1
Изобретение относится к производству стали в дуговых электропечах, использующих, графитированные свечи, свинчиваемые из отдельных электродов.
Известно устройство для свинчивания электродов, содержащее механизмы зажима электродов, механизм вращения одного из электродов, подвеску электрода и опорные стойки 1.
Недостатком устройства является то, что при свинчивании электродов постоянно занят мостовой кран и поэтому устройство можно считать вспомогательным приспособлением к мостовому крану. Кроме того, на устройстве невозможно производить развинчивание электродной свечи на отдельные электроды.
По основному авт. св. № 415837 известно устройство для наращивания электродов, содержащее механизмы зажима нижнего ,и верхнего электродов, реверсивный привод вращения верхнего электрода с рычажным уравновещивающим механизмом, механизм подъема и опускания нижнего электрода.
Недостатком устройства является ненадежность, его работы в процессе развинчивания электродной свечи, что происходит
потому, что механизм зажима нижнего электрода установлен стационарнона неподвижной станине и для того, чтобы при развинчивании свечи электроды могли разойтись, необходимо при вращении верхнего электрода поднимать его при помощи цилиндра уравновещивающего устройства, на рычаги которого опирается механизм зажима верхнего электрода. При этом скорость вывинчивания верхнего элeкtpoдa, которая диктуется щагом резьбы ниппеля и числом оборотов электрода, зачастую не совпадает со скоростью подъема верхнего электрода цилиндром уравновещивающего устройства. В связи с этим или происходит поломка резьбы и электрод уходит в брак, или процесс развинчивания необходимо многократно останавливать с помощью ручного управления, подбирать требуемую скорость цилиндра механизма уравновещивания верхнего электрода, что ведет к потере прбизво; дительности устройства.
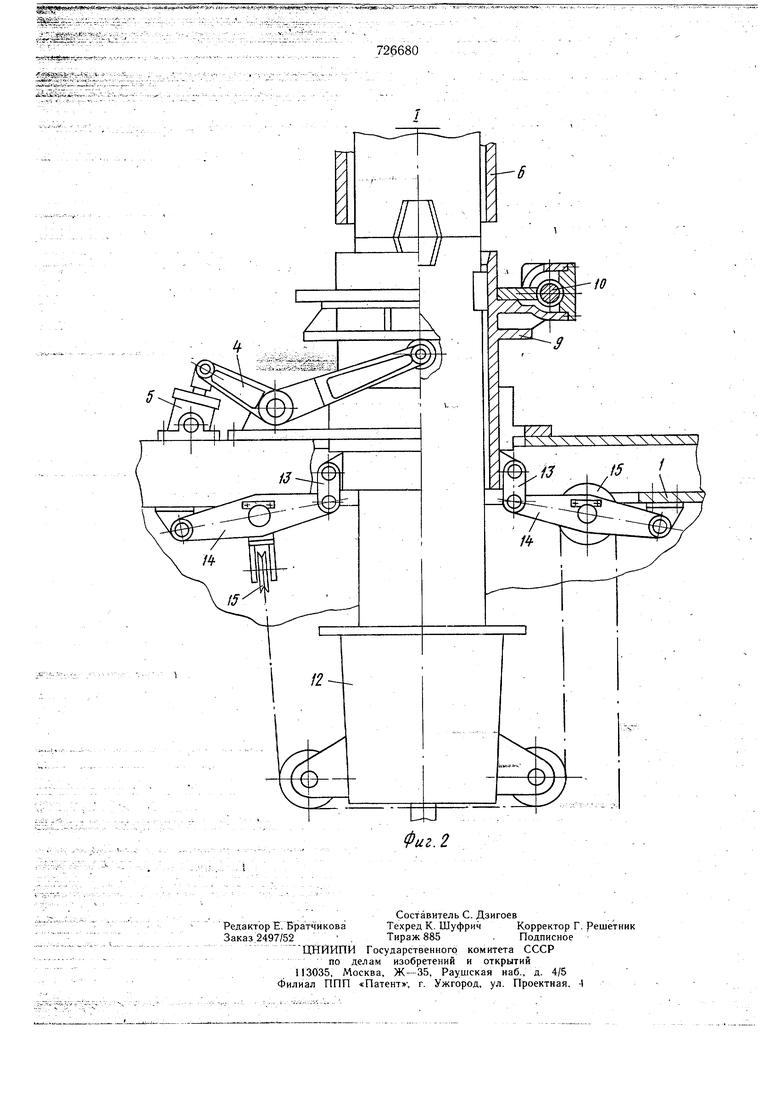
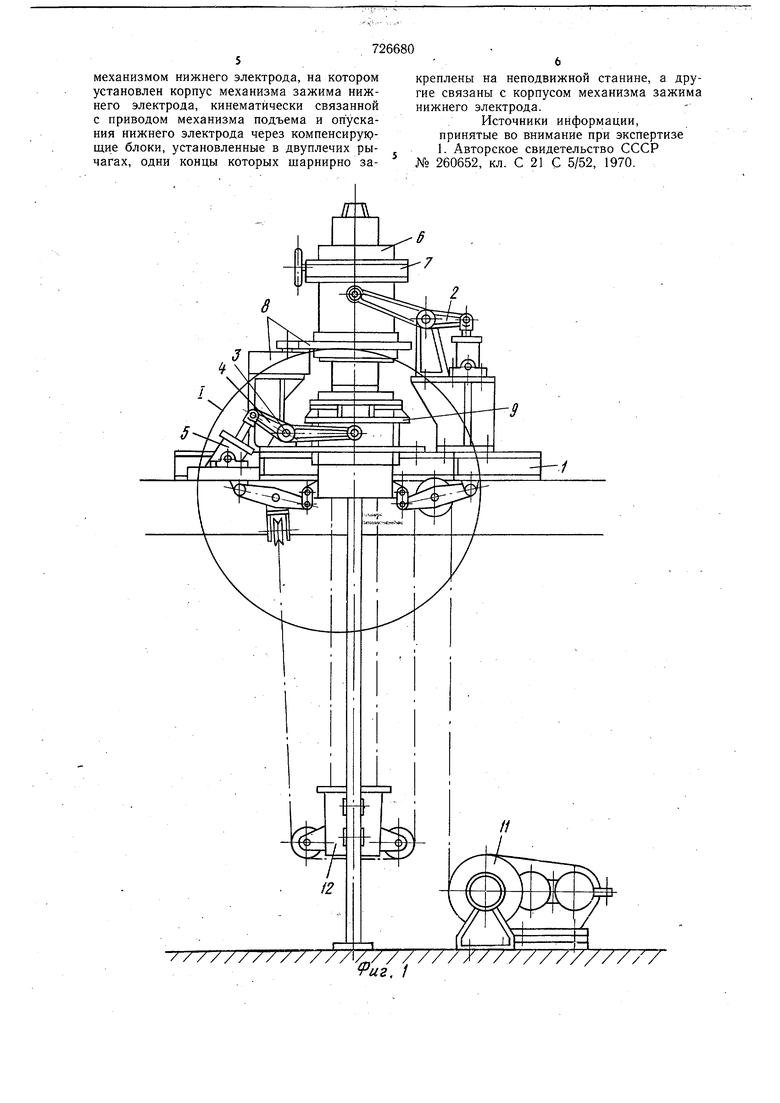
Целью изобретения является повыщение производительности устройства и уменьщение брака от поломок электродов при их развинчивании. Поставленная цель достигается тем, что устройство снабжено дополнительным уравновешивающим механизгйом нижнего электрода, на котором установлен корпус механизма зажима нижнего электрода, кинематически связанный с приводом механизма подъема и опускания электрода через компенсирующие блоки, установленные в двуплечих рычагах, одни концы которых щарнирно закреплены на неподвижной станине, а другие связаны с корпусом механизма зажима нижнего электрода. Благодаря этому в процессе развинчивания верхний электрод только вращается, оставаясь неподвижным в осевом направлении, а наружный опускается под действием осевых сил, возникающих в резьбе при развинчивании. На фиг. 1 изображено устройство для наращивания электродов, общий вид; на фиг. 2 - узел I на фиг. 1.Устройство состоит из следующих основных узлов: неподвижной рамы 1, на которой закреплены уравновешивающее устройство 2 верхнего электрода и уравновещивающее устройство 3 нижнего электрода, включающее двуплечий рычаг 4 и гидроцилиндр 5. На уравновешивающем устройстве 2 верхнего электрода установлен верхний корпус 6, в котором смонтированы механизмы ажима 7 и вращения 8 верхнего электрода. На уравновещивающем устройстве 3 нижнего электрода установлен нижний корпус 9, в котором смонтирован механизм зажима 10 нижнего электрода, Нижний корпус 9 кинематически связан с приводом подъема и опускания 11 каретки 12 через серьги 13, рычаги 14, блоки 15. Работа устройства в режиме свинчивания электродов осуществляется следующим образом. Нижний электрод в каретке 12 при помощи привода подъема и опускания 11 устанавливается таким образом, чтобы его верхний образец выступал над нижним корпусом 9. После этого механизмом зажима 10 , нижний электрод зая имается. Далее мостовым краном перемещают верхний электрод и вставляют его в механизм зажима 7, опуская до соприкосновения с ниппелем электррда. Jocje дтрго включаются механизмы зажима 7 и вращения 8 верхнего электрода - начинается процесс свинчивания. Возникающее в резьбе осевое усилие передается через электрод на уравновещивающее устройство 2 и под действием этой силы верхний электрод вместе с механизмом зажима 7 по мере свинчивания опускается вниз. П.Р окончании свинчивания привод вращения 8 верхнего электрода отключается. В процессе свинчивания нижний эЛектроД остается неподвижным.. Работа устройства в режиме развинчивания электродов осуществляется в следующем порядке. Подлежащая развинчиванию электродная свеча подается мостовым краном и устанавливается в каретку 12. При помощи привода подъема и опускания 11 место развинчивания устанавливается между механизмом зажима 7 верхнего электрода и нижним корпусом 9 механизма зажима 10 нижнего электрода. Затем включается механизм зажима 7 верхнего электрода, механизм зажима 10 нижнего электрода и механизм вращения 8 верхнего электрода, причем последний включается в сторону развинчивания. Начинается процесс развинчивания электродов. Верхний Электрод неподвижен в осевом направлении и возникающая в резьбе осевая сила заставляет нижний электрод опускаться вместе с нижним корпусом 9 вниз по мере развинчивания. Нижний корпус 9 воздействует на двуплечий рычаг 4 и вытесняет масло из гидроцилиндра 5. Для предотвращения электрода от поломки или отрыва от каретки требуется синхронное перемещение электрода и каретки. В устройстве такая синхронизация достигается за счет того, что перемещение электрода вниз осуществляется не с помощью привода подъема и опускания, а под действием осевых усилий, возникающих в резьбе в процессе развинчивания электродов, и происходит следующим образом. Перемещаясь вниз, нижний корпус 9 через серьги 13 поворачивает рычаги 14 с блоками 15 вокруг шарниров, закрепленных на неподвижной раме 1. 1Дентр каждого из блоков 15 при опускании соверщает ход, равный половине хода нижнего корпуса 9, в результате чего на каждом блоке 15 освобождается длина каната, равная ходу нижнего корпуса 9, так как блоков 15 два, то общая длина освобождаемого каната при опускании блоком 15 будет равна удвоенному ходу нижнего корпуса 9, так как каретка 12 подвешена на канатах с двух сторон. Применение устройства позволяет на каждой тонне выплавленной в электропечах стали экономить до 1-2 кг графитовых электродов. Экономический эффект от эксплуатации устройства для наращивания электродов только в одном, электросталеплавильном цехе завода «Азовсталь по предварительным расчетам, составит около 300 тыс. руб. в год. Формула изобретения Устройство для наращивания электродов по авт. св. № 415837, отличающееся тем, что, с целью увеличения производительности и уменьшения брака от поломки электродов при развинчивании, устройство снабжено дополнительным уравновешивающим
механизмом нижнего электрода, на котором установлен корпус механизма зажима нижнего электрода, кинематически связанной с приводом механизма подъема и опускания нижнего электрода через компенсирук щие блоки, установленные в двуплечих рычагах, одни концы которых шарнирно закреплены на неподвижной станине, а другие связаны с корпусом механизма зажима нижнего электрода.
Источники информации, принятые во внимание прн экспертизе 1. Авторское свидетельство СССР № 260652, кл. С 21 С 5/52, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОСЛЕДОВАТЕЛЬНОСТЬ ВЫПОЛНЕНИЯ СПУСКА-ПОДЪЕМА ТРУБ | 2018 |
|
RU2774268C2 |
| ВЕРХНЕПРИВОДНОЕ БУРИЛЬНОЕ УСТРОЙСТВО АНАТОЛИЯ ЛИТВИНОВА | 1995 |
|
RU2105861C1 |
| БУРОВАЯ УСТАНОВКА С ВЫСОКОЙ СКОРОСТЬЮ СПУСКО-ПОДЪЕМНЫХ ОПЕРАЦИЙ | 2016 |
|
RU2726691C2 |
| Устройство для свинчивания-развинчивания труб | 1983 |
|
SU1145118A1 |
| Устройство для свинчивания электродов | 1987 |
|
SU1522432A2 |
| ВРАЩАТЕЛЬ ТРУБ БУРОВЫХ УСТАНОВОК | 1992 |
|
RU2018623C1 |
| Устройство для наращивания электродов | 1978 |
|
SU750762A1 |
| РОБОТ БУРОВОЙ УНИВЕРСАЛЬНЫЙ | 2016 |
|
RU2608136C1 |
| Устройство для натяжения бурильных свечей | 1973 |
|
SU588340A1 |
| Устройство для свинчивания электродов | 1976 |
|
SU655095A1 |