Изобретение относится к порошковой металлургии, в частности, к пресс формам для напрессовки порошкового слоя на поверхность детали.
Целью изобретения является повышение производительности процесса изготовления деталей,
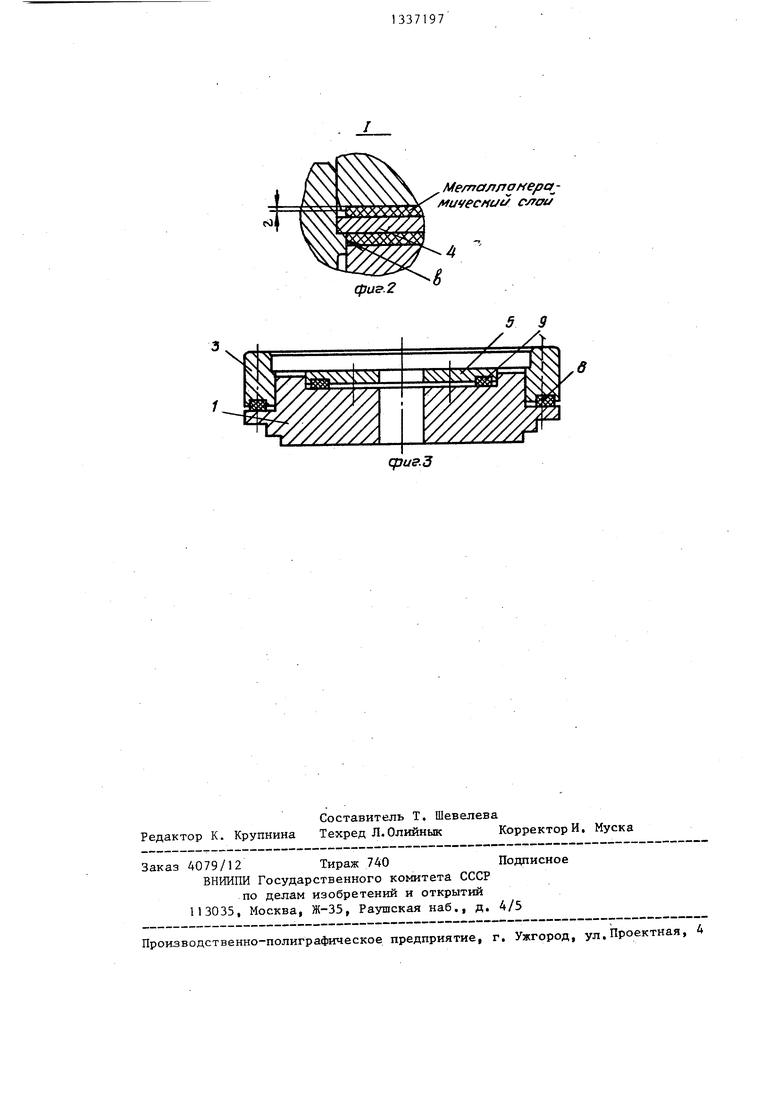
На фиг, 1 изображена пресс-форма для напрессовки порошкового слоя на поверхность детали; на фиг, 2 - узел I на фиг, 1; на фиг, 3 - нижняя часть матрицы.
Пресс-форма для напрессовки порошкового слоя на поверхность детали содержит разъемную матрицу, состоящую из нижней 1 и верхней 2 частей, выполненных с кольцевыми проточками для захвата, бандажа 3, на внутренней поверхности которого выполнен заплеч- ник b для укладки стальной детали 4, нижнего пуансона 5 и верхнего пуансона 6, Верхняя часть матрицы 2 выполнена заодно с центральным стержнем 7,
Бандаж 3 установлен на нижней час- 25 имеет автономную плоскую форму, соти 1 матрицы на амортизаторе 8, а нижний пуансон 5 установлен в полости матрицы 1 на амортизаторе 9, Для регулировки по высоте положения пуансона 5 и бандажа 3 в плоскости 1 установлены винты 10,
Устройство работает следующим образом,
Детали прессгФормы: нижняя часть 1 матрицы, бандаж 3, амортизатор 8, нижний пуансон 5, амортизатор 9 - находятся в сборе и в таком виде являются исходным положением для выполнения всех последующих подготовительных операций,
В образовавшуюся после сборки по- лость нижней части 1 матрицы производится засыпка порошкообразной шихты с одновременным ее разравниванием путем вращения матрицы. Производится укладка стального диска.
Устанавливается верхний пуансон б В образованную полость производится засыпка порции порошкообра:зной шихты с одновременным ее разравниванием путем вращения матрицы. Устанавливается верхняя часть 2 матрицы с центральным стержнем. Операции засыпки, разравнивания, укладки детали в корпус матрицы, установки и съем верхней матрицы и верхнего пуансона производятся вне полости пресса, В таком виде полностью подготовленная
пресс-форма подается в полость пресса и производится прессование.
При установившемся работы снимается верхняя часть 2 матрицы, полость сГ подвергается очистке от возможного прилипания порошка идалее поступает для очередной подготовительной операции.
Снимается верхний пуансон 6, подвергается очистке его поверхность к от прилипшего порошка и далее передается Для очередных подготовительных операций.
Далее производится съем стальной детали с напрессованным с двух сторон металлокёрамическим слоем.
Производится очистка пресс-формы от возможных остатков порошка и далее в таком виде она поступает для осуществления повторного цикла операций.
Таким образом, по сравнению с известной предлагаемая.пресс-форма
0
5
0
5
0
5
стоящую из матрицы, являющейся базой, на которой устанавливаются все детали (бандаж, амортизаторы, пуан- ,сон нижний, пуансон верхний, матрица верхняя и регулированные винты), Кроме того, преСс-форма не связана с прессующим агрегатом; подготовительные операции перед напрессовкой и после нее выполняются за пределами прессующего агрегата, в результате чего экономится машинное время прессующего агрегата, что позволяет увеличить его производительность в 5 раз; исключается применение ручного труда и заменяется робототехникой.
Формула изобретения
Пресс-форма для напрессовки порошкового слоя на поверхность детали, состоящая из матрицы, верхнего и нижнего пуансонов, центрального стержня и бандажа, отличающая- с я тем, что, с целью повьшения .производительности процесса изготовления деталей, матрица выполнена разъемной, верхняя часть матрицы и центральный стержень соединены неподвижно, верхний пуансон вьшолнен в виде диска с полой втулкой, а нижний пуансон - в виде диска с отверстием, соосным с втулкой, при-этом верхняя и нижняя части матрицы снабжены проточками, а бандаж - запле.чиками.
МеталлаHepctj- fliuvecffut/ сугай
4
(puff.2
N
m
дзие.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для напрессовки порошкового слоя на поверхность металлического диска | 1980 |
|
SU942889A1 |
| Пресс-форма для напрессовки порошкового слоя на поверхность детали | 1989 |
|
SU1691115A1 |
| Пресс-форма для напрессовки порошкового слоя на поверхность металлического диска | 1983 |
|
SU1144767A1 |
| Устройство для формирования функциональных покрытий из порошкового материала на торцевой поверхности металлической детали двухсторонним прессованием | 2020 |
|
RU2761060C1 |
| УСТРОЙСТВО ДЛЯ НАПРЕССОВЫВАНИЯ ПОРОШКА НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ВТУЛОК | 1995 |
|
RU2102188C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ВТУЛОК | 1995 |
|
RU2101137C1 |
| Разборная пресс-форма для прессования порошков | 2024 |
|
RU2838040C1 |
| Пресс-форма для напрессовки порошкового слоя на поверхность металлического диска | 1985 |
|
SU1245414A1 |
| Способ изготовления фрикционных изделий | 1986 |
|
SU1379093A1 |
| Устройство для изготовления двухслойных изделий трубчатой формы | 1982 |
|
SU1084115A1 |
Изобретение относится к пресс- формам для напрессовки порошкового слоя на поверхность детали. Цель изобретения - повышение производительности процесса изготовления деталей, Пресс-форма содержит разъемную матрицу, состоящую из нижней 1 и верхней 2 частей, выполненных с кольцевыми проточками для захвата, бандажа 3, на внутренней поверхности которого выполнен заплечик для укладки стальной детали, нижнего пуансона 5 и верхнего пуансона 6, Верхняя часть матрицы 2 вьшолнена заодно с центральным стержнем 7. Верхний пуансон вьтолнен в виде диска с полой втулкой, а нижний пуансон - в виде диска с отверстием, со- осным втулке, при этом верхняя и нижняя части матрицы снабжены проточками, а бандаж - заплечиками. 3 ил. 1C (Л L со 00 со 
| Пресс-форма для напрессовки порошкового слоя на поверхность металлического диска | 1980 |
|
SU942889A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
