(54) ПОЛУАВТОМАТ ДЛЯ ВЫРЕЗКИ ПАЗОВ И ГНЕЗД ПОД АРМАТУРУ
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для вырезки гнезд под накладные петли | 1985 |
|
SU1296412A1 |
| Станок для зачистки сварных швов угловых соединений | 1975 |
|
SU523766A1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044627C1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| Станок для обработки столярных изделий | 1977 |
|
SU791527A1 |
| КРУГЛОПИЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2078683C1 |
| Устройство для изготовления трапецеидальных дистанционных реек индукционных аппаратов | 1990 |
|
SU1742874A2 |
| Установка для нанесения покрытий на длинномерное трубчатое полотно | 1991 |
|
SU1836167A3 |
| СДВОЕННЫЙ МОДУЛЬ ВРАЩЕНИЯ И РАБОЧЕЙ ПОДАЧИ ЗАГОТОВОК ДЛЯ ИХ ОДНОВРЕМЕННОЙ ОБРАБОТКИ С ОБОИХ СВОБОДНЫХ КОНЦОВ | 2007 |
|
RU2348521C2 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
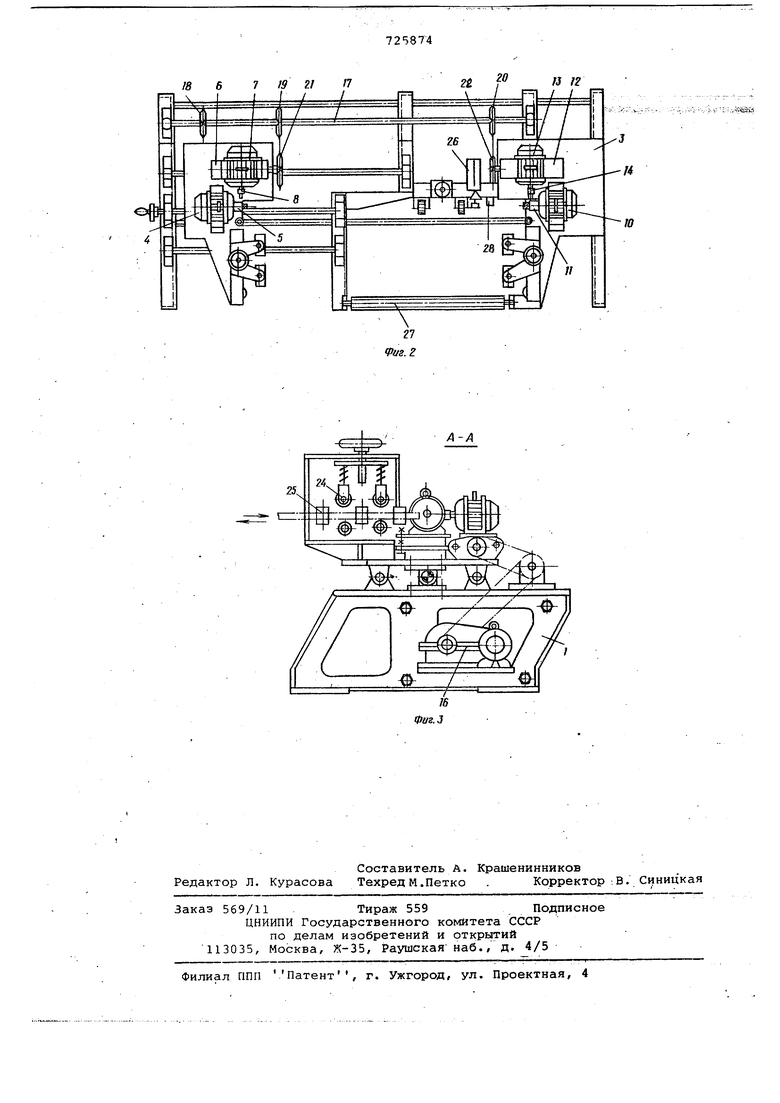
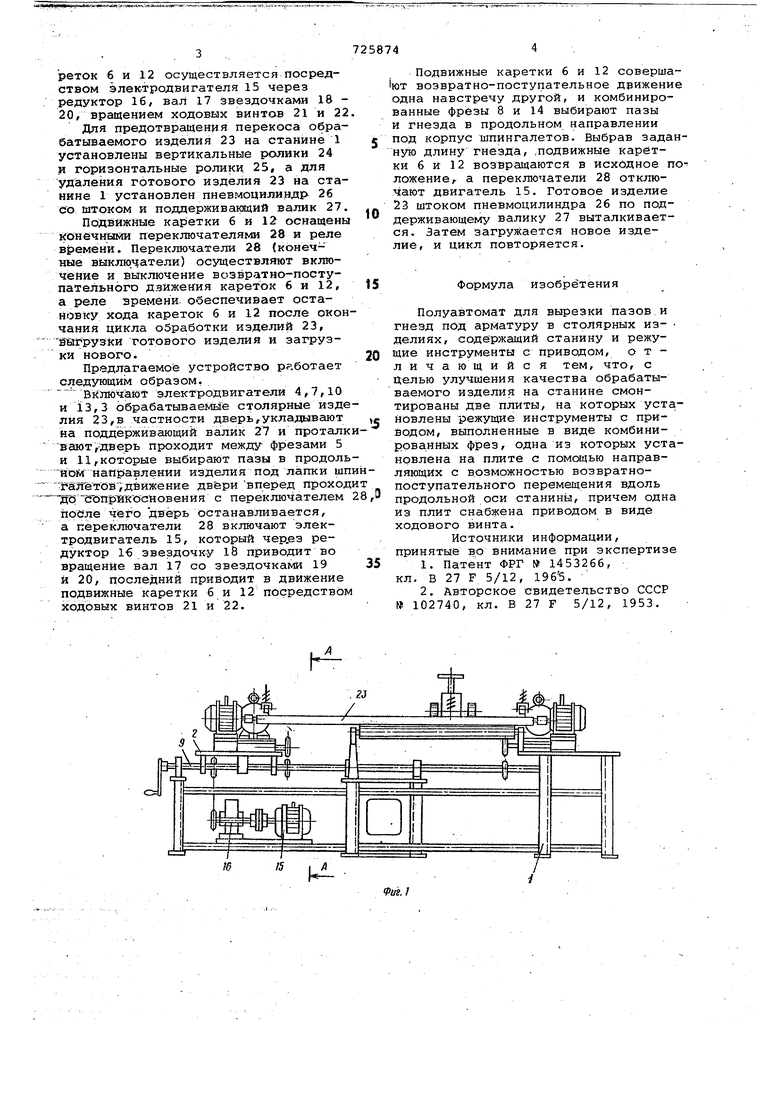
Изобретение относится к деревообрабатывающей промышленности, в частности к станкам для вырезки пазов и гнезд под арматуру, а имен но под дверные шпингалеты. Известно устройство для обработ ки пазов под шейки и цапфы, содержащее станину, каретки, режущий инструмент 1. Недостатком известного устройст ва является невозможность обработки шлицевых пазов под арматуру.V Известен также станок для вырез ки гнезд под петли в столярных изделиях, содержащий станину, две ка ретки, режущие инструменты 2. Недостатком станка является низ кая производительность и качество выборки пазов. Целью изобретения является улуч шение качества обрабатываемого изделия. Цель достигается тем, что на ст нине смонтированы режущие инструменты с приводом, выполненные в ви де комбинированных фрез, одна из которых установлена на плите с помощью направляющих .с возможностью возвратно-поступательного переме.щения вдоль продольной оси станины причем однаИЗ плит снабжена приводом в виде ходового винта. На фиг. 1 изображено предлагаемое устройство на фиг. 2 то же, . вид сверху; на фиг. 3 - разрез А-А фиг. 1. Предлагаемое устройство содержит С1 анину 1, на противоположных концах которой смонтированы плиты 2 и 3. На плите 2 установлен двигатель 4 с фрезой 5 и смонтирована-подвижная каретка 6 с закрепленным на ней электродвигателем 7 с комбинированной фрезой 8. Фреза 5 выбирает паз под лапкУ шпингалета, а комбинированная фраза 8 вые5ирает паз и гнездо под корпус шпингалета. Плита 2 выполнена с возможностью перемещения вдоль станины 1 посредством ходового винта 9 для обеспечения возможности обработки изделий разной длины. На плите 3 установлен электродвигатель 10 с фрезой 11, выбирающий паз под лапку шпингалета, и смонтирована подвижная каретка 12, на которой закреплен электродвигатель 13 с комбинированной фрезой 14, выполняющей выборку паза и гнезда под корпус шпингалета. Перемещение кареток 6 и 12 осуществляется посредством электродвигателя 15 через редуктор 16, вал 17 звездочками 18 20, вращением ходовых винтов 21 и 22 Для предотвращения перекоса обрабатываемого изделия 23 на станине 1 установлены вертикальные ролики 24 и горизонтальные ролики. 25, а для удаления готового изделия 23 на станине 1 установлен пневмоцилиндр 26 Со штоком и поддерживанадий валик 27. Подвижные каретки б и 12 оснащены Шнечныни переключателями 28 и реле времени. Переключатели 28 (конечные выключатели) осуществляют включение и выключение возвратно-поступательного движения кареток 6 и 12, а реле времени, обеспечивает остановку хода кареток б и 12 после окон чания цикла обработки изделий 23, ййгрузки готового изделия и загрузки нового. предлагаемое устройство работает следующим образом, ВКЛЮчанзт электродвигатели 4,7,10 и 13,3 обрабатываемые столярные изде лия 23,в частности дверь,укладывают на поддерживающий валик 27 и проталк вают, дверь проходит между фрезами 5 и 11,которые выбирают пазы в продоль HOlif йаПЕ авленйи изделия под лапки шп -Шйетов движение двери вперед проход --Д6 аъпрйгбсновения с переключателем преле чёг-о дверь останавливается, а переключатели 28 включают электродвигатель 15, который чер.ез редуктор 1€ звездочку 18 приводит во вращение вал 17 со звездочками 19 и 20, последний приводит в движение подвижные каретки б и 12 посредство ходовых винтов 21 и 22. Подвижные каретки 6 и 12 совершают возвратно-поступательное движение одна навстречу другой, и комбинированные фрезы 8 и 14 выбирают пазы и гнезда в продольном направлении под корпус шпингалетов. Выбрав заданную длину гнезда, .подвижные каретки 6 и 12 возвращаются в исходное положение, а переключатели 28 отключают двигатель 15. Готовое изделие 23 штоком пневмоцилиндра 26 по поддерживающему валику 27 выталкивается. Затем загружается новое изделие, и цикл повторяется. Формула изобретения Полуавтомат для вырезки пазов и гнезд под арматуру в столярных из- делиях, содержащий станину и режущие инструменты с приводом, отличающийся тем, что, с Целью улучшения качества обрабатываемого изделия на станине смонтированы две плиты, на которых установлены режущие инструменты с приводом, выполненные в виде комбинированных фрез, одна из которых установлена на плите с помощью направляющих с возможностью возвратнопоступательного перемещения вдоль продольной оси станины, причем одна из плит снабжена приводом в виде ходового винта. Источники информации, принятые во внимание при экспертизе 1.Патент ФРГ № 1453266, кл. В 27 F 5/12, . 2.Авторское свидетельство СССР № 102740, кл. В 27 F 5/12, 1953. /867 19 2/
А-А 17
