вертикальной оси, конусный рассекатель, установленный сопряженно с воронкой, и электропривод, соединенный с воронкой. Загрузочные отверстия выполнены в днище воронки. При этом воронка установлена над матричной плитой с матрицами таким образом, что загрузочные отверстия воронки расположёны так же, как и матрицы Г2. Однако известное устройство не обеспечивает равномерного нанесения металлического порошка на плоскую поверхность изготавливаемых деталей, так как не имеет приспособлений для разравнивания порошка по поверхности, в связи с чем не представляется возможным получать качественно плоские, кольцевые детали. Цель изобретения - обеспечение возможности равномерного распределения порошка при нанесении последнего на плоскую поверхность кольцевых деталей. Указанная цель достигается тем, что устройство снабжено шкивом, нижнее основание которого выполнено параллельным образующей конусного рассекателя, и кольцевым диском, выполненным с возможностью вращения, конусный рассекатель снабжен лопатками, закреплен ными верхними основаниями на диске, а загрузочные отверстия выполнены на боковой поверхности цилиндрической части воронки в-зоне сопряжения послед ней с конусным рассекателем, причем воронка наружной боковой поверхностью соединена со шкивом. При этом лопатки конусного рассекателя выполнены радиал но изогнутыми и установлены выпуклой поверхностью в сторону вращения диска, шкив установлен в корпусе подшипника, а воронка соединена с конусным рассекателем с помощью болтов, на которые насажены пружины, причем отверстия . под болты в конусном рассекателе мень ше диаметра пружин. Выполнение загрузочных отверстий на боковой поверхности цилиндрической части воронки в зоне ее сопряжения с конусным рассекателем обусловливает поступление порошка в период загрузки на вращающийся рассекатель, способствуя равномерному нанесению порошка на поверхность детали. Наличие на конусном рассекателе радиально изогнутых лопаток обеспечивает разравнивание ими порошка по поверхности детали. Установка пружин на болтах служит ОЛЯ смягчения удара конусного рассекб теля о нижнее основание шкива при пере воде воронки из рабочего в нерабочее (исходное) положение, что повышает надежность работы устройства. На фиг. 1 изображено устройство для заполнения пресс-формы металлическим порошком; на фиг. 2 - крепление лопато Устройство включает воронку 1 с за рузочными отверстиями 2, расположенны ми на цилиндрической части воронки в зоне ее сопряжения с конусным рассека телем 3. Шкив 4 привода (на чертеже показан) воронки установлен в корпусе подшипника 5 и соединен с воронкой пос peacTBOM шлицевого соединения. Нижнее основание шкива 4 выполнено параллель- ным образующей конусного рассекателя 3. Конусный рассекатель 3 соединен с основанием воронки 1 с помощью болтов 6, на которые насажены пружины. На конусном рассекателе 3 установлены ра- диально изогнутые лопатки 7, соединенные с ним торцовыми поверхностями, а верхними основаниями закрепленные на кольцевом диске 8. При этом лопатки установлены таким образом, что их выпуклая поверхность направлена в сторону вращения диска. Для перемещения воронки вдоль вертикальной оси она соединена с рычагом 9, соединенным, в свою очередь, с электромагнитом (на чертеже не показан). Устройство для засыпки порошка в пресс-форму работает следующим образом. В исходном положении воронку 1 с помощью рычага 9 удерживают в крайнем верхнем положении. При этом конусный рассекатель 3 упирается в нижнее основание шкива 4, закрывая загрузочные отверстия 2. Воронку 1 заполняют металлическим порошком и устанавливают над пресс-ч})ормой. Затем включают привод воронки 1 и электромагнит. Под действием электромагнита рычаг 9 опускает воронку 1 на пресс-форму, при этом конусный рассекатель 3, опускаясь, открывает загрузочные отверстия 2. Через отверстия 2 порошок поступает на конусный рассекатель 3, который при вращении наносит на поверхность детали слей порошка. С помощью радиальгно изогнутых лопаток 7 слой порошка ра зравнивается по поверхности детали. Перемещение вороцки вдоль вертикальной оси позволяет регулировать толщину наносимого слоя порошка. По окончании нанесения металлического порошка на поверхность детали привод и электромагнит отключают, и рычаг 9 приводит воронку в исходное положение, при этом пружины болтов в конусном рассекателе смягчают удар конусного рассекателя 3 о нижнее основание шкива 4 и способствуют самоустановке конусного рассекателя в исходное положение. Использование устройства обеспечивает получение качественных кольцевых деталей за счет равномерного поступления металлического порошка в полость пресс-формы и разравнивания его по поверхности изготавливаемой детали.
Устройство просто в конструктивном исполнении, надежно в работе и не требует больших энергозатрат.
Формула изобретения
1. Устройство для засыпки порошка в пресс-форму, включающее воронку с конической и цилиндрической частями и с загрузочными отверстиями, подвижно смонтированную относительно вертикальной оси, конусный рассекатель, уст новленный сопряженно с воронкой, и электропривод, соединенный с воронкой, о т личающееся тем, что, с целью 5 обеспечения возможности равномерного распределения порошка при нанесении последнего на плоскую поверхность кольцевых деталей, оно снабжено шкивом, нижнее основание которого выполнено параллельно образующей конусного рассекателя, и кольцевым диском, выполненным с ; возможностью вращения, конусный рассекатель снабжен лопатками, закрепленными верхними основаниями на диске, а загрузонные отверстия выполнены на боковой поверхности цилиндрической части воронки в зоне сопряжения последней с конусным рассекателем, причем воронка наруж1 боковой поверхностью соецинена со Шг ;вом.
2.Устройство по п. 1, отличающееся тем, что лопатки конусного рассекателя выполнены радиаль-
но изогнутыми и установлены выпуклой поверхностью в сторону вращения диска. .
3.Устройство по пп. 1, 2, о т л и - 20 чающееся тем, что шкив уставов лен в корпусе подшипника, а воронка сое- динена с КОНУСНЫМ рассекателем с помощью болтов, на которые насажены пружины, причем отверстия под бояты в ко- нусном рассекателе меньше диаметра пружин. Источники информации, принятые во внимание при экспертизе, 1.Авторское свидетельство СССР N9 448071, кл. В 22 F 3/02, 1973. 2.Патент СССР № 306613, кл. В 30 В 11/00, 1969.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессования изделий сложного профиля с плоскопараллельными боковыми сторонами | 1984 |
|
SU1158291A1 |
| Бункер для порошкообразных мате-РиАлОВ K пРЕСС-фОРМЕ | 1979 |
|
SU808337A1 |
| Устройство для прессования изделий из металлического порошка | 1990 |
|
SU1764816A2 |
| Пресс-форма для напрессовки порошкового слоя на поверхность детали | 1985 |
|
SU1337197A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ ИЗ ПОРОШКОВ | 2014 |
|
RU2553143C1 |
| УСТРОЙСТВО ДЛЯ РАВНОМЕРНОГО ЗАПОЛНЕНИЯ СЫПУЧИМ МАТЕРИАЛОМ ВЕРТИКАЛЬНО СТОЯЩИХ СОСУДОВ | 2006 |
|
RU2317934C1 |
| Устройство для приготовления многокомпонентных смесей | 1985 |
|
SU1368016A1 |
| Устройство для прессования изделий из порошковых материалов с пустотообразователями | 1991 |
|
SU1804394A3 |
| Устройство засыпки порошков в пресс-форму для гидростатического прессования многослойных изделий | 1983 |
|
SU1171203A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2035296C1 |
сриг. 4
