Оплавление поверхностного слоя дает возможность снизить усилие деформирования и дорновать заготовки 1 из хрупких и закаленных материалов. Процесс дорнования осуществляют инструментом из твердого сплава, выполненным монолитным или со вставками из твердого сплава, соединенными с державкой (дорном). Он позволяет передавать большие деформирующие усилия и получать больщие степени деформации поверхностного слоя за один проход в сравнении с раскаткой, обкаткой и выглаживанием. Монолитный дорн также позволяет достигать больщих температур на поверхности детали при сравнительно малых скоростях вращения и упрочнять нрактически любой материал на значительную глубину, в том числе закаленный и хрупкий.
Данный способ применим и для обработки деталей, имеющих впадпны или выступы на обрабатываемой поверхности.
Предлагаемым способом можно калибровать детали из металлокерамики и других хруиких материалов.
Для повышения производительности ивструмент следует подогревать.
Использование предлагаемого способа дорнования обеспечивает по сравнению с существующими спосо.бами следующие преимущества: снижение убйЛйЯ Дорпования; возможность получения высокой чистоты п прочности поверхностного слоя за один проход без применения дорогостоящего устройства и сложного инструмента; расщирение номенклатуры материалов и диапазона форморазмеров; расширение возможности регулирования толщины упрочняемого слоя и его прочностных характеристик.
Формула изобретения
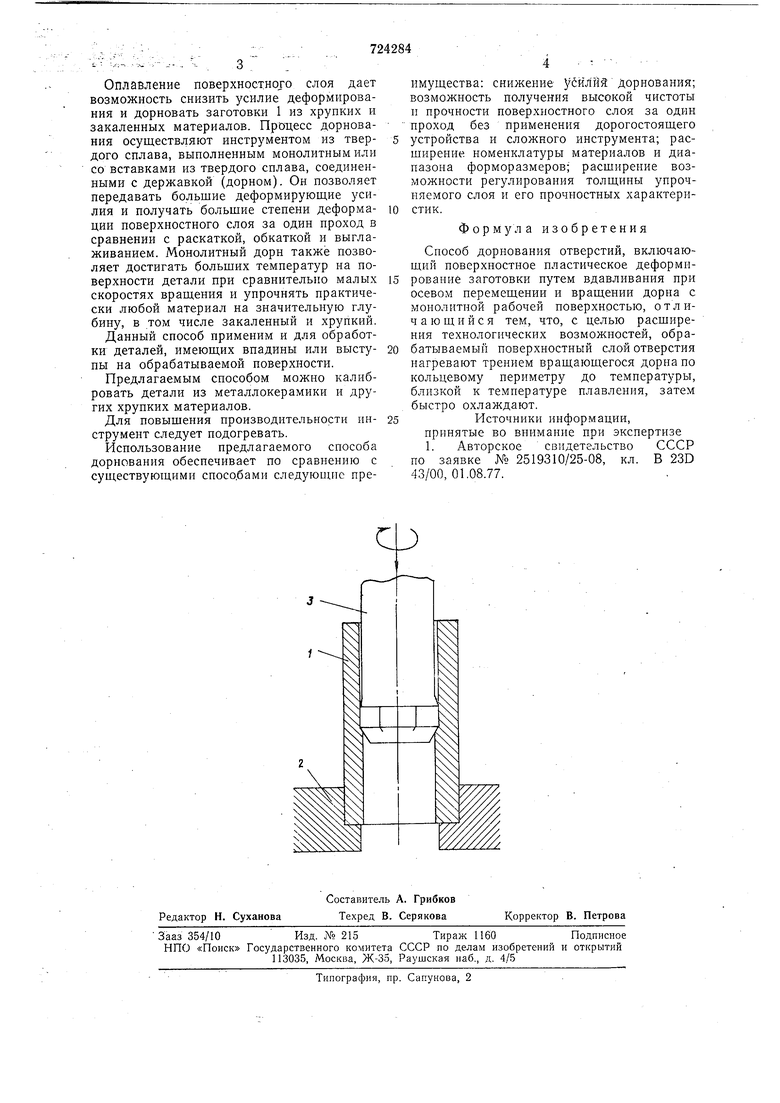
Способ дорпования отверстий, включающий поверхностное пластическое деформирование заготовки путем вдавливания при осевом перемещении и вращении дорпа с монолитной рабочей поверхностью, отличающийся тем, что, с пелью расширения технологических возможностей, обрабатываемый поверхностный слой отверстия нагревают трением вращающегося дорна по кольцевому периметру до температуры, близкой к температуре плавления, затем быстро охлаждают.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2519310/25-08, кл. В 23D 43/00,01.08.77.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479406C2 |
| СПОСОБ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ С НАГРЕВОМ | 2011 |
|
RU2479407C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479404C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479405C2 |
| СПОСОБ ПОВЕРХНОСТНОГО ДОРНОВАНИЯ ТИТАНОВЫХ СПЛАВОВ | 2008 |
|
RU2371272C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ДЛИННОМЕРНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2457098C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2470761C2 |
| СПОСОБ ДОРНОВАНИЯ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2342229C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРУГОГО ДОРНОВАНИЯ | 2011 |
|
RU2464152C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ПРУЖИНЯЩИМ ДОРНОМ | 2010 |
|
RU2462339C2 |
