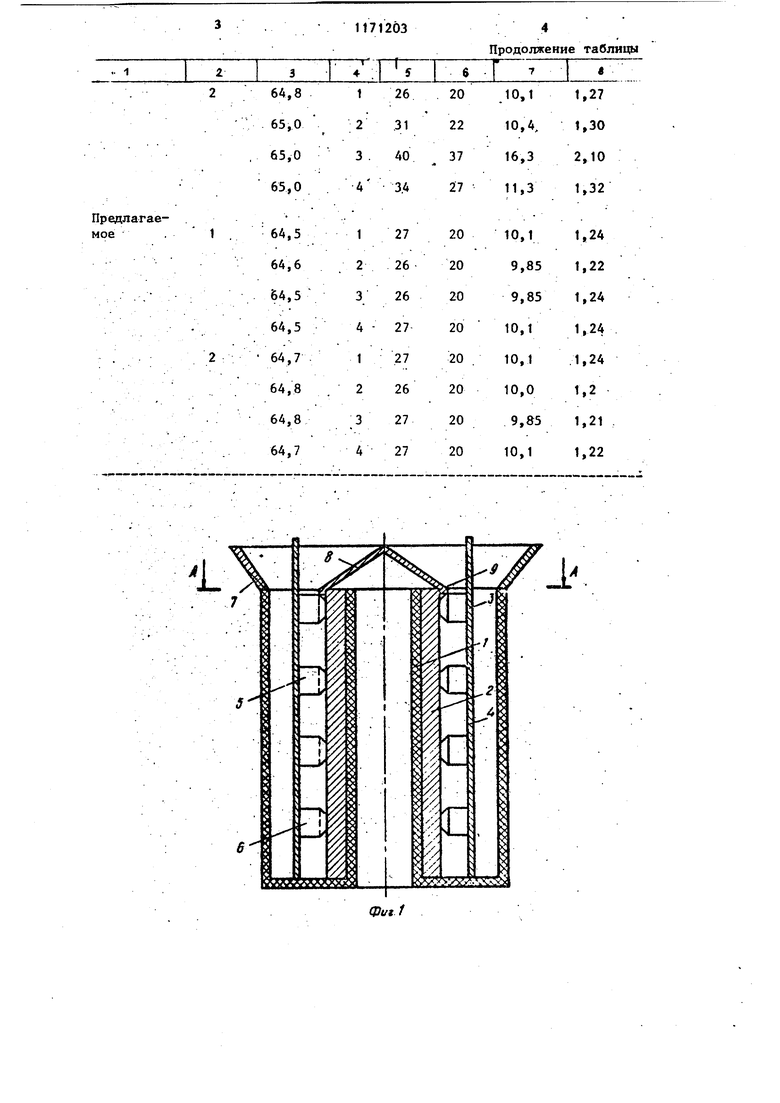
Изобретение относится к порошковой металлургии, в частности к устройствам засыпки порошков в прессформы для гидростатического прессования многослойных изделий, например фильтр-элементов. Целью изобретения, является повьше ние качества изделий. На фиг. 1 .изображено устройство, общий вид в разрезу, на фиг. 2 вид А-А на фиг. 1. . Устройство состоит из пресс-формы 1, калибрующего цилиндра 2. В прессформу введена разделительная обечайка 3, выполненная в виде секций 4, снабженных пластинчатыми кронштейнами-рассекателями S и 6, посредством которых осуществляется центрирование оЪечайки 3 относительно калибрующего цилиндра 2. Сверху на пресс-форму установлена воронка, .выполненная в виде внешнего 7 и внутреннего 8 элементов, причем внутренний элемент 8 воронки снабжен выступами .9. Нижняя секция обечайки 3 смещена вокруг вертикальной оси пресс-формы таким образом, что кронштейны-рассекатели в нижней секции обечайки расположены под выступами 9 внутреннего элемента 8 воронки. Устройство работает следующим образом. В пресс-форму 1 через воронку засыпают различные порошки по обе стороны разделительной обечайки 3, затем начинают извлечение обечайки 3 по секциям 4. При извлечении из прес формы 1 нижней секции обечайки 3 кронштейн-рассекатель 6 подхватывает внутренний элемент 8 воронки за выступы 9 и извлекает из пресс-формы. Затем пресс-форму закрывают крьш1кой (не пока.зана) и помещают в гидростат Объем воронки вьтолняют равным объему обечайки с целью компенсации 45 по порошком объема извлеченной из прессформы обечайки. Предлагаемое устройство обеспечи- вает центрирование разделительнойобечайки при ее посекционном извлечении, что препятствует смешению слоев порошка и повьш1ает качество изделий. П р и м е р. В гидростате прессуют двуслойные трубчатые фильтр-элементы диаметром 30 мм и длиной 1000 мм из порошков-титана марок ПТЭС и ПТЭМ. Спрессованные фильтры спекают в атмосфере аргона при в течение 3,5 ч. У спеченных фильтров исследуют распределение плотности и фильтрующие характеристики по сечению изделия. Дпя этого фильтры разделяют на составные элементы на разном удалении от края. Вырезают составные образцы (кольцевые) шириной 40 мм на следующем удалении от края: 1-Омм, .2-320 мм , 3-640 мм, 4-960 мм. У образцов определяют средний, основной максимальный диаметр (D) пор и коэффициент проницаемости Кд путем ripoдавливания воздушного пузырька через пористое тело, помещённое в емкость с водой.. Данные испытаний сведены в таблицу. Как видно из езультатов, при изготовлении крупногабаритных двуслойных фильтр-элементов использование в качестве.оснастки для засыпки порошка предлагаемого устройства позволя ет получить равномерное распределеfine пор с равными размерами. При использовании известного устройства, за счет отсутствия средств центрирования, при извлечении разделительной обечайки происходит смещение слоев, при этом рабочий слой порошка может в некоторых местах утончаться или утолщаться, что негативно сказывается на равномерности фильтрации всей поверхности фильтра-элемента.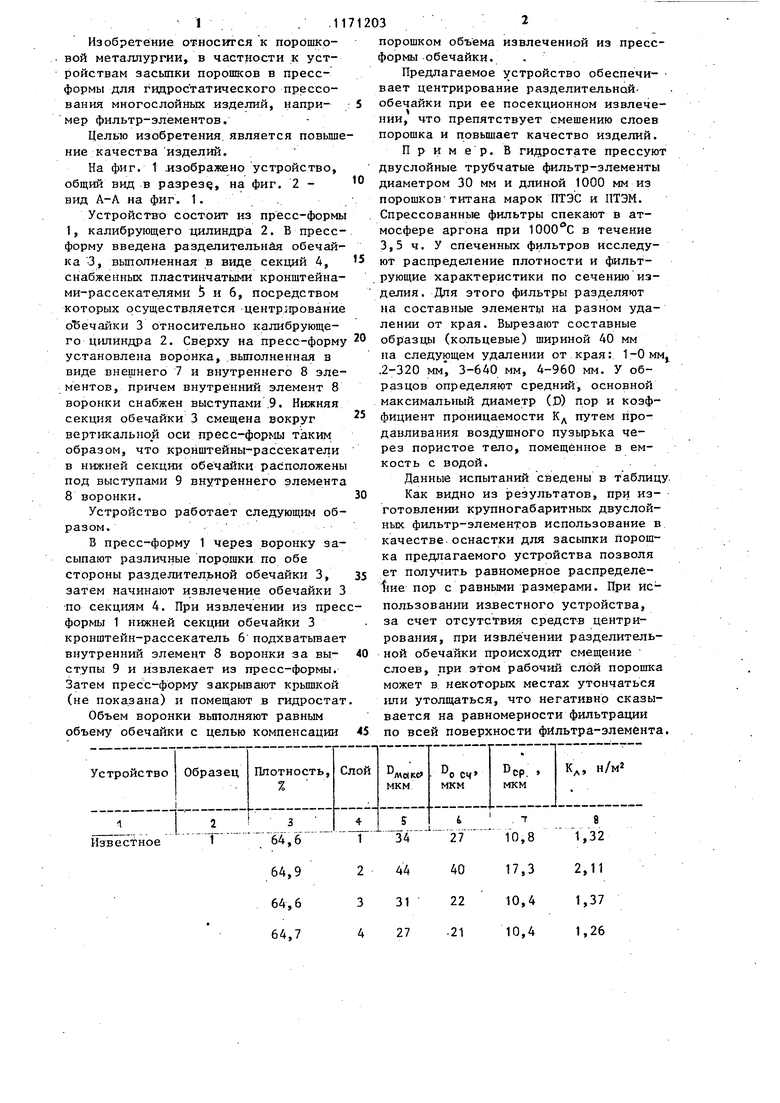
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для гидростатического прессования порошков | 1983 |
|
SU1199449A1 |
| Разъемная пресс-форма для гидростатического прессования металлического порошка | 1983 |
|
SU1138245A1 |
| Разъемная пресс-форма для гидростатического прессования металлического порошка | 1984 |
|
SU1232372A1 |
| Устройство для заполнения пресс-формы порошком при получении многослойных изделий | 1982 |
|
SU1092002A1 |
| Гидростат для формования стаканообразных изделий | 1985 |
|
SU1260115A1 |
| Пресс-форма для гидростатического прессования порошков | 1981 |
|
SU961858A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ ИЗ ПОРОШКОВ | 2014 |
|
RU2553143C1 |
| Пресс-форма для гидростатического прессования из порошка полых заготовок | 1985 |
|
SU1310111A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНТАКТНЫХ ВСТАВОК ТРОЛЛЕЙБУСОВ | 2013 |
|
RU2508177C1 |
| Способ прессования изделий сложного профиля с плоскопараллельными боковыми сторонами | 1984 |
|
SU1158291A1 |
1. УСТРОЙСТВО ЗАСЫПКИ ПОРОШКОВ В ПРЕСС-ФОРМУ ДЛЯ ГИДРОСТАТИЧЕС-i КОГО ПРЕССОВАНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ, содержащее пресс-форму, капибрунлций цилиндр, разделительную обечайку и загрузочную воронку, о т лишающееся тем, что, с це-«лью повышения качества изделий, обечайка выполнена в виде секций, снабженных пластинчатыми кроиштейнами-рассекателями, причем последние установлены с возможностью центрирования обечайки относительно калибрующего цилиндра. 2. Устройство по п.1, о т ли чающееся тем, что воронка выполнена разъемной в виде внешнего с ЛЗ и. внутреннего элементов, последний снабжен выступами, объем воронки ра(Л вен объему обечайки, а нижняя секция обечайки повернута вокруг оси прессформы, при этом кронштейны-рассекатели нижней секции обечайки расположены под выступами воронки. to о 00
64,9 64,6 64,7
64,8 65,0 65,0 65,0
лагае6А,5 64,6 64,5 64,5 64,7 64,8 64,8 64,7
Продолжение таблицы
26 31 40 3.4
10,1
1,27
20 22 37 27 10,4, 1,30 16,3 2,10 11,3 1,32
27 26 26 27 27 26 27 27
20 20 20 20 20 20 20 20
10,1
1,24 9,85
1,22 9,85
1,24
10,1
1,24
10,1
1,24
10,0
1,2 9,85
1,21
10,1
1,22
6
А-А
Фиг.2
| Шаталова И.Г | |||
| и др | |||
| Физико-химические основы вибрационного уплотнения порошковых материалов | |||
| М.I Наука, 1965, с | |||
| Фальцовая черепица | 0 |
|
SU75A1 |
| Устройство для заполнения пресс-формы порошком при получении многослойных изделий | 1980 |
|
SU889280A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
