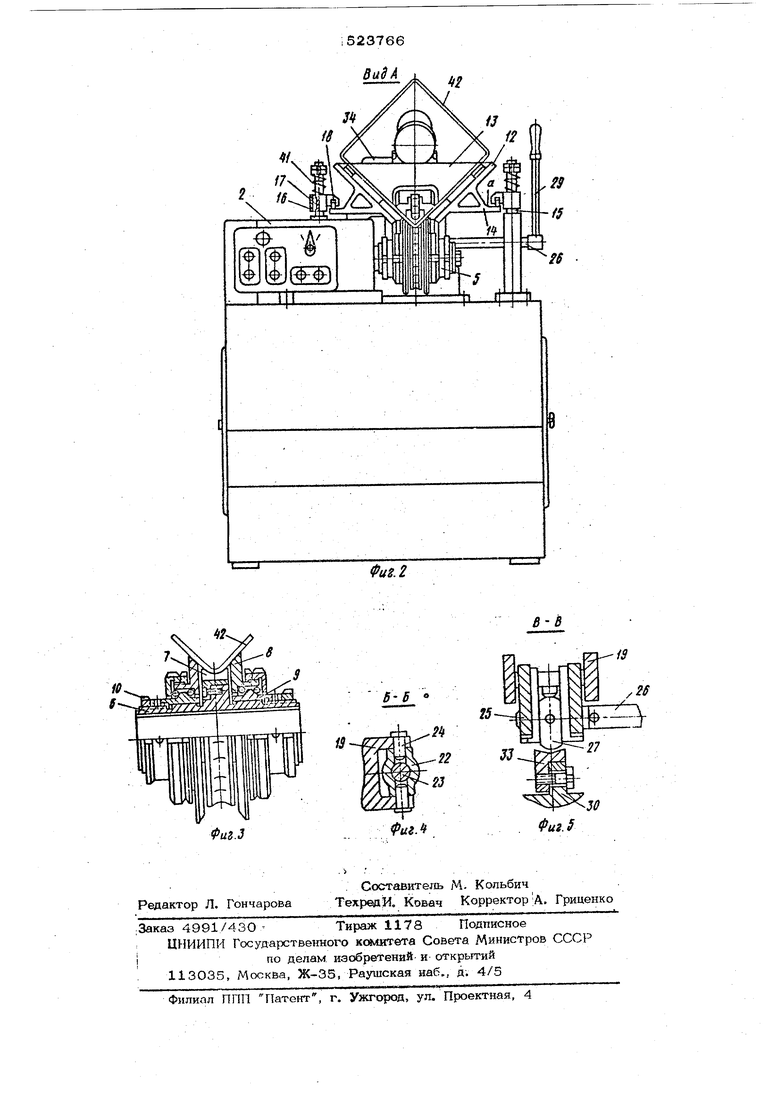
(54) СТАНОК ДЛЯ ЗАЧИСТКИ СВАРНЫХ ШВОВ УГЛОВЫХ СОЕДИНЕНИЙ , упорных двухрядньгх подшипниках качеиия два конических диска о, обращен11ых один k другому малыми основаниям., а.коническ е rtoBepxHocTH их расположены взаимно перпеИ йякулярно и образуют в fecтe с профилем ди6-|5 ioвoй фрезы 7 теоритический профиль , щаекюго угла издешш. Внутренние кольца i подшипников качения выполнены в виде peabj-1 Еовых втулок 9 с пилшшрическими посадом-; , цъши поверхностями, сопрягающимися.с-СоЫ-iO ветствуюшими поверхностями втулки 6. Втуп-. кк 9 фиксируются от самоотвинчивания в процессе работы гайками 10, : Над копировальньпхг. устройством. 5 pacnol-i Пожен угловой ложем.ент 11, грани которого ;|5 образованы, плоскостями двух взаимно перпендикулярных опорных плит 12, отстоящих одна от другой в вершине угла на некоторо расстояние и жестко связанны.х между собой| ho одному из торцов угловой стенкой 13. }1а внешних боковы.х поверхностях опорных плит выполнены, консольные приливы. 1 симметрично расположепны.е относитешзио | плоскости симм.етрии угла ложемента, Прилйвы имеют опорные плоатадкн tt. На стойках j |15, одна из которых жестко закреплена на i корпусе фрезерной головки 2, а другая не- ; посредственно на станине 1, установлены с, I возможностью перемещений кронштейны 16, |фиксируемые от поворота шпойками17. Крон-)зО штейны снабжены, роликами 18, взаимодейсТвующим.и с опорным.и площадкам.и а|, ложем.4н-, та 11. При этом оси вращения роликов -pac-iположены в плоскости, проходящей через осЬ i шпшщеля 4 перпендикулярно к станине 1. На в УГЛОВОЙ стенке 13 ложем.ента 11 -жестко за реплена тяга 19, свободный конец которой; , Ьоединен со стойкой 20, установленной на j : аретке 21, посредством шарнира 22 с двумя 00 . «л 1взаимно перпендикулярными осями 23 и 24, 1л п , Причем ось 23 расположена в плоскости сим-f Метрии фасонного профиля дисковой фрезы 7i. I На тяге 19 шариирно закреплен прижим j 25, расположенный под тягой снизу и входя;-45 ишй в зону зажим.а через прорезь в тяге 19 ;
ii окно в угловой стенке 13. Зажим.ающая часть прижима вьшолнена в виде двух взаим.йо перт1ен.цикуляршгх поверхностей с резине-- I Ььгкп подкладками, симметрично расположен g0 Ных oTHocKTent-.Ho паза,. разделяющего ихвдогш угла. Паз продолжен до середины прижима и; Ь его конпе смонтирован на оси 26 эксцен- j грик 27, наружный профиль которого выролн (len по сфере. В тяге 19 ложемента 11 над gg Эксцентриком установлена плоская опора 28. На продолжении оси 2 6 закреплена под прян мым. углом к ней рукоятка 29. Каретка 21 тстановлепа с возможностью | Ьгрюничешгыхко1 цевым.и БЫК1Ж)чателями воз|бО 20
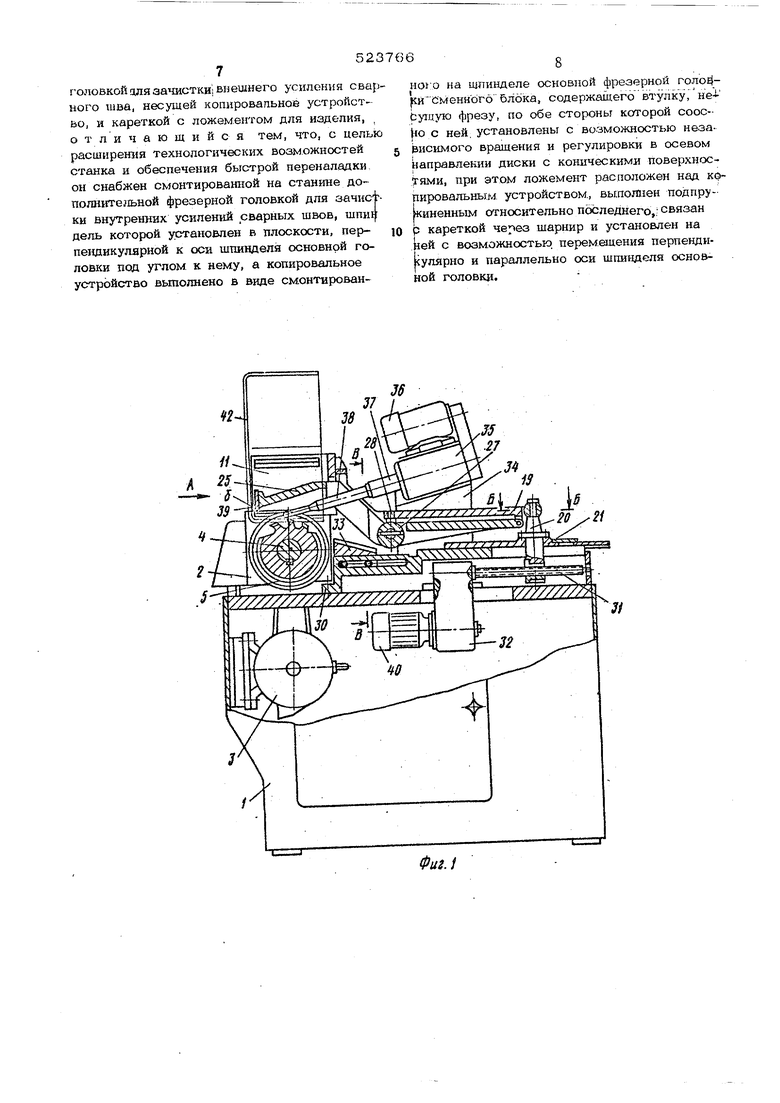
ки обработанного изделия. Для этого фреjfepaTiiO-rtocTynaTeniiUbrx перемещений по natfp зляющим 30 станины от ходового винта 31,j ))еверс которого осуществляется посредством Электромагнитной муфты (не показана), устё,новленной в коробке подач.32.;I На продолжении направляющих между копи вальным устройством 5 и кареткой 21 ус ановлен с возможностью регулирования nond |сения в направлении подачи кулачок 33 со призматического профиля, обращенный в сторону экспентрика 27, при этом плос- кость симметри призматического профилякулачка совмещена с плоскостью симметри профиля фрезьь На кронштейне 34, жестко закрепленной на станине, установлена фрезерная головка 35 с приводом, через ременную передачу ог электродвигателя 36, закрепленного на Heli. В шпинделе 37 головки закреплена концевая фреза 38. Ось фрезы, а соответственно и ось вращения шпинделя 37, расположоны в плоскости симметрии профиля диско- I вой фрезы 7 копировального устройства 5 ; и установлены под углом, к направлению ; подачи изделия, исключающим касание ин- j струмента внутренних граней обрабатываемого угла вне зоны, резания. Фасонны.й режущий профиль концевой фрезы. 38 отстс|ит от профиля дисковой фрезы. 7 в плосIKOCTH, проходшяей через ось вращения шпинделя 4 перпендикулярно подаче, на величи|ну, равную толщине стенки обрабатываем.ОЬ .го угла изделия,; Подготовка станка к работе включает | установку и закрепление на шпинделе 4 предварительно настроенного вне станка пЬ шаблону копировального устройства 5 с | дисковой фрезой 7 При этом ложем.ент 11 поднимается. В шпиндель 37 устанавливает. -,г, ся и закрепляется концевая фреза 38 с i необходик ым профилем режущей части, после чего производится настройка на взаимное расположение профилей обрабатываю- ) инструментов таким, образом, чтобы зазор м.ежду ними был равен, толщине стей-. зерная головка 35 поворачивается в заданвое положение в вертикальной плоскости, I после чего жестко закрепляется на крон- i штейне 34 (механизмы поворота и поджима не показаны). Затем, вращением ходо-; вого винта 31 каретка 21 с шарнирно закрепленньпч4. на ней ложем.ентом 11 отводится от копировального устройства 5 до. тех пор, пока опорный торец упора 39 не совпадет в вертикальной плоскости с крайней в направлении подачи точкой, ,. щей на одном из режущих зубьев конце вой фрезы 38. При этом положешш ложемен1а 11 кулачок, расположенный на каретке (не показан), устанавливают так, |чтобы концевой переключатель, подающий команду на включение электромагнитной муфты Б коробке подач 32, осуществляк щей реверс ходовся о винта 31, бьш включен. После этого каретку 21 перемещ ,ют от ходового винта 31 к копировально1му устройству 5 до положения, при котором : расстояние между опорным торцом упора :39 и крайней в направлении подачи , пежан1ей на одном из режущих зубьев I фрезы 3 8, было разно увеличенной на 5-10 мм ; высоте стенки обрабатываемого изделия. | При этом положении каретки 21 плоский ку|.пачок 33 перемещается в направпении Трика 27 и, ваздействун fa него скосом призматического профиля, приподн11М.ает эксце$ггрик, а соответственно и ложемент 11 до 1 irex пор, пока угол предварительно установ-i пенного в ложемент изделия не отойдет от конических образующих дисков 8 копировального устройства 5 на 1,5-2 мм. В таком, положениикулачок 33 фиксируется болтами, а кулачок, рассположенньш на каретке 21 (непоказан) и подающий команду на вьключение электродвигателя 40 коробки подач 32, устанавливают так, чтобы концевой выключатель, осущестЬляющий эту команду ( не показан), был | включен. После этого гайками, изменяя выitроту пружин 41, регулируют усилие поджим.а 1угла изделия к дискам 8 копировального устройства, зависящее QT отжимающего усилия | резания, жесткости изделия и его веса, | Работает станок следующим образом. . Подлежащее зачистке изделие 42 одним i углом, устанавливают н а ложемент 11, вводя В угловую щель, образованную поверхностя-. ми ложемента и зажимающей частью прижи- 4 ма 25, до касаниядном.опорного , торца 5 упора 39. Рукояткой 29 поворачивают экс|центрик 27, который, воздействуя на плос-; «ую. опору 28, перемещает ложемент вверх,: ц тем, сам,ым, производит через резиновые ;прокладки, установленные на прижш -т,е, за,жим граней угла и,зделия на опорных плитах 12 ложемента 11.; Включают электродвигатели 3 и 36, сообщающие вращательное движение фрезам 7 и 38, после этого включают электродвига.тель 40 коробки подач 32. Каретка 21, дви.гаясь при помощи ходового винта 31 по на:правлпющим 30 в направлении от копировального устройства 5, перемещает ложемент 11.5 В начальный момент подачи эксцентрик 27 сферической Г10.1зерхнсстью скользит по скосу призматического профиля плсюкога кулачка 33, тем самым о)иентнруя грани защи1щаемого углс п,:)делия 42 от 1о :ительно кони-5 j ; 3 1чёских обг ааующих дисков 8 конировальног I устройства, I В момент касания гранями конических образующих, т.е. в начале захода защишае-, мого угла изделия в зазор между инструмейтами, эксцентрик 27 отходит от кулачка 33, и изделие катится по коническим дискам Kcf|пировального устройства, а фрезы снимают |усиление сварного шва одновременно с двуз icTopoH. В процессе подачи защищаемое из-. делие 42 поджимается к дискам когГировал 1НОГО устройства посредством предваритель- : но сжатых пружин 41, воздействующих че:рез .кронщтейнь.г 16..с,.ропиками. 18-на С(ПО{ |ные площадки а консольных приливов 14 ложемента 11, в -котором жестко закреплен защищаемый угол изделия 42. В конце рабо|Чей подачи, когда дно изделия приблизится | к торцу концевой фрезы 38, кудачок, закрепленный на каретке 21, нажимает на концевой переключатель, который подает команду на выключение электромагнитной муфты коробки подач 32. Муфта выключается и прои(|:ходит реверс ходового винта 31; каретка 2 it, соответственно и ложемент 11с закреп:аленным-изделием, 42, угол которого зачи- щен, возвращается ускоренно в исходное по/южение. В конце хода эксцентрик 27 набе-i гает на скос плоского кулачка 33 и, преоЦ долевая сопротивление пружин 41, припод- j нимает ложемент 11 над (копировальным уст1:ройством.. При этом грани угла изделия, заКрепленного в ложементе, отходят от коничес|ких образующих дисков 8 копировального ус1гройства 5. В этот момент кулачок, установ;ленный на каретке 21, нажимает на концевой выключатель, электродвигатель 40 коробки подач 32 отключается и движение ка4 .ретки с ложементом прекращается. Повора- 1 чивают рукоятку 29, эксцентрик 27 произ- .водит режим изделия. При этом прижим. 25 Достается неподвижным, (эксцентрик 27, жесГ;ко связанный с прижимом, посредством оси .. 26, лежит на призматическом скосе плоско- го кулачка 33), а ложемент 11 по.ц дейст-j :Вием пружин 41 и собственного веса опускается до упора плоской опорой 28 в эксцентрик 27, и м,ежду поверхностями лоЖе- лгента и зажим,ающей частью прижима об- |; разуется угловая щель. Изделие &ы,имaeтc i и устанавливается следующим, углом, требу- зачистки, после чего цикл повторяетФормула изобретения Станок для зачистки сварных швов угло-г вых соединений профилированнымлцструмеитом с установленными на станине фрезерной головкой здя аачистки внешнего усиления сварного шва, несущей копировальное устройство, и кареткой с ложементом для изделия, отличающийся тем, что, с целью расширения технологических возможностей станка и обеспечения быстрой переналадки он снабжен смонтированной на станине дополнитеньной фрезерной головкой для зачистки внутренних усилений сварных швов, шпин цель которой установлен в плоскости, перпендикуларной к оси шпиндел Я основной головки под углом к нему, а копировальное устройство вьтолнено в виде смонтирован5236 иого на щлинделе основной фрезерной голо4РИ Сменного блока, содержащего втулку, не byjrjyro фрезу, по обе стороны ксугорой соосtfo с ней, установлены с возможностью незаВисимого вращения и регулировки в осевом направлении диски с коническими поверхнос ями, при этом ложемент расположен над копировальным устройством., вьгаолнен подпру-|киненным относительно последнего,: связан р кареткой чепез шарнир и установлен на Ней с возможностью перем.ешения перпенди|сулярно и параллельно оси основной головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для зачистки сварных швов угловых соединений | 1979 |
|
SU889299A1 |
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |
| СТАНОК ДЛЯ ЗАЧИСТКИ ПРОДОЛЬНЫХ СВАРНЫХ швов | 1968 |
|
SU217889A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| Автоматическая линия для изготовления длинномерных балок | 1988 |
|
SU1611671A1 |
| ФРЕЗЕРНЫЙ СТАНОК И ГОЛОВКА ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА К СТАНКУ | 1995 |
|
RU2093352C1 |
| Автоматический конвейерный станок для производства лыж | 1949 |
|
SU84051A1 |
| Устройство для обработки цилиндрических внутренних поверхностей | 1987 |
|
SU1463405A1 |
| Устройство к токарно-винторезному станку для обработки винтов с переменным шагом | 1976 |
|
SU663488A1 |
IS
