.I
Изобретение относится к обработке металлов давлением, в частности к изгсЬ товлению звездочек для механических передач.
Известна заготовка для изготовления звездочек радиальной штамповкой, содержащая ступицу с центральньм отверстие и венцовую часть со скосами Т .
В этой заготовке диаметр венцовой части имеет величину, промежуточную между значениями диаметров окружноотей выступов и впадин зубьев, равную примерно делительной окружности звездочки. Такой выбор формы и размеров. заготовки предопределяет соответствующее ему протекание процесса пластического формообразования зубчатого венца, при котором металл течет навстречу внедряющемуся в него инструменту. При таком характере деформирования на поверхностях контакта возникают доцоп- нитепьные силы трения, увеличивающие энер1Ч емкость процесса. Кроме того, для обеспечения размерно-чистового фор-
мообразования необходима высокая точность дозирования объема металла в заготовке, что аа практике трудноосушеств&мо. Колебания объема металла в заготовке сверх допустимых пределов приводят либо к образованию во впадинах зубьев заусенцев и завышению диаметра окружности выступов при избыточном объеме металла, либо к неполному формообразованию зубьев при недостаточного объеме металла в заготовке. Это обстоятельство приводит к дополнительнъгм трудозатратам в производстве и повышенному брэку изделий.
Цель изобретения - повышение качества звездочек и снижение трудоемкости процесса их изготовления.
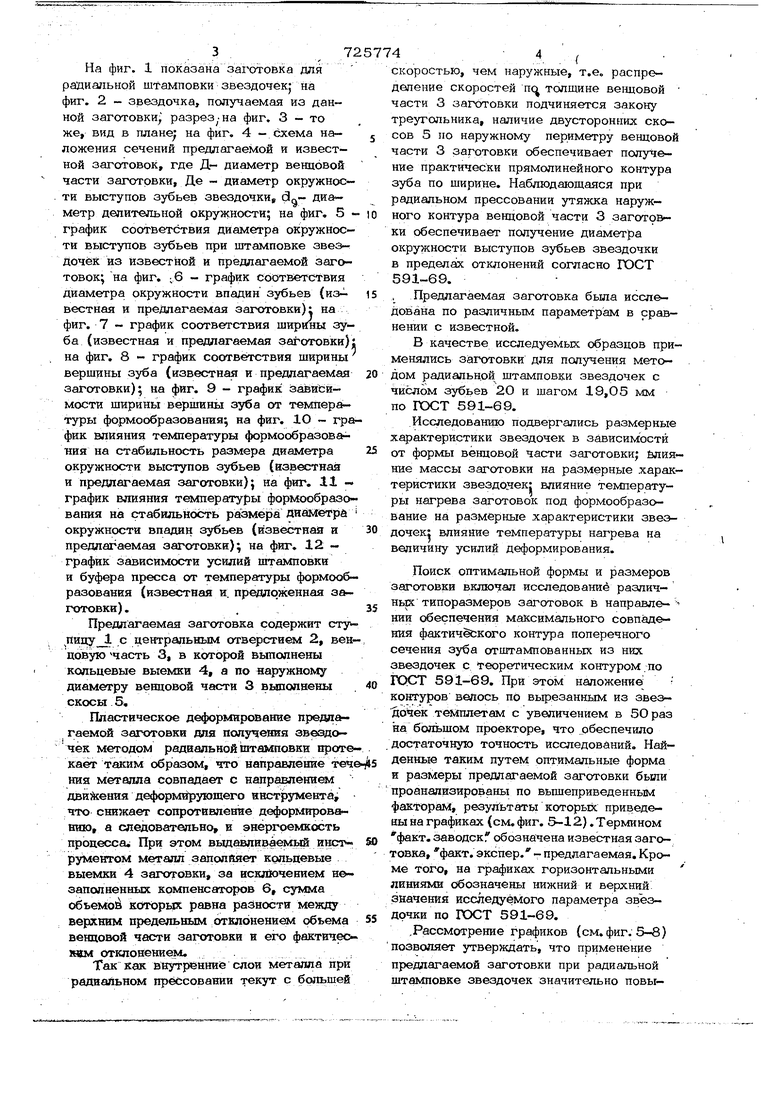
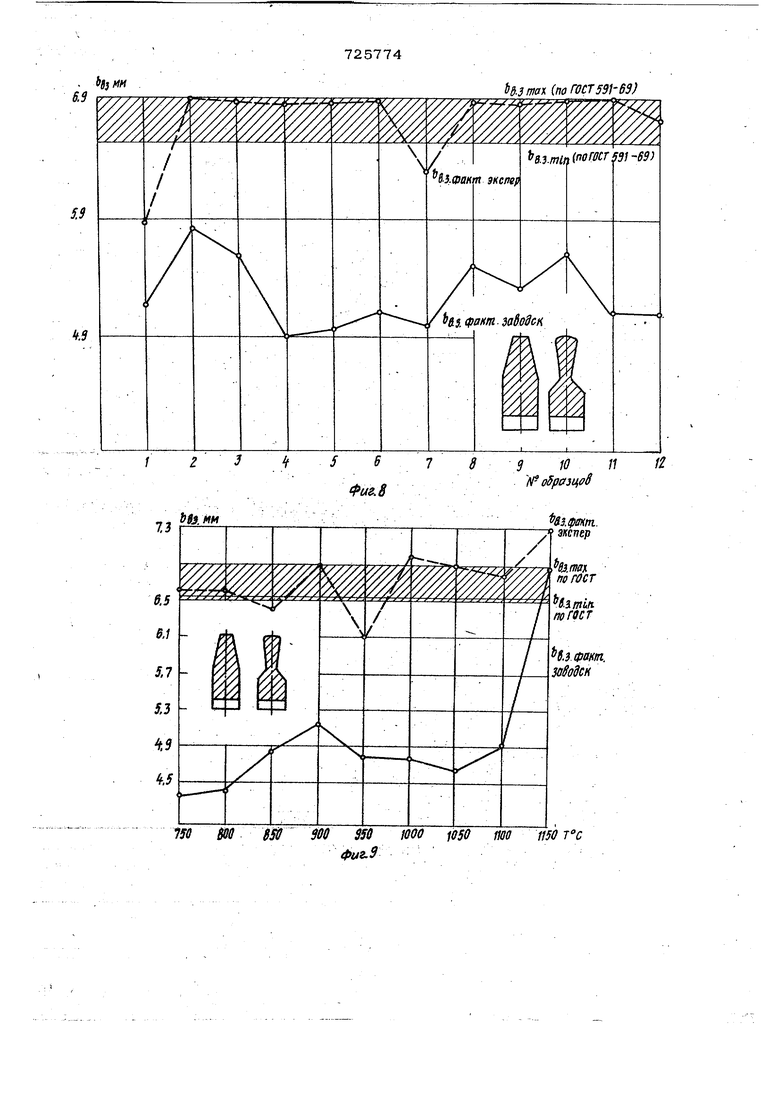
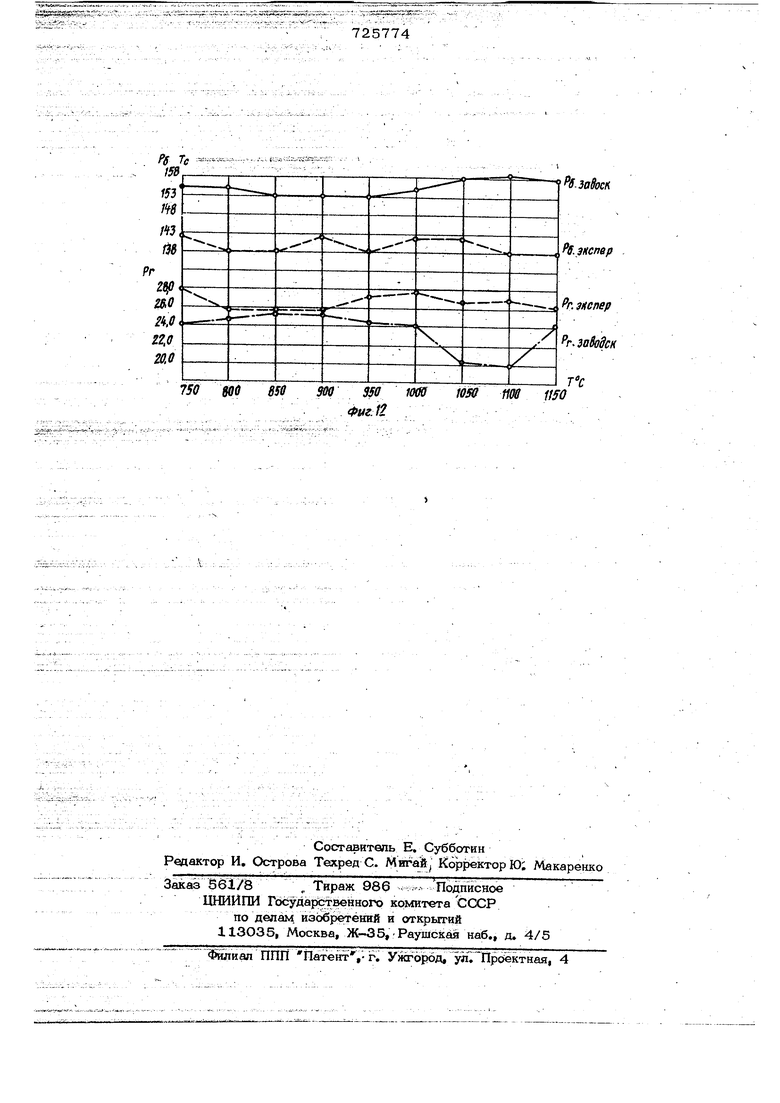
Поставленная цель достигается тем, что венцовая. часть заготовки выполнена с кольцевыми выемками, объем которых больше суммы объемов всех впадин между зубьями звездочки, а внутренний диаметр кольцевых выемок меньше окружности впадин зубьев звездочки. 7 На фиг. 1 показана заготовка для ралиальной штамповки звездочек, на фиг. 2 - звездочка, получаемая из данной заготовки разрезуна фиг, 3 - то же, вид в плане; на фиг. 4 - схема на- ложения сечений предлагаемой и известной заготовок, где Д- диаметр венцовой части заготовки, Де - диаметр окружности выступов зубьев звездочки, метр делительной окружности; на фиг, 5 график соответствия диаметра окружности выступов зубьев при штамповке звезДочек из известной и предлагаемой заготовок; на фиг. ;6 - график соответствия диаметра окружности впадин зубьев (из вестная и предлагаемая заготовки): на фиг. 7 - график соответствия ширины зуба (известная и предлагаемая заготовки) на фиг. 8 - график соответствия ширины вершины зуба (известная и предлагаемая заготовки); на фиг. 9 - график зависимости ширины вершины зуба от температуры формообразования; на фиг. 1О гра фик влияния температуры формообразования на стабильность размера диаметра окружности выступов зубьев (известная и предлагаемая заготовки); на фиг. 11 - график влияния TefMnepaTypbi формообразования на стабильность размера днаметрй окружности впадин зубьев (известная и предлагаемая заготовки); на фиг. 12 график зависимости усилий штамповки и буфера пресса от температуры формообразования (известная и предложенная заготовки) . Предлагаемая заготовка содержит сту с центральным отверстиетл 2, вен довую часть 3, в которой выполнены кольцевые выемки 4, а по наружному диаметру венцовой части 3 выполнены скосы 5, Пластическое деформирование предлагаемой загчуговки для получения звездочек методом радиальной штамповки проте кает таким образом, что направление теч ния металла совпадает с направлением двЙАсения деформирующего ннструмевта, что снижает сопротивление деформированшо, а следовательно, и энергоемкость процессам При этом выдавливаемый иш груМентоМ металл ааполйяет кольцевые выемки 4 заготовки, за исключением н&заполненных компенсаторов 6, сумма объемов которых равна разности между верхним предельным отклонением объема венцовой части заготовки и его фактичео мш отклонением. Так как внутренние слои металла при радиальном прессовании текут с большей 4 скоростью, чем наружные, т.е„ распределение скоростей п( толщине венцовой части 3 заготовки подчиняется закону треугольника, наличие двусторонних скосов 5 по наружному периметру вевцовой части 3 заготовки обеспечивает получение практически прямолинейного контура зуба по ширине. Наблюдающаяся при радиальном прессовании утяжка наружного контура венцовой части 3 заготр ки обеспечивает получение диаметра окружности выступов зубьев звездочки в пределах отклонений согласно ГОСТ 591-69. Предлагаемая заготовка бьша исследована по различным параметрам в сравнении с известной. В качестве исследуемых образцов применялись заготовки для получения методом радиальной штамповки звездочек с числом зубьев 20 и шагом 19,05 мм по гост 591-69. Исследованию подвергались размерные характеристики звездочек в зависимости от формы венцовой части заготовки; Ьлияние массы заготовки на размерные характеристики звездочек: влияние температуры нагрева заготовок под формообразование на размерные характеристики звездочек; влияние температуры нагрева на величину усилий деформирования. Поиск оптимальной формы и размеров заготовки включал исследование различ- ньк типоразмеров заготовок в направле- НИИ обеспечения максимального совпадения фактич&:кого контура поперечного сечения зуба отштампованных из них звездочек с теоретическим контуром.по ГОСТ 591-69. При этом наложениеконтуров велось по вьфезанным из звездозек темплетам с увеличением в 5О раз на большом проекторе, что обеспечило достаточную точность исследований. Найденные таким путем оптимальные форма и размеры предлагаемой заготовки бьши проанализированы по вышеприведенным факторам, результаты которых приведены на графиках (см. фиг. 5-12). Термином факт. заводскГ обозначена известная заготовка, факт, экспер. - предлагаемая. Кроме того, на графиках горизонтальными линиями обозначены нижний и верхний значения исследуемого параметра звездочки по ГОСТ 591-69. Рассмотрение графиков (см. фиг. 5-8) позволяет утверждать, что применение предлагаемой заготовки при радиальной штамповке звездочек значительно повышает их точность, а из графиков (см. фиг. 9-11) следует, что колебание температуры формообразования практически не влияет не стабильность процесса и размерных х&рактеристик звездочки. Согласно гр афику (см. фиг. 12), полученному на основании тензометрирова- ния, делается вьгоод, что энергоемкость процесса штамповки звездочек из предлагаемой заготовки ниже, чем из извест ной, так как в зоне оптимальных темпоратур формообразования 85О-900°С усилие буфера противодавления пресса ,„, значительно ниже, а усилие радиального прессования практически совпадает. Исследование влияния колебания массы заготовки на размерную точность формообразования звездочек показало, что не влияющие на геометрические пар& метры звездочек отклонения массы прв№лагаемой заготовки от номинала лежат в пределах 3%, в то время как для известной заготовки эти отклонения должны быть не более 1%. Это объясняется образованием в готовой звездочке при штамповке из предлагаемой заготовки незаполненных металлом пустот 6 (см. фиг. 3), названных компенсаторами. Предгсагаемая заготовка для получения звездочек методом радиальной штам повки обеспечивает размерно-чистовое формообразование, исключающее .появление заусенцев во впадинах зубьев, снижает энергоемкость процесса деформирования и трудоемкость изготовления звездочек, а также повышает их точность. Формула изобретения Заготовка для изготовления звездочек радиальной штамповкой содержащая ступиду с центральным отверстием и венцо- вую часть со скосами, о т п и ч а а а с я телй что, с целью повышения качества звездочки снижения трудоемкое ти процесса их изготовления, венцовая часть заготовки вьтолнена с кольцевыми выемками, объем которых больше суммы объемов всех впадин менаду зубьями звездочки, а внутренний диаметр кольцевых выемок меньше окружности впадин зубьев звеэдочки. Источники информации, принятые во внимание при экспертизе 1. Федоров Л. И. Штамповка Звездочек. МинскГ Изд-во Наука и техника , 1969. с, 121-122, /Хх,/у :, ., Фиг.2 Уе так (пагост J31-63) по rOCTS.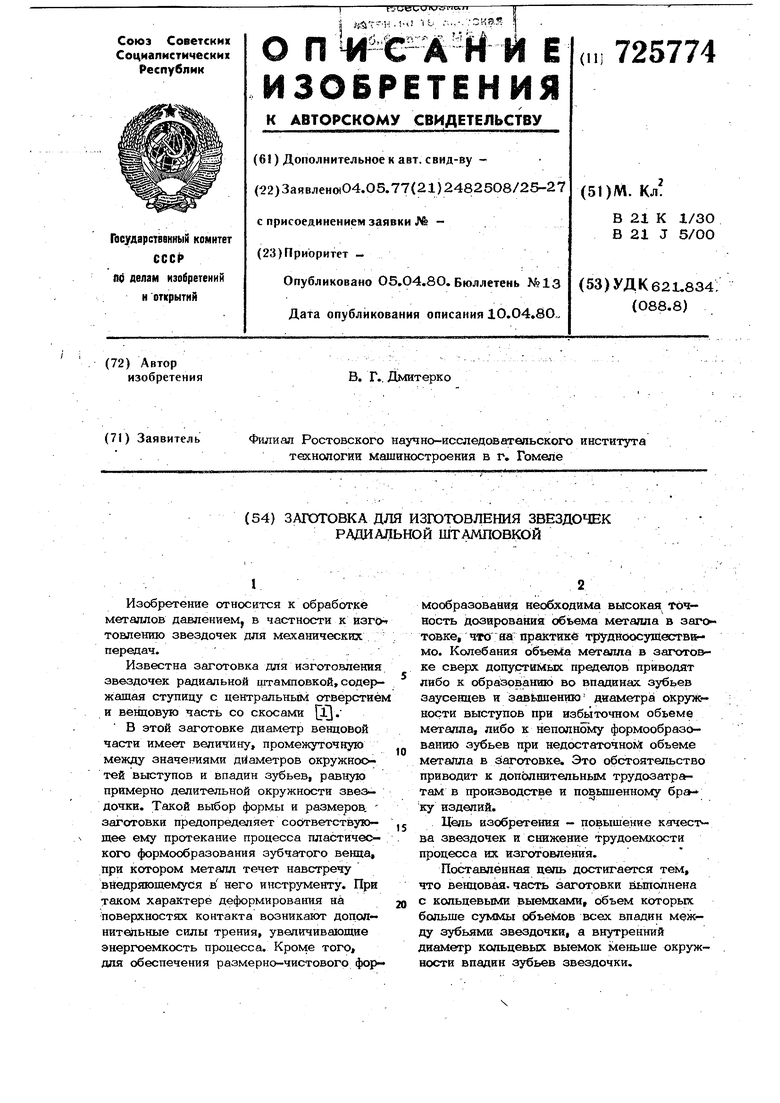
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ИЗДЕЛИЙ | 1967 |
|
SU203450A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭВОЛЬВЕНТНЫХ ЗВЕЗДОЧЕК | 2003 |
|
RU2243068C1 |
| Способ получения зубчатых профилей | 1989 |
|
SU1639857A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭВОЛЬВЕНТНЫХ ЗВЕЗДОЧЕК | 1997 |
|
RU2110374C1 |
| Штамп для радиальной штамповки | 1981 |
|
SU984612A1 |
| Способ изготовления звездочек цепных передач | 1987 |
|
SU1463986A1 |
| Заготовка для зубчатого венца | 1989 |
|
SU1697960A1 |
| Способ формообразования зубчатых профилей | 1986 |
|
SU1362552A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК | 1995 |
|
RU2076013C1 |
| Способ изготовления конических зубчатых колес | 1990 |
|
SU1729677A1 |


А
л
ч
1 г э
J1
3 10 П
12 /f о5разцо8 23 f 6 Лгфант.тпер i max (noГОСТ53 -63) 9 10 11 // {(о равцвЗ . frjjAf« 6.в
Ьб.з,факт заЫск Ьд.зтап (no ГОСТ59 -63) В-г-тщС оГОСТ Э -бЗ) 6-5,шкгп ЭКС flea
«.
i / В
M
SSS 900 3SO 1000 10S0 то тогс
sag
Фиг.9
j
12
7 8s 10 П /V oSpaiu S Фие.8
Чз.факт.. этспср
по гост
o.mln. т гест
б.зфат. 3uSodCK Уе,и
750 808 SSO
т т. 850 900 юоо то iioo uforc
W 350 1000 то -т nso
Фиг.10
Фаг. 11 (Гост ffS1-S3) . зкспер Smin {.гост5316S) Не (ракш, заёодсх
800 Bso 900 3SO im to50 т im
725774
Id. за SOCK
Ру.эиспвр
fr. шпер fr. заводок Tc
Фиг:12
