(54) УСТРОЙСТВО ДЛЯ НАРАЩИВАНИЯ ЭЛЕКТРОДОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СВИНЧИВАНИЯ ЭЛЕКТРОДОВ | 1970 |
|
SU260652A1 |
| Устройство для свинчивания электродов | 1980 |
|
SU907882A1 |
| Устройство для свинчивания электродов | 1976 |
|
SU655095A1 |
| Устройство для вращения электрода | 1982 |
|
SU1040629A1 |
| Устройство для свинчивания электродов | 1987 |
|
SU1522432A2 |
| Устройство для хонингования наружных поверхностей | 1987 |
|
SU1530419A1 |
| Устройство для наращивания электродов | 1977 |
|
SU726680A1 |
| Устройство для намотки ленты на катушку на текстильных машинах | 1966 |
|
SU268949A1 |
| Манипулятор | 1986 |
|
SU1388175A1 |
| Автоматическая револьверная головка | 1984 |
|
SU1175619A1 |
1
Изобретение относится к устройствам для свинчивания электродов электросталеплавильных печей и может быть использовано в злектросталеплавильных цехах металлургических и литейных цехах машиностроительных заводов.
Известно устройство для свинчивания злектродов дуговых электросталеплавильных печей, включающее механизм зажима электродов, механизм вращения нижнего электрода, подвеску электрода и опорные стойки, причем механизм зажима верхнего электрода выполнен в виде приводной профильной колодки, закрепленной в траверсе, концы которой расположены в направляющих пазах опорных стоек, снабженных регулируемым упором конечного выключателя привода вращения траверсы, подвеска верхнего электрода - пружиной а пазы опорных стоек имеют больщую щирину, чем щирина концов траверсы 1.
Это устройство имеет следующие недостатки:
,Q отверстие в верхней траверсе затруднена ориентация электрода, так как размер отверстия в траверсе по эксплуатационным соображениям не может быть значительно больще диаметра электрода, а само отверстие плохо
,5 обозримо крановщиком и подкрановым рабочим.
Целью изобретения является уменьшение брака при свинчивании за счет предотвращения разрушения резьбы ниппеля и электрода во время оконча1шя процесса свинчивания.
Это достигается тем, что механизм зажима верхнего электрода снабжен устройством замыкания и механизме размыкания.
Механизм замыкания выполнен регулируемым на требуемый момент свинчивания, а механизм размыкания снабжен силовым приводом, взаимодействующим с регулируемым на заданный момент свинчивания упором конечного выключателя привода вращения нижнего электрода. Траверса уравновешена по главным осям контргруз отл, закрепленным на ней с возможностью регулировки поло- женил центра тяжести траверсы за счет по ворота и перемещения груза. Механизм вращения нижнего электрода оборудован муфтой с регулируемым на мся«ент свинчивания крутящим моментом. Привод зажима нижнего электрода выполнен самоцентрирующимся, например uaiffOBoro типа, и снабжен самотормозящим устройством, связанным с ним кинематически.
Механизм замыкания зажима верхнего электрода может выполнен рычажно-пружинного типа.
Самаюрмозяшее устройство механизма зажима нижнего электрода снабжено механически размыкателем в виде соединения винт-гайка.
Упор конечного выключателя может быть выполнен в виде регулируемого рычажно-грузового устройства.
Траверса может быть снабжена профильными фигурными направляющими для электрода, выполненными в виде сектора, кониы которьгх направлены по касательным к образующим сектора.
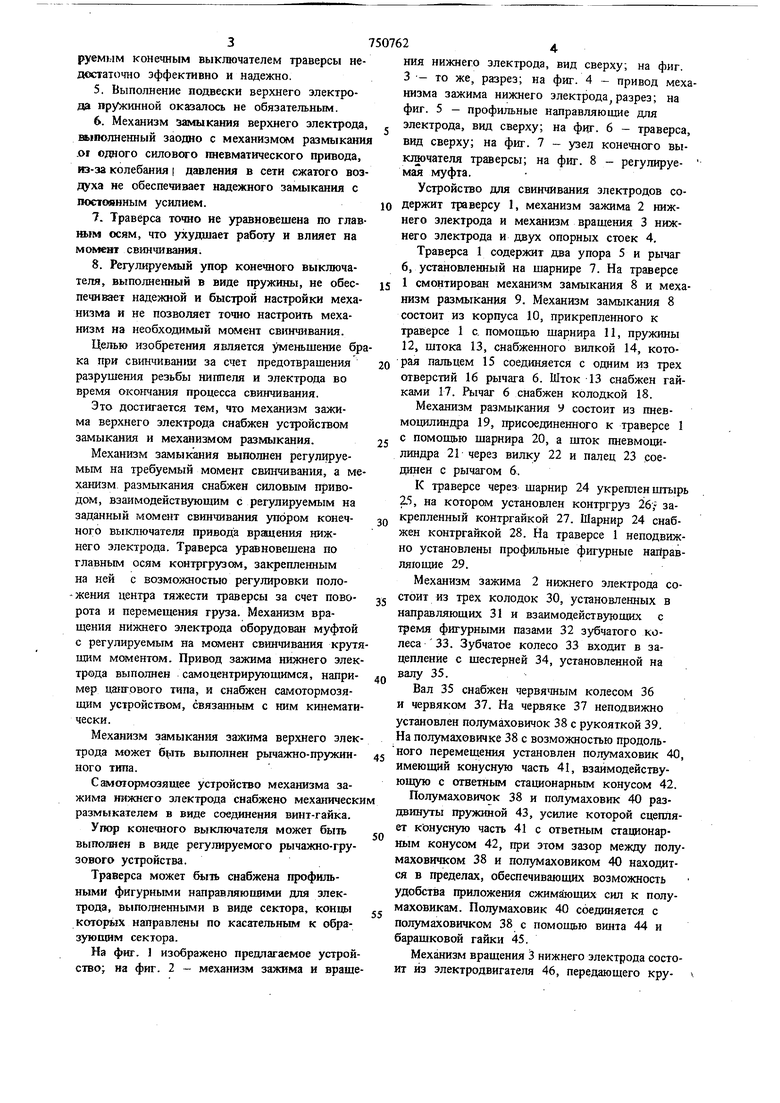
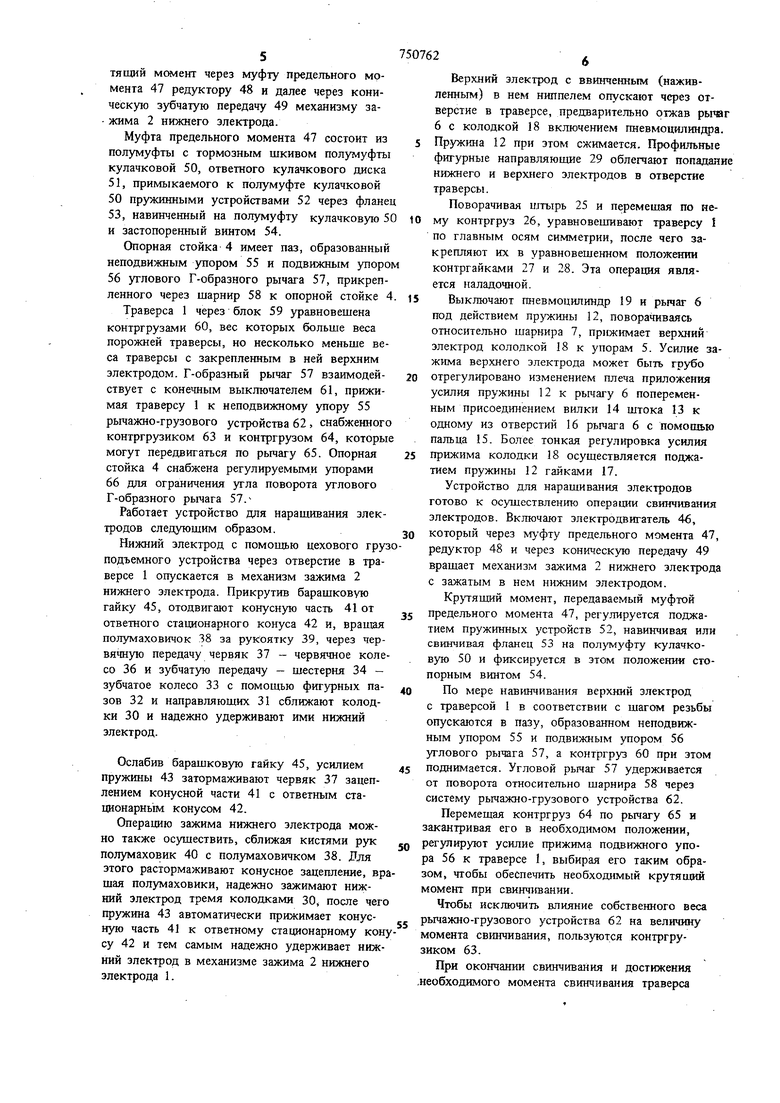
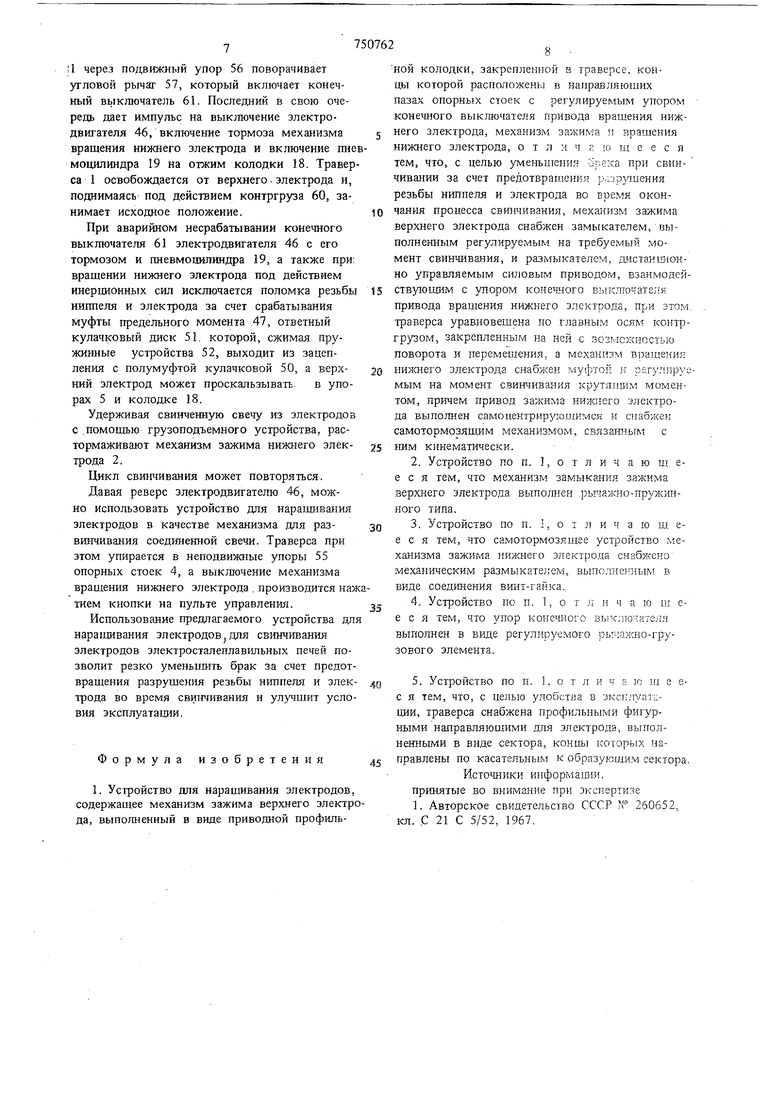
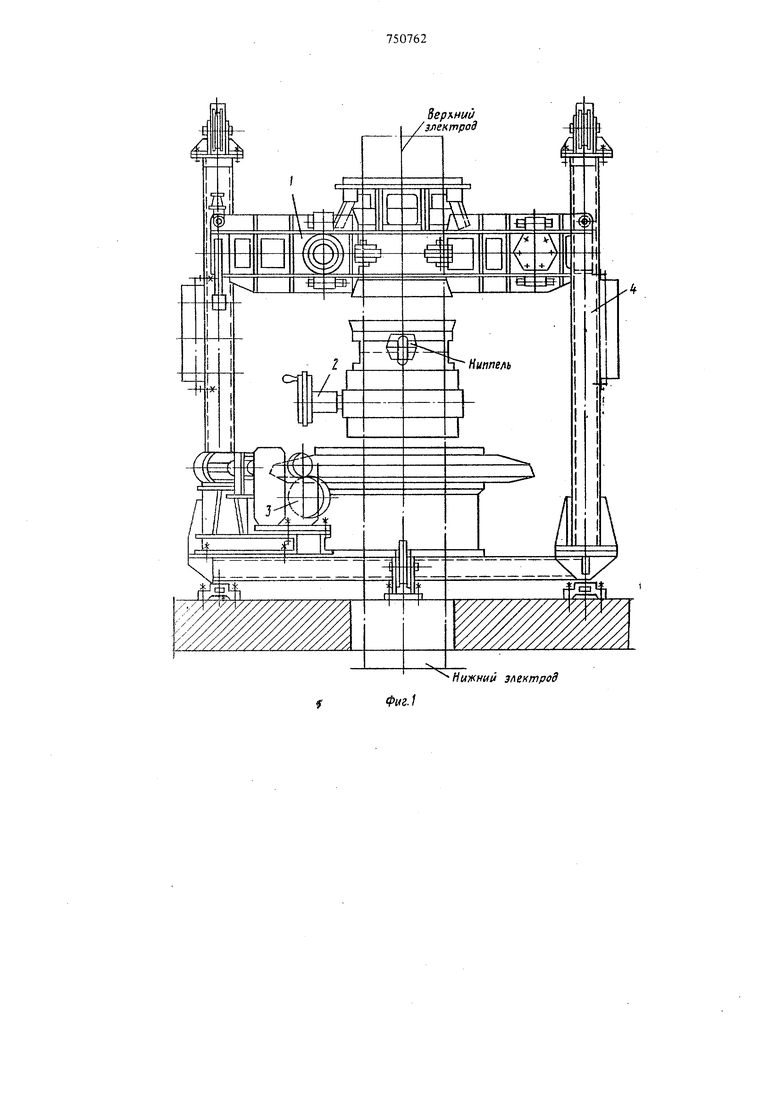
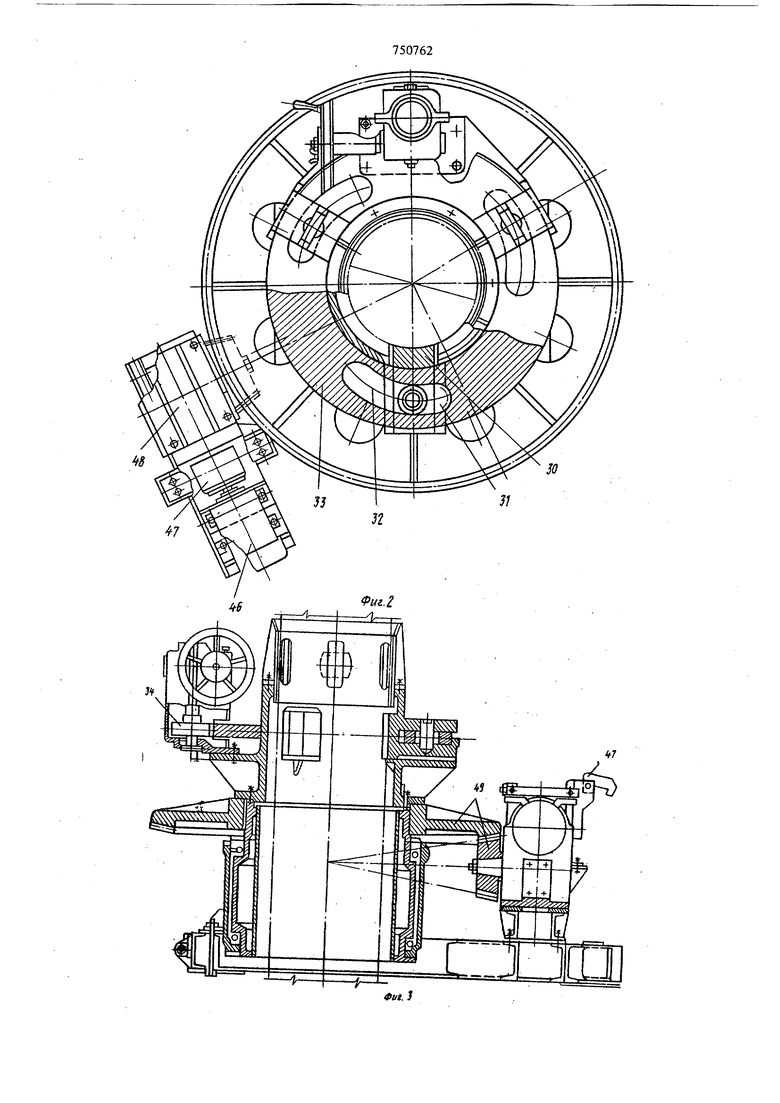
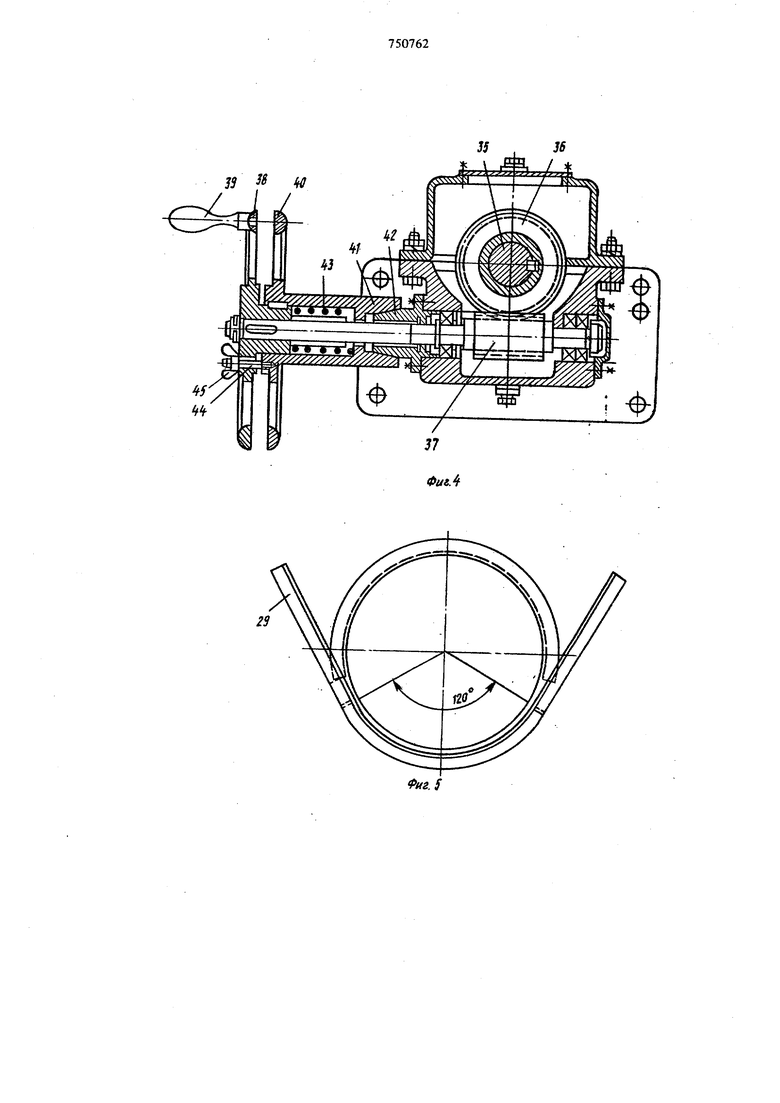
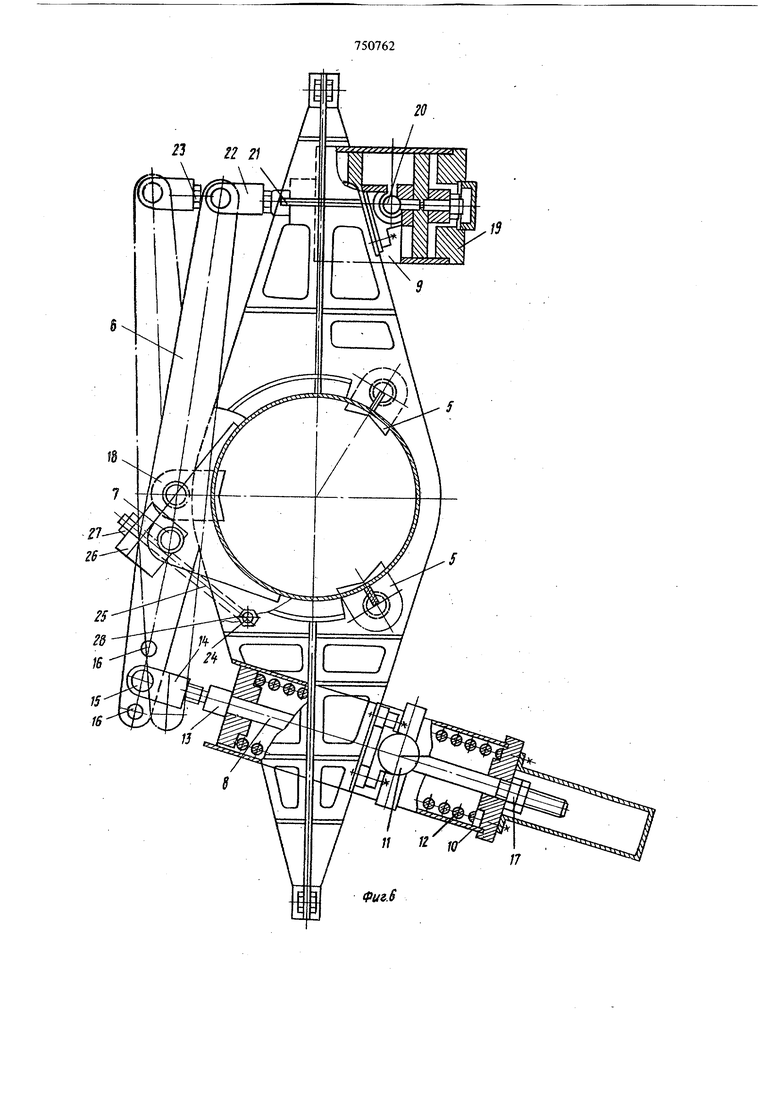
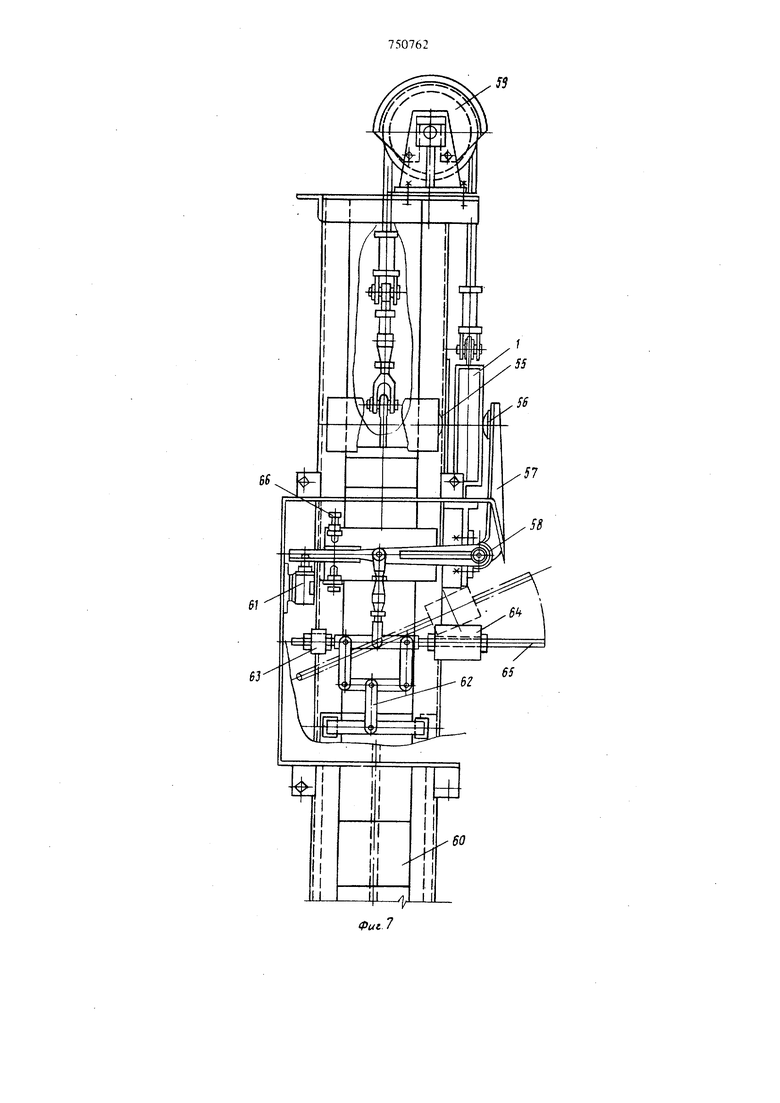
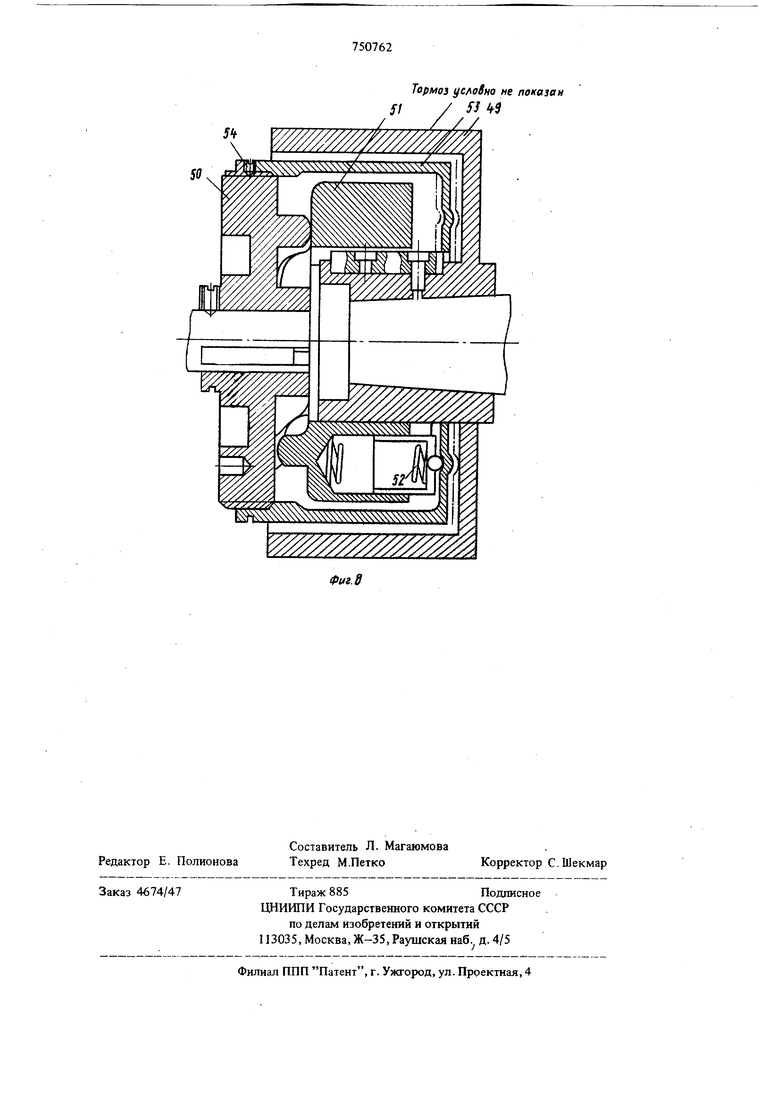
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - механизм зажима и вращения нижнего электрода, вид сверху; на фиг. 3 - то же, разрез; на фиг. 4 - привод механизма зажима нижнего электрода,разрез; на фиг. 5 - профильные направляющие для электрода, вид сверху; на фиг. 6 - траверса, вид сверху; на фиг. 7 - узел конечного выюиочателя траверсы; на фиг. 8 - регулируемая муфта.
Устройство для свинчивания электродов содержит траверсу 1, механизм зажима 2 ннжнего злектрода и механизм вращения 3 нижнего электрода И двух опорных стоек 4.
Траверса 1 содержит два упора 5 и рычаг 6, установленный на шарнире 7. На траверсе 1 смонтирован механизм замыкания 8 и механизм размыкания 9. Механизм замыкания 8 состоит из корпуса 10, прикрепленного к траверсе 1 с, помощью шарнира 11, пружины 12, штока 13, снабженного вилкой 14, которая пальцем 15 соединяется с одним из трех отверстий 16 рычага 6. Шток 13 снабжен гайками 17. Рычаг 6 снабжен колодкой 18.
Механизм размыкания У состоит из пневмоцилиндра 19, присоединенного к траверсе 1 с помощью шарнира 20, а шток пневмоцилиндра 21 через вилку 22 и палец 23 .соединен с рычагом 6.
К траверсе через шарнир 24 укреплен штырь 2.5, на котором установлен контргруз 26,- закрепленный контргайкой 27. Шарнир 24 снабжен контргайкой 28. На траверсе 1 неподвижно установлены профильные фигзфные найравляющие 29.
Механизм зажима 2 нижнего электрода состоит из трех колодок 30, установленных в направляющих 31 и взаимодействзтоших с тремя фигурными пазами 32 зубчатого колеса 33. Зубчатое колесо 33 входит в зацепление с шестерней 34, установленной на валу 35.
Вал 35 снабжен чepвя шым колесом 36 и червяком 37. На червяке 37 неподвижно установлен полумаховичок 38 с рукояткой 39. На полумаховичке 38 с возможностью продоль ного перемещения установлен полумаховик 40 имеющий конусную часть 41, взаимодействующую с ответным стационарным конусом 42.
Полумаховичок 38 и полумаховик 40 раздвинуты пружиной 43, усилие которой сцепляет конусную часть 41 с ответным стационарным конусом 42, при этом зазор между полумаловичком 38 и полумаховиком 40 находится в пределах, обеспечивающих возможность удобства приложения сжимающих сил к полумаховикам. Полумаховик 40 соединяется с полумаховичком 38 с помощью винта 44 и барашковой гайки 45.
Механизм вращения 3 нижнего электрода состоит из электродвигателя 46, передающего кру5тящий момент через муфту предельного момента 47 редуктору 48 и далее через коническую зубчатую передачу 49 механизму за- жима 2 нижнего электрода. Муфта предельного момента 47 состоит из полумуфты с тормозным шкивом полумуфты кулачковой 50, ответного кулачкового диска 51, примыкаемого к полумуфте кулачковой 50 пружинными устройствами 52 через флане 53, навинченный на полумуфту кулачковую 5 и застопоренный винтом 54. Опорная стойка 4 имеет паз, образованный неподвижным упором 55 и подвижным упоро 56 углового Г-образного рычага 57, прикрепленного через шарнир 58 к опорной стойке 4 Траверса 1 через блок 59 уравновешена контргрузами 60, вес которых больше веса порожней траверсы, но несколько меньше веса траверсы с закрепленным в ней верхним электродом. Г-образный рычаг 57 взаимодействует с конечным выключателем 61, прижимая траверсу 1 к неподвижному упору 55 рычажно-грузового устройства 62 , снабженного контргрузиком 63 и контргрузом 64, которы могут передвигаться по рычагу 65. Опорная стойка 4 снабжена регулируемыми упорами 66 для ограничения угла поворота углового Г-образного рычага 57. Работает устройство для наращивания электродов следуюшим образом. Нижний электрод с помощью цехового гру подъемного устройства через отверстие в траверсе 1 опускается в механизм зажима 2 нижнего электрода. Прикрутив барашковую гайку 45, отодвигают конусную часть 41 от ответного стационарного конуса 42 и, врашая полумаховичок 38 за рукоятку 39, через червяшую передачу червяк 37 - червячное коле со 36 и зубчатую передачу - шестерня 34 зубчатое колесо 33 с помощью фигурных пазов 32 и направляющих 31 сближают колодки 30 и надежно удерживают ими нижний электрод. Ослабив барашковую гайку 45, усилием пружины 43 затормаживают червяк 37 зацеплением конусной части 41 с ответным стационарным конусом 42. Операцию зажима нижнего электрода можно также осуществить, сближая кистями рук полумаховик 40 с полумаховичком 38. Для этого растормаживают конусное зацепление, вр щая полумаховики, надежно зажимают нижний электрод тремя колодками 30, после чег пружрша 43 автоматически прижимает конусную часть 41 к ответному стационарному кон су 42 и тем самым надежно удерживает ниж ний электрод в механизме зажима 2 нижнего электрода 1. 2 Верхний электрод с ввинченным (наживленным) в нем ниппелем опускают через отверстие в траверсе, предварительно отжав рычаг 6 с колодкой 18 включением пневмоцилиндра. 12 при этом сжил ается. Профильные фигурные направляющие 29 облегчают попадание нижнего и верхнего электродов в отверстие траверсы. Поворачивая штырь 25 и перемещая по нему контргруз 26, уравновешивают траверсу по главным осям симметрии, после чего закрепляют их в уравновешенном положении контргайками 27 и 28. Эта операция является наладочной. Выключают пневмоцилиндр 19 и рычаг 6 под действием пружины 12, поворачиваясь относительно шарнира 7, прижимает верхний электрод колодкой 18 к упорам 5. Усилие зажима верхнего электрода может быть грубо отрегулировано изменением плеча приложения усилия пружины 12 к рьиагу 6 попеременным присоединением вилки 14 штока 13 к одному из отверстий 16 рычага 6 с помощью пальца 15. Бо.пее тонкая регулировка усилия прижима колодки 18 осуществляется поджатием пружины 12 гайками 17. Устройство для наращивания электродов готово к осуществлению операции свинчивщ1ия электродов. Включают электродвигатель 46, который через муфт:у предельного момента 47, редуктор 48 и через коническую передачу 49 вращает механизм зажима 2 нижнего электрода с зажатым в нем нижним электродом. Крутящий момент, передаваемый муфтой предельного момента 47, регулируется поджатием пружинных устройств 52, навинчивая или свинчивая фланец 53 на полумуфту кулачковую 50 и фиксируется в этом положении стопорным винтом 54. По мере навинчивания верхний электрод с траверсой I в соответствии с шагом резьбы опускаются в пазу, образованном неподвижным упором 55 и подвижным упором 56 Зтлового рычага 57, а контргруз 60 при этом поднимается. Угловой рычаг 57 удерживается от поворота относительно шарнира 58 через систему рьиажно-грузового устройства 62. Перемещая контргруз 64 по рычагу 65 и акантривая его в необходимом положении, егулируют усилие прижима подвижного упоа 56 к траверсе 1, выбирая его таким обраом, чтобы обеспечить необходимый крутящий омент при свинчивании. Чтобы исключить влияние собственного веса ычажно-грузового устройства 62 на величину омента св1шчивания, пользуются контргруиком 63. При окончании свинчивания и достижения еобходимого момента свинчивания траверса ll через подвижный упор 56 поворачивает угловой рычаг 57, который включает конечный выключатель 61. Поспец}лкк в свою очередь дает импульс на выкшочение электродвигателя 46, включение тормоза механизма вращения нижнего электрода и включение пне моцилдадра 19 на отжим колодки 18. Травер са 1 освобождается от верхнего. электрода и, поднимаясь под действием контргруза 60, занимает исходное положение. При аварийном несрабатывании конечного выключателя 61 электродвигателя 46 с его тормозом и пневмоцилиндра 19, а также при; вращении нижнего электрода под действием инерционных сил исключается поломка резьбы ниппеля и электрода за счет срабатывания муфты предельного момента 47, ответный кулачковый диск 51. которой, сжимая пружинные устройства 52, выходит из зацепления с полумуфтой кулачковой 50, а верхний электрод может проскальзывать в упорах 5 и колодке 18. Удерживая свинченную свечу из электродов с .помощью грузоподъемного устройства, растормаживают механизм зажима нижнего электрода 2. Цикл свинчивания может повторяться. Давая реверс электродвигателю 46, можно использовать устройство для наращивания электродов в качестве механизма для развигиивания соединенной свечи. Траверса при этом упирается в неподвижные упоры 55 опорных стоек 4, а выключение механизма вращения нижнего электрода . производится наж тием кнопки на пульте управления. Использование предлагаемого устройства дл наращивания электродоВ) для свинчивания электродов электросталеплавильных печей позволит резко уменьшить брак за счет предотвращения разрущения резьбы ниппеля и элек трода во время свинчивания и ул чщит усло вия эксплуатации. Формула изобретения 1. Усфойство для наращивания электродов, содержащее механизм зажима верхнего электр да, выполненный в виде приводной профильнои колодки, закрепленной в траверсе, кон1.1Ь которой расположены в направляющих пазах опорньх стоек с регулируемым упором .конечного выключателя привода вращения нижнего электрода, механизм зажима is вращения нижнего электрода, о т л м ч а ю щ е е с я тем, что, с целью уменьшени.ч jjigica при свинчивании за счет предотврашенк.л р-ирлаиения резьбы ниппеля и электрода во время оконмания процесса свш1чивания, зажима верхнего электрода снабжен замыкателем, выполненным регулируемым на требуемый момент свинчивания, и размыкателем, диотакциокно управляемым силовым приводом, взаимодействующим с упором конешого вык.пточатгля привода вращения нижнего электрода, при этом. траверса уравновешена по главным осям контргрузом, закрепленньНЛ на ней с гаозмсжностью поворота и перемещения, а механ.иэм вращения нижнего электрода снабжен муфтой i-i регулируемым на момент свинчивания крутящим моментом, причем привод зажима нижз-его электрода выпо1шен самоцентрирзаощимся к снабжек самотормозящим механизмом, связанным с 1-шм кинематически. 2.Устройство по п. , о т л и ч а ю ш ее с я тем, что механизм замыкалкя зажима Bcpxiiero электрода выполнен .рычажно-пружинного типа. 3.Устройство по п. 1, о т л и ч а ю щ ее с .я тем, что самотормозящее устройство механизма зажима нижнего электрода снабжено Л1еханическим pa3Mb KaTej;eM, выполненным в виде соед1шения винт-гайка.. 4.Устройство по п. 1,0 т У: и ч а ю ш ее с я тем, что упор конечного выключателя выполнен в виде регулируемого рычажяо-грузоЕОго элемента, 5.Устройство по п. I, о т л и ч s ю щ е ес я тем, что, с целью удобства в эксн.Пат;;ции, траверса снабжена профильными фигурными направляющими для электрода, выполненными в виде сектора, концы которых направлены по касательным к образующим сектора. Источники ипформаш1ч. пр1шятые во внимание при экспертизе 1. Авторское свидетельство СССР N 260652, кл. .С 21 С 5/52, 1967. jS 8
eJ
f9
J
:s i s ;ssys
Тормоз условна не показан Sf /
/ ///
