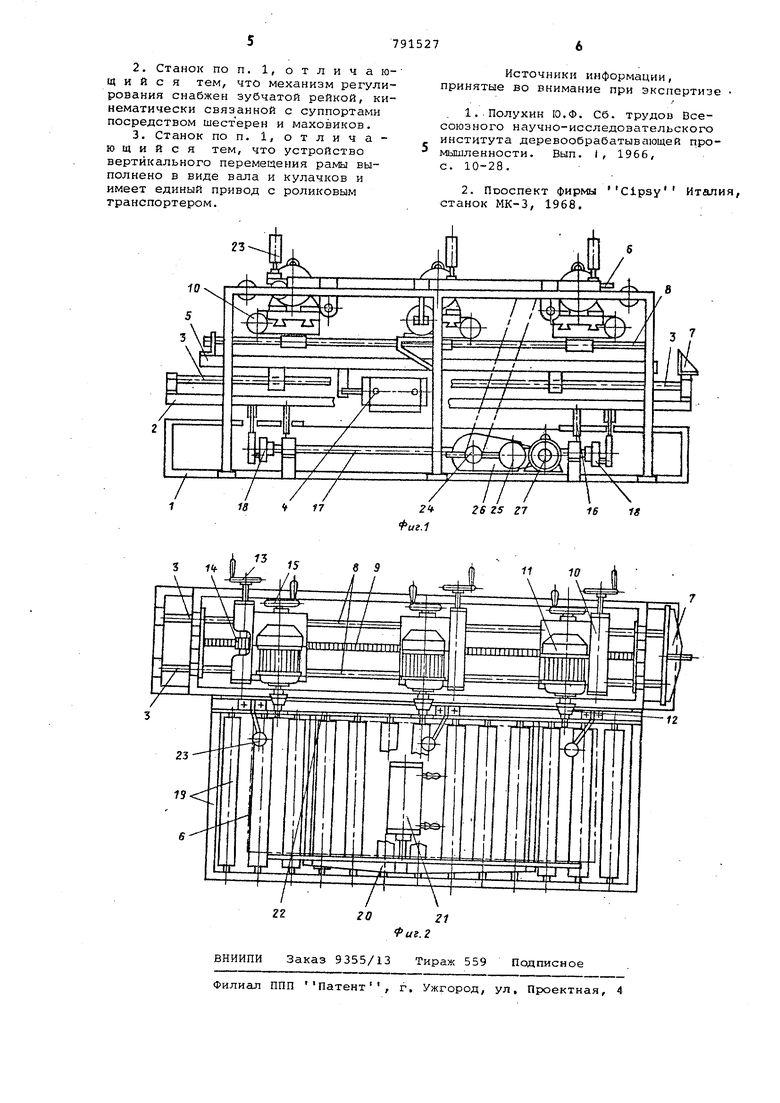
(54) СТАНОК ДЛЯ ОБРАБОТКИ СТОЛЯРНЫХ ИЗДЕЛИЙ Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для обработки гнезд под петли в столярных изделиях Известен станок для обработки столярных изделий, включающий мexaниз ttiI резания, индивидуальные приводы, нап равляющие, механизмы подачи, пневмоПРИЖИМЫ til Недостатком .известного станка являются узкие технологические возмо/;;ности, т.е. возможность обработки только узких пазов .под вколотые петли. Известен также станок для обработ ки столярных изделий, включающий ста нину с двумя продольными направляющи ми, расположенными одна над другой, и устройством для установки изделия, раму и стол с вертикальным приводом, суппорты с режущими инструментами и механизмы прижима изделия 2j. Недостатком такого станка является невозможность обработки двух гнезд без переустановки изделия. Цель изобретения - расширение тех нологических возможностей cTatfka. Указанная цель достигается тем, что продольные направляющие установлены попарно вертикальными рядами соответственно на раме и столе, причем суппорты горизонтально установлены на.столе с возможностью регулирования их взаимного положения посредством механизма регулирования, а устройство для установки изделия выполнено в виде роликового транспортера с кулачковой муфтой и приводом, при этом на станине смонтировано устройство вертикального перемещения рамы, механизм регулирования снабжен зубчатой рейкой, кинематически связанной с суппортами посредством шестерен и маховиков, устройство вертикального перемещения рамы выполнено в виде вала и кулачков и имеет общий привод с роликовым транспортером. На фиг. 1 изображен станок, общий вид; на фиг. 2 - то же, вид сверху. Станок состоит из станины 1, над которой установлена рама 2 с продольными направляющими 3, по ним посредством пневмоцилиндра 4 перемещается ;стол 5 в момент обработки изделия 6 до регулируемого упора 7. Стол 5 имеет продольные направляющие 8 и зубчатую рейку 9, которые обеспечивают точную установку суппортов 10 с электродвигателями 11 с режущими инструментами 12 при настройке рабочих механизмов по длине изделия 6. НастроПка осуществляется посредством вращения маховика 13 и шестерни 14, Суппорты 10 имеют регулируемую подачу электродвигателей 11 с режущими инструментами 12 к обрабатываемому изделию посредством-вращения винта 15.
На станине 1 закреплены вертикальные направляющие 16, разнесенные на ее противоположные концы, по которым посредством вращения вала 17 и кулач ков 18 поднимается и опускается рама 2 со столом 5 в момент фрезерования гнезда. На станине 1 смонтирован приводной роликовый транспортер 19, по которому поступает изделие (дверное полотно) б на обработку. Транспортер
19оборудован прижимным устройством
20с пневмоцилиндром 21, подающим изделие 6 к режущим. ИЕ- струментам 1
до упорной линейки 22. Для предот-вращения вибрации изделия б в момент фрезерования гнезд напротив каждого . из суппортов 10 установлены пневматические прижиглы 23. Транспортер 19 и вал 17 с кулачками 13 приводятся во вращение от основного приводного механизма 24 через кулачковую муфту 25, от редуктора 26 и приводного электродвигателя 27. Станок оснаш,ен конечными переключателями (не показаны) , которые обеспечивают включение и выключение рабочих механизмов по заданному технологическому циклу.
Станок работает следующим образом,
Перед пуском станка в работу необходимо произвести настройку рабочих механизмов на тот тип дверных полотен, который будет поступать на обDa6oTKv.
Обрабатываемые дверные полотна имеют длину от 400 мм до 2300 MT/i, ширину от 300 мм до 1100 мм и толщину 24 мм; 30 мм; 40 мм.
В зависимости от типа петли, соответствующей размерам дверного полотна, необходима также и настройка по длине, по ширине и глубине гнезда под размеры карты петли.
Настройку рабочих механизмов HajoT по длине изделия 6, т.е. суппор ты 10 по направляющим 8 посредством вращения маховика 13 и шестерни 14 передвигают по зубчатой рейке 9 в исходное положение, затем посредством вращения винта 15 электродвигатели 1 с реж одими инструментами 12 ,закрепленые на суппортах 10, подводят к упорной линейке 22 и устанавливают на нужную глубину гнезда под тип карты петли.
Включают электродвигатели ц с реж щими инструментами 12, одновременно включают и привод роликового транспортера 19 с приводным электродвигателем 27. Конечный I выключатель впускает на транспортер 19 изделие б,
поступающее на обработку, который,дойдя до флажка другого конечного переключателя, приводит в действие прижимное устройство 20 с пневмоцилиндром 21 и подает изделие б до упорной линейки 22, т.е. к вращающимся режущим инструментам 12. На упорной линейке 22 установлен конечный переключатель, который включает пневматические прижимы 23 и включает кулачковую муфту основного приводного механизма, вал 17 с кулачками 18. Стол 5 с рамой 2 начинает подниматься вверх - так производится обработка гнезда по вертикали на заданную высоту, т.е. снизу вверх, затем от конечного переключателя включается пневмоцилиндр 4, который передвигает стол 5 по продольным направляющим 3 до упора 7, в это время происходит фрезерование гнезда в верхнем положении по .горизонтсши, срабатывает конечный переключатель, и кулачки 18 опускают стол 5 с рамой 2 в исходное положение - так происходит фрезерование гнезда по вертикали уже сверху вниз.
Далее пневмоцилиндр 4 возвращает стол 5 в исходное положение, фрезеруя гнездо до горизонтали в нижней плоскости. Фрезерование гнезд обеспечивает выполнение закруглений по карт петли. Цикл обработки изделия 6 гнездами закончен. Конечным переключателем поднимают пневматические прижимы 23 в исходное положение, освобождая изделие б от воздействия на него прижимного устройства 20, и включают прийод транспортёра 19. Изделие б выходит из станка на приемный транспортер для прохождения дальнейшей обработки по технологическому процессу. Затем цикл повторяется.
Формула изобретения
1. Станок для обработки столярных изделий, включающий станину с двумя продольными направляющими, расположеными одна над другой, и устройство для установки изделия, раму и стол с их вертикальным приводом, суппорты с режущими инструментами и механизмы прижима изделия, отличающийся тем, что, с целью расши.рения технологических возможностей, продольные направляющие установлены попарно вертикальными рядами соответственно на раме и столе, причем суппорты горизонтально установлены на столе с возможностью регулирования их взаимного, положения посредством механизма регулирования, а устройство для установки изделия выполнено в виде роликового транспортера с кулачковой муфтой и приводом, при этом на станине смонтировано устройство вертикального перемещения рамы.

| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный деревообрабатывающий станок | 1981 |
|
SU961947A1 |
| Многооперационный станок для обработкидВЕРНыХ пОлОТЕН | 1980 |
|
SU852546A1 |
| Полуавтомат для вырезки пазов и гнезд под арматуру | 1976 |
|
SU725874A1 |
| САМОБЛОКИРУЮЩИЙСЯ ДЕРЕВЯННЫЙ ПРОФИЛЬ И ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ЕГО ПОЛУЧЕНИЯ | 1994 |
|
RU2044626C1 |
| Устройство для подачи заготовок из бункера к режущему инструменту, например, к фрезам станка для выборки в заготовке гнезд | 1956 |
|
SU107838A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2000 |
|
RU2171742C1 |
| СТАНОК ДЕРЕВООБРАБАТЫВАЮЩИЙ УНИВЕРСАЛЬНЫЙ | 1997 |
|
RU2115540C1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1997 |
|
RU2130827C1 |
| Многооперационный станок для обработки дверных полотен | 1984 |
|
SU1184674A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТРОГАЛЬНЫЙ ЧЕТЫРЕХСТОРОННИЙ СТАНОК | 2001 |
|
RU2201336C2 |
