Предлагаемое изобретение относится к области передач с гибкой связью, а именно к цепным передачам с внутренним зацеплением, и может быть использовано в приводах различных машин, где применение цепной передачи с внешним зацеплением невозможно вследствие малого межосевого расстояния валов.
Для цепных передач с внешним зацеплением значение межосевого расстояния а должно быть

где De1 и De2 - диаметры окружностей вершин ведущей и ведомой звездочек. Для передачи крутящего момента между валами с межосевым расстоянием и  необходимо применять цепную передачу с внутренним зацеплением.
необходимо применять цепную передачу с внутренним зацеплением.
Для звездочек с внутренними зубьями отсутствует описание формы профиля, необходимые расчеты геометрии зубьев, не предложен способ их изготовления.
В цепных передачах с внешним зацеплением чаще всего применяются звездочки с вогнуто-выпуклым и прямолинейным профилями зубьев (Готовцев А.А., Котенок И.П. Проектирование цепных передач: Справочник. - М.: Машиностроение, 1982. с.143, 216-219). Существующие способы их формообразования не позволяют изготовить звездочки с внутренними зубьями.
Известны эвольвентные прямозубые зубчатые колеса с внутренними зубьями, обработанные долбяком (Гавриленко В.А. Зубчатые передачи в машиностроении. М.: Машгиз, 1962, гл.11). Основной недостаток этих колес заключается в невозможности разместить ролик цепи по впадине, используя только радиальное смещение режущего инструмента.
Известны эвольвентные звездочки с внешними зубьями, нарезанные инструментом типа червячной фрезы (Бережной С.Б., Остапенко О.И., Война А.А., Пунтус А.В. Патент №2110374 на изобретение “Способ изготовления эвольвентных звездочек”). Эвольвентная звездочка представляет собой прямозубое эвольвентное зубчатое колесо с расширенной впадиной для размещения в ней ролика цепи. Расширение впадины производится с помощью тангенциальной коррекции режущего инструмента на втором этапе нарезания зубьев.
Задачей предлагаемого изобретения является использование прямозубых эвольвентных колес с внутренними зубьями в качестве звездочек для цепных передач с втулочно-роликовыми цепями.
Поставленная задача решается предлагаемым способом изготовления эвольвентных звездочек, включающим нарезание зубьев на заготовке в два этапа стандартным режущим инструментом с использованием его радиального смещения, причем в качестве инструмента используют долбяк, который на первом этапе врезают на глубину, равную расчетной высоте зуба звездочки, при этом величину коэффициента радиального смещения x выбирают, равной:

где Di - расчетный диаметр окружности впадин звездочки с учетом износа цепи;
d=m·z - диаметр звездочки как эвольвентного колеса;
h
m - модуль долбяка,
а на втором этапе заготовку поворачивают на угол ϕ и процесс резания повторяют с удалением металла только с одной стороны зубьев для обеспечения ширины впадины, необходимой для размещения ролика цепи, при этом значение ϕ определяют по формуле:

где D - диаметр ролика цепи;
D* - расчетный условный диаметр ролика;
db=m·z·cosα - диаметр основной окружности звездочки;
α=20°.
Предлагаемый способ предполагается использовать, например, для нарезания эвольвентных звездочек с внутренними зубьями.
Таким образом, решение задачи изготовления звездочек с внутренними зубьями на стандартном зубообрабатывающем оборудовании достигается тем, что настройка станков производится по выведенным авторами зависимостям для определения коэффициента радиального смещения инструмента x и дополнительного угла поворота заготовки ϕ.
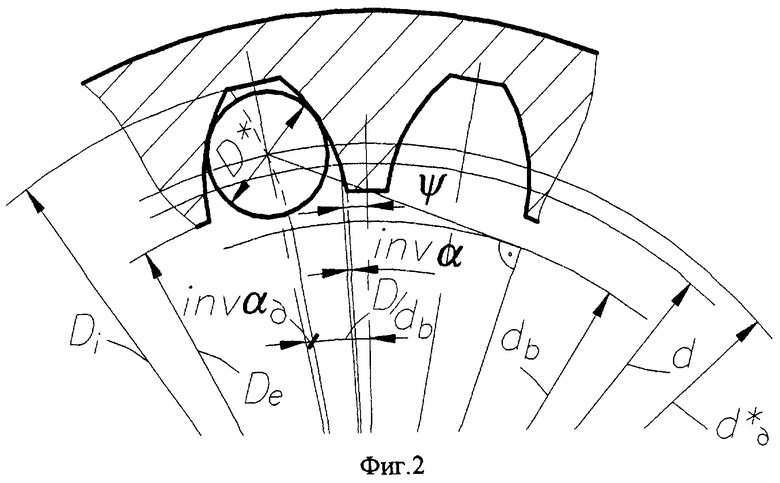
На фиг.1 изображена схема для определения коэффициента радиальной коррекции x; на фиг.2 - схема для определения предварительного диаметра ролика D*; на фиг.3 - схема для определения параметров тангенциальной коррекции ϕ.
Ниже приводится порядок геометрического расчета параметров эвольвентной звездочки и параметров установки инструмента и заготовки.
1. Определяют диаметр окружности впадин Di, высоту зуба h и диаметр окружности вершин De.
Диаметр Di определяют, учитывая увеличение шага цепи на величину Δt в результате износа и запаса на погрешность изготовления Δ=0,05 мм на радиус:

где  - номинальный диаметр делительной окружности звездочки;
- номинальный диаметр делительной окружности звездочки;
 ;
;
t - шаг цепи;
z - число зубьев звездочки;
D - диаметр ролика цепи.
Высота зуба h должна быть обязательно меньше диаметра ролика h<D для работы поджимающего устройства и может быть принятой равной высоте зуба звездочек с внешними зубьями по ГОСТ 591-69.
Диаметр вершин:

2. Определяют делительный диаметр звездочки как эвольвентного колеса:

Примечание: значение модуля m определяется по ранее выведенной авторами зависимости (Бережной С.Б., Остапенко О.И., Война А.А., Пунтус А.В. Патент №2110374 на изобретение “Способ изготовления эвольвентных звездочек”).
3. Определяют делительный диаметр выбранного инструмента (долбяка):

Примечание: в дальнейшем все расчеты приведены для долбяков средней изношенности.
4. Определяют коэффициент радиального смещения x, характеризующий расстояние между делительными окружностями инструмента du и нарезаемой звездочки d:

где h
5. Определяют предварительный (фиктивный) диаметр ролика цепи D*, центр которого располагается на делительной окружности звездочки, диаметром d

где db=m·z·cosα - диаметр основной окружности звездочки (α=20°);


 - центральный угол, соответствующий половине толщины зуба на дуге делительной окружности d, после первого этапа нарезания.
- центральный угол, соответствующий половине толщины зуба на дуге делительной окружности d, после первого этапа нарезания.
6. Вычисляют угол дополнительного поворота заготовки ϕ для расположения ролика цепи диаметра D с касанием его боковых поверхностей зубьев и дна впадины звездочки (второй этап нарезания):

Таким образом, авторами выведены зависимости (5) и (7), позволяющие определять значения радиальной и тангенциальной коррекций, являющиеся параметрами при нарезании эвольвентной звездочки с внутренними зубьями.
В качестве примера приведена таблица результатов расчета звездочек по предложенной методике для цепи t=19,05 мм, D=11,91 мм, λ=1,599, k=1,03, нарезанных стандартным долбяком, m=6 мм, zu=17 средней изношенности с α=20°, h

Предлагаемый способ изготовления эвольвентных звездочек предлагается внедрить на предприятиях, применяющих цепные передачи, расширяя их возможности за счет использования широко распространенного оборудования, режущего и мерительного инструмента, применяемого в производстве эвольвентных зубчатых колес с внутренними зубьями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭВОЛЬВЕНТНЫХ ЗВЕЗДОЧЕК | 1997 |
|
RU2110374C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭВОЛЬВЕНТНЫХ ЗВЕЗДОЧЕК ДЛЯ ЗУБЧАТЫХ ЦЕПЕЙ | 2006 |
|
RU2314900C1 |
| ПРЯМОЗУБАЯ ЦИЛИНДРИЧЕСКАЯ ПЕРЕДАЧА | 1996 |
|
RU2137959C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ НЕЭВОЛЬВЕНТНОЙ ШЕСТЕРНИ ЦИЛИНДРОКОНИЧЕСКОЙ ПЕРЕДАЧИ ВНУТРЕННЕГО ЗАЦЕПЛЕНИЯ | 2008 |
|
RU2364480C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2165339C2 |
| ЦИЛИНДРИЧЕСКАЯ ЗУБЧАТАЯ ПЕРЕДАЧА | 2001 |
|
RU2199046C2 |
| ЗВЕЗДОЧКА ДЛЯ РОЛИКОВЫХ ЦЕПНЫХ ПЕРЕДАЧ | 2004 |
|
RU2266449C1 |
| ЗУБОРЕЗНАЯ ГРЕБЕНКА | 1992 |
|
RU2026163C1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |

Изобретение относится к области передач с гибкой связью, изготовлению передач с внутренним зацеплением. Способ включает нарезание зубьев на заготовке в два этапа стандартным режущим инструментом с использованием его радиального смещения. Для использования прямозубых эвольвентных колес с внутренними зубьями в качестве звездочек для цепных передач с втулочно-роликовыми цепями в качестве инструмента долбяк на первом этапе врезают на глубину, равную расчетной высоте зуба звездочки, при этом величину коэффициента радиального смещения выбирают по приведенной формуле. На втором этапе заготовку поворачивают на угол, определяемый по приведенной формуле, и процесс резания повторяют с удалением металла только с одной стороны зубьев для обеспечения ширины впадины, необходимой для размещения ролика цепи. 1 з.п. ф-лы, 3 ил., 1 табл.

 ,
,
где Di - расчетный диаметр окружности впадин звездочки с учетом износа цепи;
d=m·z - диаметр звездочки, как эвольвентного колеса;
h
m - модуль долбяка,
а на втором этапе заготовку поворачивают на угол ϕ и процесс резания повторяют с удалением металла только с одной стороны зубьев для обеспечения ширины впадины, необходимой для размещения ролика цепи, при этом значение ϕ определяют по формуле
 ,
,
где D - диаметр ролика цепи;
D* - расчетный условный диаметр ролика;
db=m·z·cosα - диаметр основной окружности звездочки;
α=20°.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭВОЛЬВЕНТНЫХ ЗВЕЗДОЧЕК | 1997 |
|
RU2110374C1 |
| Станок для изготовления зубцов цилиндрических зубчатых колес строганием | 1923 |
|
SU9808A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗВЕЗДОЧКИ С ВЫЕМКАМИ ВО ВПАДИНАХ ЗУБЬЕВ | 0 |
|
SU315524A1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТБ1Х КОЛЕС | 0 |
|
SU343796A1 |
| Способ получения хлорпроизводных флуорено-и оксофлуорено-тиофенов | 1983 |
|
SU1177303A1 |

